
超多机头绣花机自动换底线系统设计
2015-03-12 09:36胡旭东黄栋明彭来湖
纺织学报 2015年4期
胡旭东,黄栋明,彭来湖
(浙江理工大学教育部现代纺织装备技术工程研发中心,浙江杭州 310018)
电脑绣花机是一种高速高效的刺绣设备,被广泛应用于服装、鞋帽、工艺品和针织等领域[1]。旋梭体是绣花机的重要组成部件之一,由旋梭、梭壳和绕满底线的梭芯组成,其作用是利用旋梭的旋转,使面线和底线在织物表面形成线迹[2]。当底线消耗完毕,需停机更换梭芯或者带梭芯的旋梭以补充底线。目前,国内的绣花机普遍采用人工更换底线的方式[3],换梭时必须停机操作,弯腰作业,带来诸多弊端:一方面,工人劳动强度大,用工成本高;另一方面,绣花机停机时间长,生产效率低。特别当绣花机为多头多针类型[4]时,该缺点更加明显。
国外已研制出具备自动补充底线功能的电脑绣花机,其自动换底线装置固定于机体内部,由主控制器统一管理,独立性相对较差,价格昂贵,不便于扩展。
针对以上不足,本文提出一种新型的换旋梭装置。在此基础上,设计一种兼容绣花机主控制器的多机头自动换底线系统。由系统中的换底线集中控制器通过CAN总线技术对等同绣花机机头数量的底线换梭装置进行分布式控制,完成换旋梭动作。系统兼容单头和多头型电脑绣花机,与绣花机主控制器独立,扩展性强,对提高电脑绣花机的生产效率和自动化技术水平具有重大意义。
1 绣花机底线换梭装置及其工作流程
创新设计一种新型绣花机底线换旋梭装置代替人工换梭。装置主要由气动爪、气动推杆、转轮电动机、换梭电动机、储梭转轮、旋转杆及辅助机构等部分组成,内嵌控制板,其机械示意图如图1所示。

图1 绣花机底线换梭装置机械示意图Fig.1 Mechanical schematic of device for replacing bobbin in embroidery machine
装置中气动爪和气动推杆由电磁阀驱动。气动爪用于完成旋梭的抓取和放置动作,其前后行进动作由对应的气动推杆配合完成。换梭电动机通过驱动旋转杆旋转180°完成上下2个气动爪的位置互换。储梭转轮中总共储存有12个旋梭。每次气动爪完成换梭动作后,转轮电动机带动储梭转轮旋转30°,使新的旋梭到达气动爪能抓取的位置,等待下一轮替换动作。工作流程如图2所示。
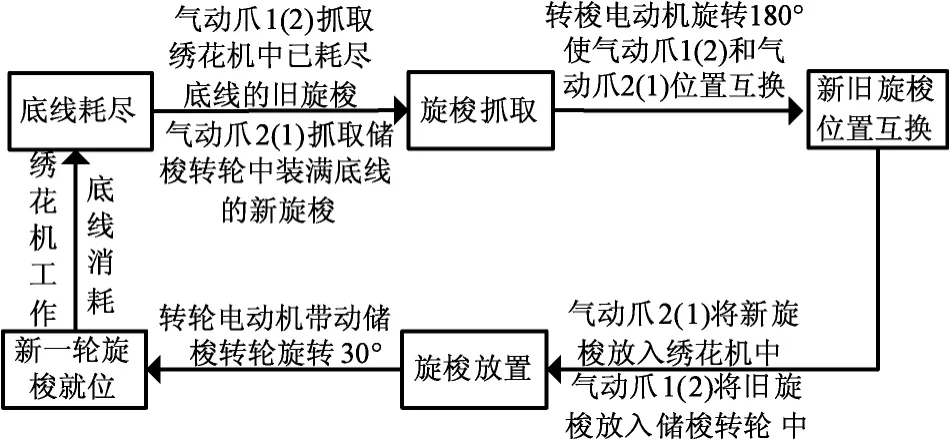
图2 绣花机底线换梭装置工作流程Fig.2 Working flow chart of device for replacing bobbin in embroidery machine
2 自动换底线系统硬件设计
2.1 自动换底线系统整体硬件结构
以目前刺绣市场使用最频繁的多头多针电脑绣花机为应用对象,为每个机头配置底线换梭装置,结合图1、2底线换梭装置在换梭过程中各执行机构所需完成的动作及功能需求,设计基于CAN总线通信的绣花机自动换底线系统,其整体硬件结构如图3所示。

图3 自动换底线系统整体硬件结构图Fig.3 Whole hardware structure of automatic system about replacing bottom thread in embroidery machine
