
燃煤烟气污染物超低排放技术及经济分析
2015-03-11 07:48张东辉庄烨朱润儒刘科伟
电力建设 2015年5期
张东辉,庄烨,朱润儒,刘科伟
(1.北京国电龙源环保工程有限公司,北京市 100039;2.国电新能源技术研究院,北京市 102209)
燃煤烟气污染物超低排放技术及经济分析
张东辉1,2,庄烨1,2,朱润儒1,2,刘科伟1,2
(1.北京国电龙源环保工程有限公司,北京市 100039;2.国电新能源技术研究院,北京市 102209)
针对燃煤烟气中烟尘、SO2和NOx的超低排放要求,对包括:低低温电除尘、湿式静电除尘、双循环脱硫、双尺度低氮燃烧和选择性催化还原(selective catalytic reduction, SCR)等技术的原理、特点和工程应用情况进行了介绍;提出了“双尺度低氮燃烧+SCR脱硝+低低温电除尘+单塔双循环脱硫+湿式深度净化”的超低排放技术路线;分析了燃煤烟气污染物超低排放的经济性。
燃煤烟气; 超低排放; 干/湿静电除尘; 脱硫; 脱硝
0 引 言
当前我国大气污染形势严峻,“三区十群”等重点区域雾霾频发并日趋严重,其主要原因除与社会经济发展模式、能源结构及利用方式等诸多因素有关外,大气污染物控制技术和治理强度跟不上经济发展的要求也是重要原因。燃煤电站大气污染物高效脱除与协同控制是当前国际能源环境领域的战略性前沿课题之一,也是研究的热点和难点。
目前国内外并没有公认的燃煤电厂大气污染物“超低排放”的定义,实际应用中多种表述共存,如“超低排放”、“近零排放”、“超净排放”等等。相关表述和案例的共同点是将燃煤锅炉排放的烟尘、SO2和NOx这3项污染物浓度与GB 13223—2011《火电厂大气污染物排放标准》中规定的天然气燃气轮机组大气污染物排放浓度限值相比较,将数值上达到或低于天然气燃气轮机组限值的情况称为燃煤机组的“超低排放”,即烟尘<5 mg/m3、SO2<35 mg/m3、NOx<50 mg/m3(该浓度为基准氧含量折算排放浓度,其中燃煤锅炉基准氧含量取6%,燃气轮机组取15%)[1]。
我国燃煤电厂目前采用的除尘、脱硫、脱硝等烟气净化技术,基本上是从欧美和日本在不同时间段分别引进的,形成了一系列功能单一、串联使用的烟气净化设备序列,缺乏整体系统设计及一体运行优化集成,导致这些加装设备影响彼此运行效果,增加了电厂运行成本。因此,针对国内燃煤烟气自身高灰、高硫等特性以及超大烟气处理量的现状,建立适用我国烟气特性的工艺支撑数据库,通过烟气净化技术改进优化及系统集成,实现多种污染物节能协同减排是适合我国国情的经济可行的技术路线。与此同时,脱硫、脱硝工艺流程中产生的SO3、“石膏雨”、氨逃逸等的新生污染物排放也增加了燃煤电厂实现超低排放目标的难度。为实现烟尘、SO2和NOx的同时超低排放,燃煤电厂需要从烟气综合治理出发,通盘考虑,合理选择技术路线,优化设计指标和运行参数,确保烟气净化系统整体长期稳定运行,既要提高脱硫、脱硝、除尘各个环节相应的脱除效率,还要利用各个烟气净化设备彼此之间的交互影响,通过协同减排,降低能耗、物耗以提高超低排放的经济可行性。
1 燃煤烟气污染物超低排放技术发展现状
1.1 烟尘超低排放技术
为了适应逐渐严格的环保标准要求,目前对于燃煤电厂除尘系统超低排放升级的技术主要包括脱硫前的增效干式除尘技术和脱硫后的湿式静电除尘技术。
1.1.1 增效干式除尘技术
