消隙齿轮箱的结构改进分析
2015-03-14 01:10崔智
机电信息 2015年15期
崔 智
(西安航天华阳机电装备有限公司,陕西 西安710100)
0 引言
大行程数控机床一般都采用齿轮齿条传动结构,为了消除齿轮传动齿间啮合间隙,满足数控机床的高定位和重复定位精度要求,齿轮箱均采用特殊结构,称为消隙齿轮箱。在实际应用中,一台数控落地铣镗床X轴采用消隙齿轮箱传动,经过较长时间的使用,该轴定位精度严重走失,呈现不规则偏差,并且重切走刀无力。对此,我们经过分析确定为消隙齿轮箱设计结构存在缺陷,随后对其进行了简单有效的结构改进。
1 原消隙齿轮箱的工作原理
图1是消隙齿轮箱的结构,运动通过齿轮5输入齿轮箱,带动轴8旋转,当轴8右向旋转时,轴上的右旋斜齿轮与齿轮11啮合,齿轮11通过平键13连接带动轴14左向旋转,轴14上的左旋斜齿轮啮合齿轮15和16通过内胀紧套带动轴18右向旋转,轴18上的直尺轴齿轮与齿条啮合,带动整个齿轮箱向右移动;当轴8向左旋转时带动左旋斜齿轮7与齿轮4啮合,齿轮4通过平键带动轴6向右旋转,轴6上的斜齿轮啮合齿轮2和3带动轴1向左旋转,轴1上的直齿轮与齿条啮合带动齿轮箱向左移动。斜齿轮2和3是两个齿形完全相同的斜齿轮,通过螺钉固定为一体,安装时通过上下两个齿轮的牙型错位来消除与轴1上斜齿轮啮合的侧隙;齿轮15、16与轴14上的齿轮同样原理消除侧隙。齿轮箱与齿条安装啮合后,人工将轴1向左旋转,同时将轴18向右旋转,此时轴1上的齿轮向左旋转与齿条的啮合间隙被消除,轴1向左旋转到左旋斜齿轮7传动啮合间隙被消除,齿轮7被动轴向向上移动压紧碟簧9;同时轴18上的齿轮向右旋转与齿条啮合的间隙被消除,轴18向右旋转到右旋斜齿轮轴8传动的啮合间隙被消除,轴8被动轴向向上移动压紧碟簧9,此时内胀紧套17呈半胀紧状态,当轴8压紧碟簧到一定程度时,轴18与齿轮16相对转动,此时完全锁紧胀紧套17。齿轮箱向右移动时,轴8右侧的齿轮无间隙啮合,左侧齿轮由于侧隙存在不参与传动,仅从动,反之亦然。
此结构的消隙齿轮箱在一台数控落地镗铣床X轴上的实际应用中,经过较长时间的使用,机床出现了定位及重复定位精度严重走失,并且重切走刀无力的问题。
根据机床出现的问题,我们判断为X轴消隙齿轮箱存在设计结构缺陷。图1中,轴18与齿轮16采用内胀紧套连接,由于轴18属于减速最后一级,传递的扭矩最大,并且斜齿轮16啮合产生的轴向力也需要通过内胀紧套消除,而内胀紧套17的胀紧力无法满足传动需求,导致轴18和齿轮16产生不确定的相对转动,进而引起了该机床的故障现象。
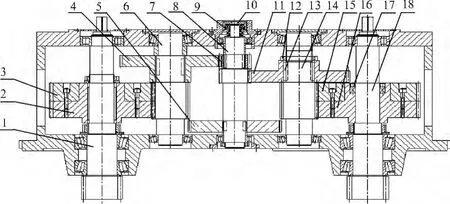
图1 原消隙齿轮箱结构图
2 改进后消隙齿轮箱的工作原理
为了消除该齿轮箱的结构缺陷,我们在原结构的基础上设计了如图2所示的新结构。
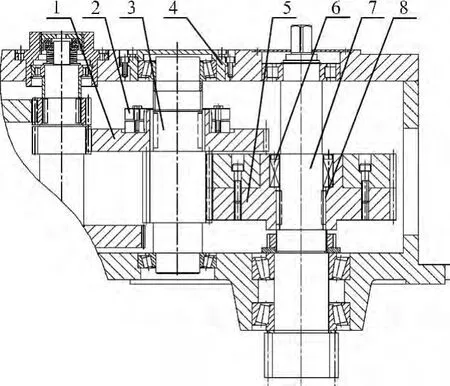
图2 改进后的消隙齿轮箱结构
增加平键8以保证齿轮5和轴7之间的扭矩传递且不出现相对转动,增加内胀紧套6的厚度,以消除斜齿轮5的轴向力,使齿轮5和轴7完全固定;取消轴3和齿轮1之间的平键,改为用外胀紧套2连接;增加轴承座4,以方便外胀紧套的锁紧。
改进结构后齿轮箱的侧隙调整后靠外胀紧套锁紧,该外胀紧套的锁紧力矩是原内胀紧套的2.5倍,并且轴3传递的扭矩是轴7的0.5倍,所以改进后的消隙齿轮箱可输出扭矩是原结构的5倍,可充分保证机床直线运动的准确性。经过激光干涉仪的测量,改进结构后机床该直线轴的定位精度和重复定位精度达到0.02 mm和0.015 mm,完全满足设计要求。
此改进方法最重要的特点是非常简单方便,仅对1个齿轮、1个轴和1个箱盖进行简单的补充加工,增加两个胀紧套、两个平键、1个轴承座。在所有增加的零件提前准备好的情况下,从机床停机到完全恢复使用,整个维修过程仅耗时两天,将机床使用者的损失减少到了最小。
3 结语
对于有些因局部结构设计缺陷而对设备整体造成巨大影响的情况,我们可以通过巧妙而简单的结构改进,以最快、最经济、最实用的方法消除该缺陷,为用户挽回巨大的损失,同时还可以为类似结构的设计提供很好的借鉴。
[1]周保牛,叶穗,周岳.数控双齿轮消隙减速机的研制[J].制造技术与机床,2008(12).
[2]钟文斌,田贵磊,肖圣龙.双齿轮消隙结构的研制与分析[J].机械设计与制造,2014(4).
猜你喜欢
军事文摘(2023年4期)2023-04-05
山东冶金(2022年3期)2022-07-19
水运工程(2020年2期)2020-02-26
物流技术与应用(2019年6期)2019-07-16
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
测控技术(2018年4期)2018-11-25
制造技术与机床(2017年4期)2017-06-22
水利科技与经济(2016年7期)2016-04-25
重型机械(2016年1期)2016-03-01