系统中集中控制器与多个机头控制单元通过CAN总线实现数据与指令传输,保证系统实时性和稳定性。以图3中1号机头控制单元为例,控制核心对接收到的CAN指令进行解析,通过气阀驱动电路和电动机驱动电路控制各个气动爪、气动推杆以及电动机完成整个换梭动作。同时,确认位置传感器与零位传感器的反馈信号,确保执行机构动作到位。
2.2 集中控制器模块设计及功能简介
图4为集中控制器结构框图。该集中控制器主要包括基于ARM11内核的S3C6410处理器、LCD显示模块、触摸屏输入模块、USB接口模块、CAN通信模块、编码采集模块、停机信号发送模块以及外围扩展存储器模块。其主要功能包括:1)实现人机交互。设置各类换梭参数,显示每个机头工作状态;2)根据实时采集到的编码脉冲信号确认底线是否消耗完毕,向主控制层发送停机信号;3)通过CAN模块向各个机头控制单元发送命令。
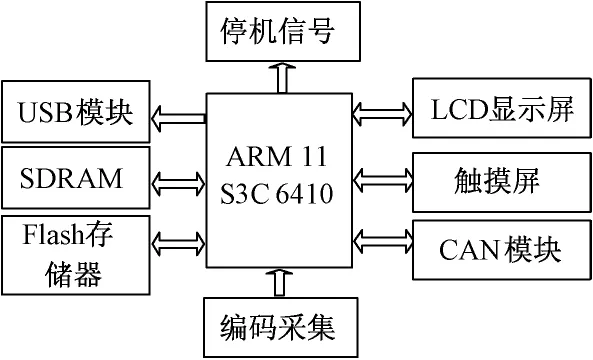
图4 集中控制器结构框图Fig.4 Architecture of centralized controller
2.3 电动机类型的选取及其驱动电路设计
装置中2个气动爪位置互换和储梭转轮中新旋梭更新均由步进电动机驱动,且要求精准快速完成。步进电动机是一种将电脉冲转化为角位移的执行机构。在负载能力范围内,通过控制脉冲数和脉冲频率达到准确的定位和调速目的,无积累误差[5]。综合输出转矩、动态性能、精度要求以及使用成本等因素,本装置选用两相四线混合式步进电动机。
步进电动机驱动芯片选用TI公司生产的DRV8818,其采用8~35 V直流供电,H桥双极恒相电流驱动,最大3 A的可调电流输出,最大8细分的4种细分模式可选,有脱机保持功能,且提供节能的半电流控制方式。输出电流大小由管脚VREF所接参考电压和RNF1、RNF2所连电阻共同决定;细分数由管脚MODE1和MODE2电平决定;电动机脉宽调制(PWM)频率设定由管脚CR1、CR2所连电阻电容决定;电流衰减模式由管脚MTH电压决定。结合系统中步进电动机控制要求,将芯片配置成8细分数,1.2 A输出电流,混合衰减及同步整流模式,并将电动机使能、速度、方向等控制信号分别通过光耦隔离连接至芯片的 ENABLE、CLK、CW/CCW、RESET、VREF管脚,防止干扰。
2.4 电磁阀驱动电路设计
在空压机提供气源的前提下,电磁阀驱动电路通过控制电磁阀打开关闭,使气体作用于单活塞杆,驱动装置中气动推杆前进、后退和气动爪抓取、放置。
目前电磁阀的常用驱动方式有2种:三极管驱动和场效应管驱动。本文研究的驱动电路中选用IR公司生产的快速切换、双N沟道场效应管IRF7341,其开关输出级具有箝位、防短路和防过载功能,符合电磁阀高压打开、PWM占空比保持的控制方法和散热节能要求[6]。驱动电路通过光耦隔离将控制信号间接作用于IRF7341栅极。当该栅极施加的信号为高电平(大于阀值电压)时,IRF7341漏极与源极导通,电磁阀得电打开;反之,当信号为低电平时,IRF7341漏极与源极断开,电磁阀失电关闭。二极管反接防止产生电感类元器件在失电瞬间反向电压过大导致的浪涌现象。