干式除尘技术主要包括静电除尘、袋式除尘和电袋复合除尘技术。其中静电除尘技术具有处理烟气量大、除尘效率高、设备阻力低、适应烟温范围宽、使用简单可靠等优点,已经应用在我国80%以上的燃煤机组。针对电除尘的增效技术包括:低低温电除尘、旋转电极式电除尘、微颗粒捕集增效、新型高压电源技术等[2-3]。通过增效的干式除尘技术,辅以湿法脱硫的协同除尘,在适宜煤质条件下,能实现烟囱出口烟尘排放浓度低于10 mg/m3。这里重点对低低温静电除尘技术及其应用进行介绍。
低低温静电除尘技术通过低温省煤器或气气换热器使电除尘器入口烟气温度降到90~100 ℃低低温状态,除尘器工作温度在酸露点之下,具有以下优点:(1)烟气温度降低,烟尘比电阻降低,能够提高除尘效率;(2)烟气温度降低,烟气量下降,风速降低,有利于细微颗粒物的捕集;(3)烟气余热利用,降低煤耗;(4)烟气中SO3冷凝并粘附到粉尘表面,被协同脱除;(5)对于后续湿法脱硫系统,由于烟温降低,脱硫效率提高,工艺降温耗水量降低[4]。
在国际上,日本低低温电除尘技术应用较为广泛,为应对日本排放标准的不断提高并解决SO3引起的酸腐蚀问题,三菱公司1997年开始研究日本基于烟气换热器(gas gas heater,GGH)装置的低低温高效烟气治理技术,现今在日本已得到大面积的推广应用,三菱、日立等低低温电除尘器配套机组容量累计已超13 GW。日本橘湾电厂1 050 MW机组应用数据显示低低温烟气处理技术可实现烟囱出口粉尘排放浓度在5 mg/m3以下,出口SO3排放浓度低于2.86 mg/m3。我国首台低低温电除尘器应用是在2010年12月广东梅县粤嘉电厂6号炉135 MW机组。2012年6月,我国首台600 MW低低温电除尘在大唐宁德电厂4号炉成功投运,经第三方测试除尘器出口粉尘排放低于20 mg/m3,同时具有较强的SO3、PM2.5、汞等污染物协同脱除能力。2014年浙江嘉华电厂1 000 MW机组采用低低温电除尘后除尘器出口粉尘浓度降至15 mg/m3。
相关的工程应用实践表明,低低温电除尘技术集成了烟气降温、高效收尘与减排节能控制等多种技术于一体。综合考虑当前我国极其严峻的“雾霾”大气污染和煤电为主的能源资源状况,低低温电除尘技术具有粉尘减排、节煤、节电、节水以及SO3减排多重效果,是我国除尘行业最急需支持应用推广的技术之一。
1.1.2 湿式静电除尘技术
湿式静电除尘技术通常用于燃煤电厂湿法脱硫后饱和湿烟气中颗粒物的脱除。要实现烟尘浓度低于5 mg/m3的超低排放,一般情况下需要配套湿式静电除尘技术。
湿式静电除尘工作原理是:烟气被金属放电线的直流高电压作用电离,荷电后的粉尘被电场力驱动到集尘极,被集尘极的冲洗水除去。与电除尘器的振打清灰相比,湿式静电除尘器是通过集尘极上形成连续的水膜高效清灰,不受粉尘比电阻影响,无反电晕及二次扬尘问题;且放电极在高湿环境中使得电场中存在大量带电雾滴,大大增加亚微米粒子碰撞带电的机率,具有较高的除尘效率。湿式静电除尘技术突破了传统干式除尘器技术局限,对酸雾、细微颗粒物、超细雾滴、汞等重金属均具有良好的脱除效果[5]。
全世界第1台除尘器为湿式静电除尘器,1907年投入运行,主要用来去除硫酸雾,后来被拓展用于电厂细微颗粒捕集。美国在用于多污染物控制的湿式静电除尘器研究及应用方面处于领先地位。目前已在Dalhousie、Sherburne等多个电厂大型机组上取得了成功运行经验,其中最大机组容量达1 000 MW。国内,湿式静电除尘器在冶金行业、硫酸工业已有多年成功的运行经验,是一项非常成熟的技术,并且针对微细雾滴制定出台了环保部标准HJ/T 323—2006《电除雾器》。主要技术特点:单体处理烟气量较小,一般不超过5 万m3/h,设计烟气流速较低,一般为1 m/s左右,电极多采用PV或FRP材质。
随着湿式静电技术的进一步发展,其应用领域和功能也不断拓展,加之在传统脱硝、脱硫、除尘技术均已达到一定水平,湿式静电在细颗粒物、超细雾滴、SO2、NOx、Hg等雾霾前体污染物进一步协同控制和深度净化上被寄予更多预期,这也是今后发展的趋势。
1.2 SO2超低排放技术
燃煤电厂脱硫技术经过几十年的发展已基本成熟,形成了包括石灰石-石膏湿法瓶颈,国内外都做过一些研究和应用。目前高效脱硫的主要技术包括托盘塔技术;双塔串脱硫、干法/半干法脱硫、海水脱硫、有机胺脱硫、氨法脱硫、双碱法等多技术方向。在实际应用中,石灰石-石膏湿法脱硫居于主导地位,占95%以上。
1.2.1 托盘塔技术
托盘塔技术指在脱硫喷淋塔中增设穿流孔板托盘,使烟气均布在整个喷淋塔截面上。烟气和脱硫浆液在托盘表面掺混,形成具有较大气液接触界面泡沫层,从而实现高效脱硫。目前国际主流的托盘是巴布科克-威尔科克斯公司托盘,美国的一些电厂已经采用了该技术并达到了98%以上的脱硫效率,武汉凯迪电力环保有限公司引进了该技术[6]。
托盘塔脱硫技术也存在一些问题:加装托盘导致脱硫系统的阻力上升至1 kPa左右,增加了脱硫运行能耗;为保证较高的脱硫效率,吸收塔浆液的pH值较高,使石膏结晶困难,含水率大大增加。
1.2.2 双塔串联技术
双塔串联技术是利用两级石灰石-石膏湿法喷淋空塔串联运行,烟气经过一级塔,先脱掉烟气中SO2的一部分,再经过二级塔,两次叠加,从而达到总的脱硫效率大于98%的要求。脱硫系统采用串联吸收塔运行方式出力高,对锅炉负荷波动适应性很强,有效地保证了SO2超低排放的要求。
双塔串联技术较适用于脱硫系统的增效改造,优点主要有:原脱硫系统设备无需做任何改动,改造期间不影响原系统的运行。国电永福电厂320 MW燃煤机组脱硫系统采用双塔串联技术改造,改造后燃煤硫含量从2.63%提高到5%以上,脱硫塔入口SO2浓度从5.965 g/m3提高到12.5 g/m3,脱硫效率达到98.5%[7]。
双塔串联技术也存在一些问题:(1)初投资过高,跟单塔比较,新增了一座吸收塔和连接烟道;(2)脱硫系统增加的阻力也很大,引风机或脱硫增压风机的运行能耗较高;(3)两级吸收塔都必须配置除雾器,否则连接烟道内会大量积浆;(4)场地占用面积较大;(5)石膏脱水需要从两座吸收塔浆池排石膏,系统复杂。
1.2.3 单塔双循环技术
单塔双循环技术是对双塔串联工艺流程的进一步优化,该工艺中烟气通过1台吸收塔实现2次SO2脱除过程,经过了2级浆液循环:一级循环的主要功能是保证亚硫酸钙氧化效果和石灰石的充分溶解,以及充足的石膏结晶时间;二级循环保证高脱硫效率,而无需考虑亚硫酸钙的氧化和石灰石溶解的彻底性,以及石膏结晶大小问题。单塔双循环工艺吸收塔系统流程见图1。
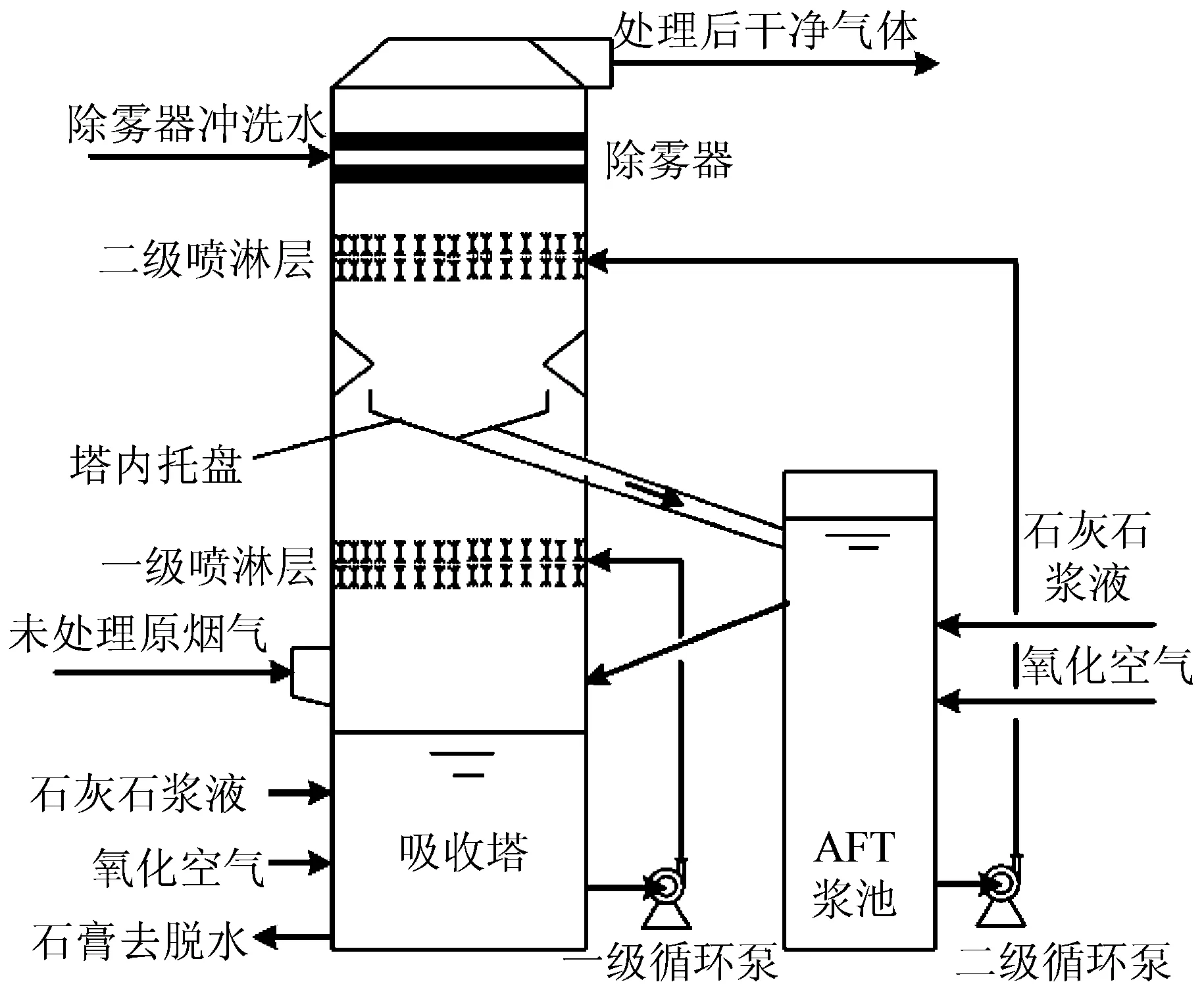
图1 单塔双循环工艺吸收塔流程示意Fig.1 Schematic diagram of dual-loop desulfurization in single tower
单塔双循环技术主要特点是:烟气分两级脱硫,一级循环pH值控制在4.5~5.3,有利于石灰石的溶解和石膏的结晶,能够得到品质很高的石膏;二级循环pH值控制在5.8~6.4,能够在较低液气比的工况下得到较高的脱硫效率,从而降低能耗。一级循环还可减少烟气中尘、HCl、HF的含量,有利于二级循环达到高脱硫效率;每个循环独立控制,易于优化和快速调整,能适应含硫量和负荷的大幅变化;独立的一级循环浆池和二级循环浆池能够减小事故浆罐的储存容积;锥型收集碗能够均布烟气流场,提高除雾器除雾效果。因此单塔双循环技术更适合于高硫煤的高效脱硫,能够较好地适应工况的波动。此外,单塔双循环特殊的烟气流场分布,更有利于浆液对颗粒物的捕集,能够辅助实现烟尘的超低排放。