3 多节点总线网络的设计与实现
3.1 CAN总线型拓扑设计
CAN总线是一种支持分布式控制与实时性控制的串行通信网络,可以多种方式工作,点对点、一点对多点传输数据;最高通信速率可达1 Mb/s(传输距离为40 m);硬件自带CRC检验和其他检验措施;具有优异的总线共享和仲裁性能[7]。
鉴于CAN总线无主性、实时性、可靠性等特点,结合绣花机多机头分布式控制原则,建立CAN总线型多机头拓扑网络[8]。集中控制器与各机头控制单元以CAN节点形式连至CAN总线相互通讯,其总线型拓扑结构如图3所示。各节点在接收CAN命令前进行地址匹配,地址由拨码开关设定。
3.2 应用层通信协议定制
由于采用的CAN2.0B协议已经定义了物理层和数据链路层[9],因此系统根据多机头换梭装置控制特点在CAN总线扩展帧的基础上对应用层通信协议进行了自定义,对29位扩展帧划分:ID28为预留位、ID27~ID22为发送方地址、ID21~ID16为接收方地址、ID15~ID8为指令代码、ID7~ID0为功能代码。协议中发送方和接收方地址最多可拥有64种不同地址,即系统中机头换梭装置最多可以扩展至64个。部分常用指令代码和功能代码如表1所示。
3.3 基于CAN命令解析的主程序开发
通过软件过滤,各节点控制单元根据应用层协议对来自集中控制器的CAN命令进行解析。命令可分为驱动机构测试、异常情况处理和系统工作3部分。基于CAN命令解析的主程序设计如图5所示。
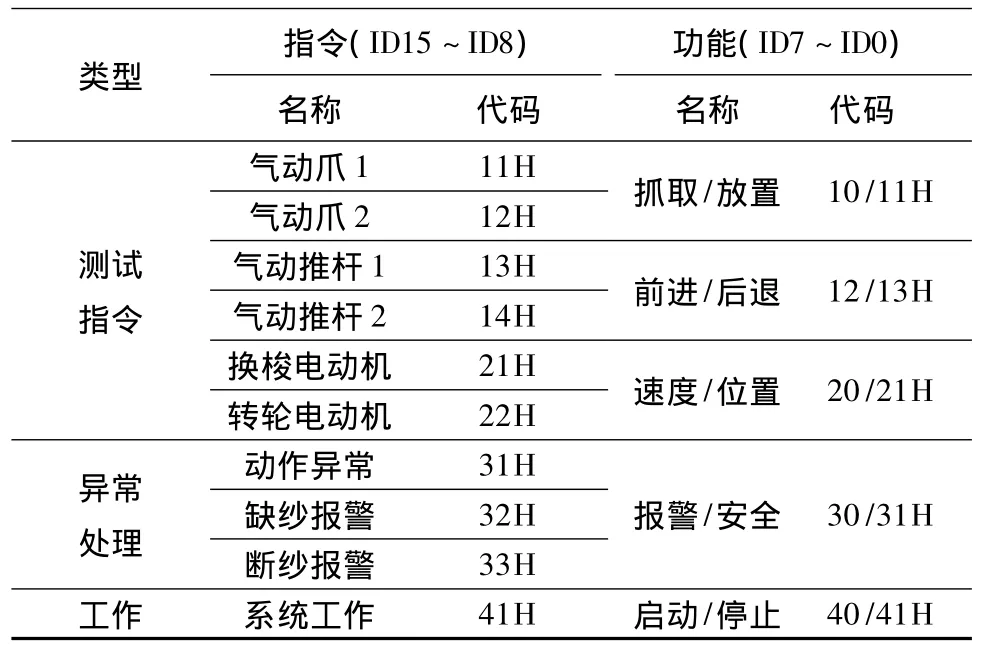
表1 部分常用指令代码和功能代码Tab.1 part of commonly used instruction code and function code
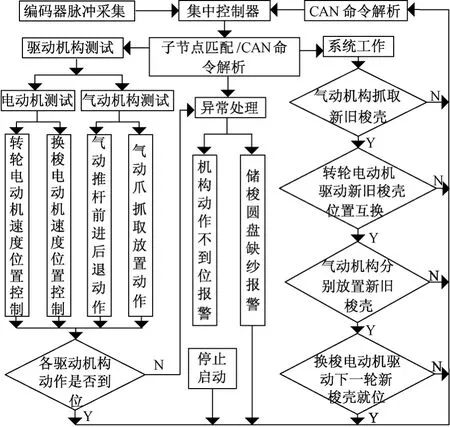
图5 基于CAN命令解析的主程序设计图Fig.5 Main program design based on CAN command parsing
驱动机构测试:该命令对转轮电动机和换梭电动机进行速度、位置控制;对2个气动杆进行前进、后退动作控制;对2个气动爪进行抓取、放置动作控制。节点控制单元根据相应位置传感器反馈的信号做出判断:若动作到位,反馈动作正常信息至CAN总线;反之,对动作错误信息做异常处理。
异常情况处理:节点控制单元对应不同异常信息发出警报。警报包括机构动作不到位警报和缺纱警报。
系统工作:在绣花机刺绣过程中根据不同花型所需底线消耗量确定出消耗绕满一个梭芯底线长度所对应的编码脉冲量。当采集到这些确定的脉冲量时,集中控制器发送旋梭更换指令到需要换梭的机头。控制单元接收指令后顺序驱动各执行机构完成相应动作,达到换梭目的。期间,执行机构的动作错误信息通过CAN总线反馈至集中控制器,等待其下一步指示。
4 驱动元件控制方法的优化设计
4.1 步进电动机指数型加减速控制
由步进电动机的矩频特性可知,电动机输出转矩随脉冲频率上升而下降。为使步进电动机既能满足启动停止时的转矩变化要求,防止失步、过冲现象产生,又能快速稳定运行,对其采用指数型加减速控制方法[10]。指数型加减速控制方法比较接近步进电动机输出转矩特性,加减速时加速度突变小。其数学表达式[11]分别如下。