广州恒运热电厂责任公司烟气脱硫改造工程是国内第1台投运的采用单塔双循环工艺的项目,运行期间脱硫塔入口SO2质量浓度为1.8~4.2 g/m3,出口SO2质量浓度始终保持在50 mg/m3以下,出口烟气中尘质量浓度在20 mg/m3以下[8]。
1.3 NOx超低排放技术
目前国内外能够实际应用于电厂燃煤锅炉的NOx减排技术包括低氮燃烧技术和选择性催化还原(selective catalytic reduction,SCR)脱硝技术。低氮燃烧技术因其投资少、运行费用低、无二次污染等优点,我国将其作为首选技术,但当前的低氮燃烧技术水平仍难以达到最新的《火电厂大气污染物排放标准》关于NOx的排放指标以及超低排放要求,因此仍需要在尾部烟道加SCR,目前低氮燃烧技术+SCR已成为我国NOx减排控制的大趋势。
1.3.1 低氮燃烧技术
低氮燃烧技术的主要思路是抑制燃烧过程中NOx的生成反应速率,或使已生成的NOx被部分还原。要实现NOx的超低排放,同时降低脱硝成本,则必然需要对低氮燃烧技术进行深入研究以降低锅炉出口NOx的排放浓度,以减轻SCR的负担[9]。
双尺度低氮燃烧技术是近年来较为常用的一种新技术,通过炉内射流组合使在空间尺度上中心区和近壁区温度场、速度场、颗粒浓度场特性差异化,在过程尺度上相关节点区段对一次风射流特殊组合,从而在2个尺度上形成低氮、防渣、稳燃功能的特性[10]。双尺度低氮改造完成台数已近400余台,其中2013年完成106台,国华宁海电厂3号炉低氮改造后,NOx可实现低于100 mg/m3。墙式布置的旋流燃烧器低氮改造已完成近50台,W火焰锅炉完成5台炉改造,均取得很好的改造效果。
1.3.2 SCR脱硝技术
SCR脱硝工艺由美国Englehard公司开发,而由日本在20世纪70年代工业化,目前商业应用最为广泛[11-12]。SCR脱硝的原理是:一定温度条件下(320~420 ℃),在催化剂作用下,喷入NH3与NOx反应生成N2和H2O,从而达到脱硝的目的[13]。国外SCR技术供应商主要包括:美国Babcock公司、美国Foster Wheeler公司、日本三菱重工公司、日本石川岛公司、德国Balcke Durr公司;国内目前已经有国电龙源、中电投远达、华电工程、东方电气等单位引进或开发该技术,并且已经在国内拥有较多的工程业绩。
催化剂是SCR反应器的核心元件。国外催化剂工厂主要包括:丹麦Topsoe公司、德国Argillon公司,美国Cormetech公司。目前我国催化剂生产技术和原材料还依赖国外,价格较高,导致脱硝成本较高。因此,实现催化剂的生产技术和原材料的国产化、降低催化剂成本并生产出适应我国烟气条件的 SCR 催化剂,是我国脱硝产业当前面临的最迫切难题,是推动NOx减排的必由之路。
2 燃煤烟气污染物超低排放技术路线
为了达到烟气超低排放的技术指标,必须对目前使用的烟气治理技术进行整合、优化,统筹考虑,充分发掘各自技术的潜力,发挥各技术的优点又能做到关联技术的互相配合互补,达到有效利用烟气的资源,实现烟气综合治理,从而形成一体化的烟气治理工艺体系的目的,实现超低排放的要求。要实现燃煤烟气污染物的超低排放,需要对煤质条件提出要求,一般情况下低硫、低灰、高挥发份、高热值的烟煤较为理想。针对烟气中的烟尘、SO2、NOx主要污染物超低排放的要求,即烟尘<5 mg/m3、SO2<35 mg/m3、NOx<50 mg/m3,本文结合某电厂新建600 MW机组选用的超低排放技术路线进行说明,如图2所示。需要指出的是,该方案仅是可选技术路线之一,还需根据燃煤电厂污染物排放要求,燃煤煤质、燃烧器型号、锅炉炉型等因素进行调整。
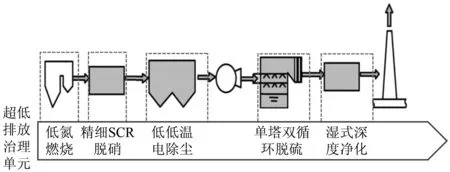
图2 燃煤烟气污染物超低排放技术路线Fig.2 Technical route of ultra-low air pollutant control technologies for coal-fired power plants
为了控制NOx浓度,首先采用低氮燃烧技术,在保证锅炉效率和稳定的同时,最大限度降低锅炉出口NOx的浓度,然后采用SCR脱硝工艺实现NOx超低排放,与常规SCR脱硝相比,超低排放机组SCR脱硝的区别主要在于氨烟混合系统的升级和催化剂用量的调整。某电厂新建600 MW机组选用双尺度低氮燃烧联合精细SCR的系统脱除技术,即在炉内通过燃烧过程的空间尺度和过程尺度的全方位优化达到超低氮生成的效果,将燃烧器出口NOx浓度控制在200 mg/m3以内,从而减少后续SCR催化剂用量及喷氨量,提高脱硝系统的经济型;炉外采用精细SCR脱硝技术,通过对喷氨量和喷氨位置的精细调控,对氨烟混合系统——涡流混合器升级,提高氨烟混合效果,从而达到烟气NOx超低排放的要求,同时引入旁路热烟气以适应机组负荷波动导致的烟温变化,以提高SCR系统高效运行时间。此外,通过催化剂改性提高汞氧化率(>70%),使其在脱硫系统协同脱除。
为了控制SO2浓度,实现超低排放可选用的技术主要有双循环脱硫工艺和托盘塔等技术。综合高效脱硫以及煤种、负荷适应性,同时兼顾协同除尘、脱汞,本文选用单塔双循环技术。双循环工艺在一座吸收塔内完成了2次脱硫,达到了双塔串联效果,同时喷淋系统对烟气的洗涤,实现对粉尘和Hg2+的协同脱除。与传统湿法脱硫工艺相比,在较低液气比的经济运行工况下实现SO2超低排放,由于吸收塔持液量降低,“石膏雨”问题也可以得到缓解。
为了减少烟气中的烟尘,为实现低于5 mg/m3的超低排放,除了采用增效干式除尘技术和单塔双循环协同除尘之外,还配套湿式静电除尘器。本文采用的技术路线是低低温电除尘+湿式深度净化技术。烟气通过低低温电除尘脱除大部分粉尘、部分SO3和颗粒汞,同时通过烟气余热的回收利用,节约电煤消耗,降低烟温和烟气量,使后续湿法脱硫节水、提效,缓解“石膏雨”现象;然后通过湿式静电除尘,一方面使得烟气含尘量达到超低排放要求,另一方面对SO3、重金属、NH3等多污染物协同净化,并有效减少“石膏雨”;此外湿式深度净化装置作为系统的最后治理单元,还可根据需要对SO2或NOx进行终极调控,通过添加脱硫液或脱硝液的方式,实现其深度净化。
在综合各自技术的研发成果和工业实验的基础上,统筹考虑污染物脱除效果、经济性、安全性、稳定性等工程应用要素,形成燃煤机组超低排放整体工艺技术体系,实现电厂的超低排放。
3 燃煤烟气污染物超低排放经济分析
目前大气污染治理压力巨大,“超低排放”成为一些地区的必然选择,燃煤发电超低排放与天然气发电相比,具有较好的经济性。以某300 MW机组为例,燃煤锅炉超低排放、燃气锅炉及燃气蒸汽联合循环发电成本如表1所示,其中燃料价格以燃气3.6 元/m3,煤炭600 元/t计算,可以看到燃煤锅炉超低排放的发电成本可以控制在燃气锅炉及燃气蒸汽联合循环发电成本的50%以内[14]。