加速升频阶段:

匀速阶段:

减速降频阶段:

式中:f为实时输出频率;fc为匀速运行频率;fu为启动频率;τ为时间常数;tcd为匀速转变为减速的时间点。
结合指数型加减速公式(1)、(2)、(3),采用离散逼近法将加减速曲线阶梯化,通过后台定时器计数溢出中断方式控制步进电动机按对应频率进行升降频,实现快速、精确定位要求。指数型加减速曲线如图6所示。图中fu1、fu2、fu3分别为对应加速阶段t1、t2、t3时刻的频率,tuc为加速转变为匀速的时间点。
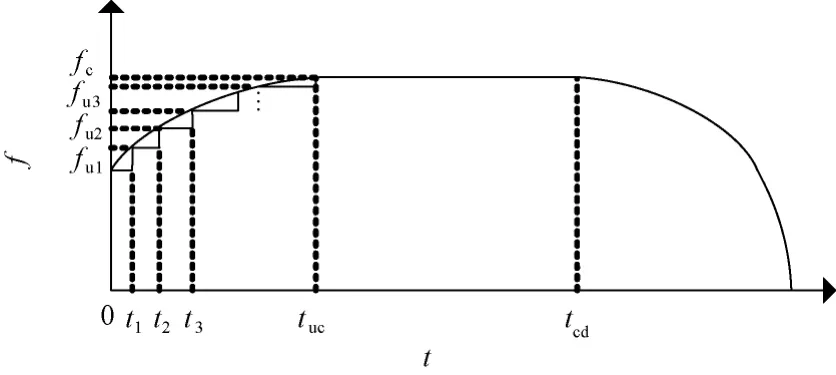
图6 指数型加减速曲线Fig.6 Exponential curve of acceleration and deceleration
4.2 电磁阀低能耗保持方法
在换梭过程中,电磁阀打开次数多,打开时间长。若采用传统的控制方法,在电磁阀整个吸合过程中以额定电压加载到电磁阀线圈上直至电磁阀释放为止,会导致电磁阀温度上升,使用寿命缩短,能源浪费。现采用一种以高压打开、PWM保持的控制方式驱动电磁阀,达到降温节能效果。在电磁阀打开瞬间对其加载额定电压一段时间,快速注入峰值电流,使其迅速吸合;一旦吸合后,以PWM方式发送脉冲,提供较小的电流使电磁阀保持吸合状态直至其释放为止[12]。PWM驱动方式和电磁阀线圈的电流波形如图7所示。

图7 PWM驱动方式及电流波形Fig.7 PWM drive mode and current waveform
5 测试结果
以某型号40机头绣花机为机械本体,为每个机头配备换梭装置,装置中的控制单元通过CAN总线与绣花机集中控制器连接,集中控制器向绣花机主控制器提供停机信号。该绣花机所用梭芯外径为(21×8.5)mm,可缠绕底线60 m,装于旋梭内。根据所绣花型,测得该绣花机每30 min用完一只绕满底线的梭芯,每班(8 h)需要更换16次。人工平均每次更换绣花机所有机头的旋梭耗时15 min,一班次所耗工时共240 min;使用本系统及装置一次更换绣花机所有机头的旋梭耗时1 min,一班所耗工时共16 min,相比人工,节省停机时间多达224 min。
结果表明,该系统独立性和扩展性较强,满足自动换底线功能;相较人工换梭方式,停机时间更少,效率更高。
6 结论
绣花机自动换底线系统通过CAN总线型网络拓扑,以分布式控制和机械自动化的方式代替原有人工方式完成换底线动作。此外,系统分别在执行元件电动机和电磁阀控制方法上进行优化,进一步提高准确性,减少能源消耗;具备通用通信接口,兼容性和扩展性强,适用于各类单机头多机头绣花机。运行结果表明,该系统符合绣花机自动换底线要求,稳定高效,促进了绣花机底线更换在自动化、智能化、网络化方面的技术进步。
[1] 杨壮豪.新型嵌入式电脑绣花机控制系统设计[J].现代机械,2008(1):69-71.YANG Zhuanghao.Design of new embedded controller in computerizedembroiderymachine[J]. Modern Machinery,2008(1):69-71.
[2] 姚建国.一种电脑绣花机自动换底线装置:中国,201310303545.5[P].2013 -11 -27.YAO Jianguo.One type of devices about automatically replacing the bottom line in computerized embroidery machine:China,201310303545.5[P].2013 -11 -27.
[3] 梁国杰.电脑绣花机自动换底线装置的梭芯自动供给器:中国,201120083133.1[P].2011-11-23.LIANG Guojie.A automatic bobbin feeder for devices aboutautomatically replacing the bottom line in computerized embroidery:China,201120083133.1[P].2011-11-23.
[4] 冷绍玉.绣品万千种,绣机知多少[J].中国制衣,2009(10):54-55.LENG Shaoyu.So many kinds of embroidery and how many kinds of embroidery machine do you know[J].China Apparel,2009(10):54 -55.
[5] 田秀梅.试谈步进电机在智能寻迹小车上的应用[J].电子技术,2011(8):31-32.TIAN Xiumei.Application of stepper motor in intelligent tracking vehicle[J].Electronic Technology,2011(8):31-32.
[6] 陈杰,张崇巍,孔慧芳.电控液力自动变速器控制单元的设计[J].合肥工业大学学报,2010,33(10):1488-1492.CHEN Jie,ZAHNG Chongwei,KONG Huifang.Design of transmission control unit for ehicle's automatic transmission[J]. JournalofHefeiUniversity of Technology,2010,33(10):1488 -1492.
[7] 范辉.RS485总线与CAN总线应用比较[J].上海电机学院学报,2005(5):54-56.FAN Hui.Comparing the application of RS485 bus with that of CAN bus[J].Journal of Shanghai Electric Machinery University,2005(5):54 -56.
[8] 孙岩,张楠.网络拓扑结构研究与分析[J].计算机光盘软件与应用,2013(17):55-56.SUN Yan,ZHANG Nan.Research and analysis of network topology[J].Computer CD Software and Applications,2013(17):55 -56.
[9] 袁淑娟,陈仁文.CAN总线网络节点的实现及应用[J].江南大学学报,2011,4(3):235-239.YUAN Shujuan, CHEN Renwen. Realization and application of network node for CAN bus[J].Journal of Southern Yangtze University,2011,4(3):235 -239.
[10] 黄兆斌,黄云龙,余世明.几种步进电机加减速方法的对比研究及其应用[J].机电工程,2011,28(8):951-953.HUANG Zhaobin, HUANG Yunlong, YU Shiming.Comparative study between several acceleration and deceleration methods on stepper motor and the application[J]. Journal of Mechanical Electrical Engineering,2011,28(8):951 -953.
[11] 谭辉,潘涵,邢芳,等.基于单片机和串口通信的高速步进电机控制系统设计[J].舰船科学技术,2008,30(5):82-86.TAN Hui,PAN Han,XING Fang,et al.Controlling system design of high speed stepping motor based on single chip and serial communication[J].Ship Science and Technology,2008,30(5):82 -86.
[12] 赵晓平.一种低功耗电磁阀控制电路的改进分析[J].科教文汇,2013(2):94-95.ZHAO Xiaoping.Analysis on the improvement of a kind of solenoid valve control circuit of low power consumption[J]. The Science Education Article Collects,2013(2):94 -95.
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
现代仪器与医疗(2021年5期)2021-12-02
仪器仪表用户(2021年10期)2021-11-27
中国新闻周刊(2020年15期)2020-05-11
汽车观察(2018年12期)2018-12-26
中国塑料(2015年6期)2015-11-13
学习月刊(2015年3期)2015-07-09
小说月刊(2015年7期)2015-04-23
四川党的建设(2014年9期)2014-08-23