表1 不同发电方式的发电成本对比
Table 1 Power generation cost comparison of different methods

除了与燃气机组对比,将煤电超低排放与常规燃煤机组进行经济性对比也很有实际意义。以某电厂新建600 MW机组为例计算,以含硫量最高的煤质(Sar=1%)作为其设计煤质,常规烟气治理和超低排放治理工艺投资测算如表2所示,可以看到超低排放比常规治理投资增加了大约29%;此外结合运行费用对超低排放一体化环保岛进行成本核算,当脱硫电价0.013 9元/(kW·h),脱硝电价0.010 5元/(kW·h),除尘电价0.004 5元/(kW·h)时,才能补偿超低排放设置的运营成本。
表2 超低排放与常规烟气治理投资对比
Table 2 Investment comparison between ultra-low air pollutant control technology and general techniques

对于燃煤机组的环保升级而言,一般来说,装机容量越大,单位发电量的投资越低,经济性越显著。相关研究显示:对于600 MW级燃煤机组,其超低排放环保改造单位发电量的投资额在345~439元。此外,根据相关燃煤机组的费用测算,实现超低排放不同装机容量机组需要增加的成本如表3[15]所示。
表3 不同装机容量燃煤机组超低排放增加的成本
Table 3 Additional cost of ultra-low air pollutant control technologies for coal-fired power plants with different installed capacity

4 结 语
(1)燃煤烟气污染物超低排放从技术层面上看是可行的,不同的排放要求、锅炉炉型、燃煤煤质可采用的技术路线并不唯一,某电厂新建600 MW机组选用的技术路线为:双尺度低氮燃烧+精细SCR脱硝+低低温电除尘+单塔双循环脱硫+湿式湿式深度净化。
(2)燃煤烟气污染物超低排放相对于燃气发电经济性显著,相对于常规烟气治理投资较高,综合考虑技术经济效益和环境效益,建议有序发展,做到有所侧重,东部重点地区可优先开展。
[1]王志轩. 煤电近零排放不科学[N]. 中国能源报, 2014-08-18(15). [2]舒英钢. 燃煤电厂电除尘技术综述[J]. 中国环保产业, 2013, 12: 7-12. Shu Yinggang. Sums up electric precipitation technology in coal-fired power plant [J]. China Environmental Protection Industry, 2013, 12: 7-12.
[3]徐金苗, 李伟科, 樊晓茹. 高频电源对电除尘器性能及能耗影响的试验研究[J]. 电力建设, 2013, 34(6): 73-77. Xu Jinmiao, Li Weike, Fan Xiaoru. Impact of high frequency power on performance and energy consumption of electrostatic precipitator [J]. Electric Power Construction, 2013, 34(6): 73-77. [4]赵海宝, 郦建国, 何毓忠, 等. 低低温电除尘关键技术研究与应用[J].中国电力,2014, 47(10): 117-121. Zhao Haibao,Li Jianguo,He Yuzhong, et al. Research and application of the key technologies for low-low temperature electrostatic precipitation [J].Electric Power,2014, 47(10): 117-121.
[5]刘媛, 闫骏, 井鹏, 等. 湿式静电除尘技术研究及应用[J]. 环境科学与技术, 2014, 37(6):83-88. Liu Yuan,Yan Jun,Jing Peng, et al. Research and application of wet electrostatic precipitator [J]. Environmental Science & Technology,2014,37(6):83-88.
[6]杜乐, 黄建国, 殷文香. 一种提高石灰石-石膏法脱硫效率的方法——托盘塔[J]. 环境与发展, 2014, 26(3):196-198. Du Le,Huang Jianguo,Yin Wenxiang, et al. A method for improving Limestone-Gypsum desulfurization efficiency-Tary tower [J]. Environmental Science & Technology,2014,37(6):83-88.
[7]林朝扶, 兰建辉, 梁国柱, 等. 串联吸收塔脱硫技术在燃超高硫煤火电厂的应用[J]. 广西电力, 2013, 36(5):11-15. Lin Chaofu,Lan Jianhu,Liang Guozhu, et al. Application of flue gas desulfurization technology of series-connected absorption tower in the super high sulfur coal-fired power plant [J]. Guangxi Electric Power,2013, 36(5):11-15.
[8]李娜. 石灰石-石膏法单塔双循环烟气脱硫工艺介绍[J]. 硫酸工业, 2014(6): 45-48. Li Na. Technology of flue gas desulfurization utilizing single desulfurization tower and double cycling of desulfurization solution by limestone-gypsum method [J]. Sulphuric Acid Industry, 2014(6): 45-48.
[9]胡伟锋, 谢静梅. 600 MW锅炉低氮燃烧器改造可行性研究[J]. 电力建设, 2009, 30(3): 70-73. Hu Weifeng, Xie Jingmei. Feasibility study on the low NOxcombustion transformation of a 600 MW unit boiler [J]. Electric Power Construction, 2009, 30(3): 70-73.
[10]禹庆明, 张波, 朱宪然, 等. 低氮燃烧器改造及运行调整方法探讨[J]. 华北电力技术, 2012, 7:35-38. Yu Qingming,Zhang Bo,Zhu Xianran, et al. Study of low NOxburner retrofit and operation adjustment [J]. North China Electric Power,2012, 7:35-38.
[11]顾卫荣, 周明吉, 马薇. 燃煤烟气脱硝技术的研究进展[J]. 化工进展,2012,31 (9):2084-2092. Gu Weirong, Zhou Mingji,Ma Wei. Technology status and analysis on coal-fired flue gas denitrification [J]. Chemical Industry And Engineering Progress,2012,31 (9):2084-2092.
[12]高凤, 杨嘉谟. 燃煤烟气脱硝技术的应用与进展[J]. 环境保护科学,2007,33 (3):11-13. Gao Feng, Yang Jiamo. Application and development of technologies for flue gas denitration [J]. Environmental Protection Science,2007,33 (3):11-13.
[13]马忠云, 陈慧雁, 刘振强, 等. 烟气SCR法脱硝工艺流程的设计与应用[J]. 电力建设,2008,29 (6):53-56. Ma Zhongyun, Chen Huiyan, Liu Zhenqiang, et al. Desigh and application of SCR denitration process [J]. Electric Power Construction,2008,29 (6):53-56.
[14]中国环境保护产业协会电除尘委员会. 实现“超低排放”合算吗[N]. 中国环境报, 2015-1-15. [15]朱法华, 王临清. 煤电超低排放的技术经济与环境效益分析[J]. 环境保护, 2014, 42(21):28-33. Zhu Fahua,Wang Linqing. Analysis on technology-economy and environment benefit of ultra-low emission from coal-fired power units [J]. Environmental Protection, 2014, 42(21):28-33.
(编辑:蒋毅恒)
Ultra-Low Air Pollutant Control Technologies for Coal-fired Flue Gas and Its Economic Analysis
ZHANG Donghui1,2, ZHUANG Ye1,2, ZHU Runru1,2, LIU Kewei1,2
(1. Beijing Guodian Longyuan Environmental Engineering Co., Ltd., Beijing 100039, China;2. Guodian New Energy Technology Research Institute, Beijing 102209, China)
According to the requirement on the ultra-low emission of fly ash, SO2and NOxfrom coal-fired plants, the mechanism, characteristics, and industry applications of various air pollution control technologies, including low-low temperature electrostatic precipitation, wet electrostatic precipitator, dual-loop desulfurization, two-dimension low NOxcombustior, and selective catalytic reduction (SCR) were introduced. An ultra-low air pollutant reduction protocol was proposed, including two dimension low NOxcombustion, SCR denitration, low-low temperature electrostatic precipitation, dual-loop desulfurization in single tower and wet electrostatic precipitator. The economy of the ultra-low air pollutant control technologies for coal-fired power plants was analyzed.
coal-fired flue gas; ultra-low emission; dry/wet electrostatic precipitator; desulfurization; denitration
国家科技支撑计划项目(2015BAA05B01)。
TM 611; X 773
A
1000-7229(2015)05-0125-06
10.3969/j.issn.1000-7229.2015.05.020
2015-02-02
2015-02-26
张东辉(1984),男,博士后,工程师,主要研究方向为燃煤烟气污染物控制技术;
庄烨(1969),男,通信作者,博士,高级工程师,“千人计划”国家特聘专家,主要研究方向为燃煤烟气污染物控制技术;
朱润儒(1984),男,博士,工程师,主要研究方向为燃煤烟气污染物控制技术;
刘科伟(1971),男,硕士,高级工程师,主要研究方向为燃煤烟气污染物控制技术。
Project Supported by the National Science & Technology Pillar Program (2015BAA05B01).
猜你喜欢
社会科学战线(2022年8期)2022-10-25
江苏安全生产(2022年1期)2022-03-09
环境卫生工程(2021年4期)2021-10-13
湖南电力(2021年1期)2021-04-13
玩具世界(2020年5期)2021-01-14
房地产导刊(2020年9期)2020-10-28
建材发展导向(2019年11期)2019-08-24
工业设计(2016年7期)2016-05-04
中国资源综合利用(2016年11期)2016-01-22
浙江大学学报(工学版)(2015年2期)2015-05-30
