
吸附法油气回收装置控制系统的设计与应用
2015-03-11 08:55:18DesignandApplicationoftheControlSystem
自动化仪表 2015年1期
Design and Application of the Control System
of Vapor Recovery Unit Using Adsorption Method
张健中 佟晓慧 周金广 张卫华
(中国石油化工股份有限公司青岛安全工程研究院,山东 青岛 266071)
吸附法油气回收装置控制系统的设计与应用
Design and Application of the Control System
of Vapor Recovery Unit Using Adsorption Method
张健中佟晓慧周金广张卫华
(中国石油化工股份有限公司青岛安全工程研究院,山东 青岛266071)
摘要:针对储油库活性炭吸附法油气回收装置,以活性炭吸附-真空解吸-汽油吸收的工艺流程为基础,对装置的自动控制逻辑进行设计。基于油气进气量计量系统,设计了装置“吸附-再生-吸收”过程的主控制程序,并进一步给出了真空泵轴心冷却控制和吸收塔液位PID控制的设计方法。30余座储油库3年多的运行效果表明:设计的控制系统合理有效,能够满足装置的运行要求;装置排放符合国家标准,具有显著的经济效益和社会效益。
第一作者张健中(1984-),男,2010年毕业于哈尔滨工业大学化工过程机械专业,获博士学位,高级工程师;主要从事油库加油加气站安全,化工过程控制等方向的研究。
关键词:储油库油气回收装置活性炭吸附控制系统PID控制
Abstract:For the vapor recovery unit (VRU) using activated carbon adsorption method in oil depot, the automatic control logic of the unit is designed based on the technological process of active carbon adsorption-vacuum desorption-gasoline absorption. Based on the metering system of intake air, the main control program of “adsorption-regeneration-absorption” of the unit is designed, and the design method for vacuum pump axial center cooling control and absorption tower level PID control is also given. The 3-year operational effects in more than 30 oil depots show that the control system designed is reasonable and effective, it can meet the operation requirement of the unit, and conforms the national emission standard, and possesses significant economic and social benefits.
Keywords:Oil depotVapor recovery unitActivated carbon adsorptionControl systemPID control
0引言
汽油在储运过程中因蒸发会造成大量的损耗,不但造成油品质量下降、资源浪费和环境污染,还产生了严重的安全隐患[1]。2007年,国家颁布并实施了GB 20950-2007《储油库大气污染物排放标准》,要求各地油库按时进行油气回收改造,以最大限度减少油气排放的污染。
目前,油气回收技术主要有:吸附法、冷凝法、吸收法和膜分离法。大多数油气回收工艺都是以活性炭吸附法为主。最新的技术发展趋势是将几种工艺相结合,优势互补,更好地发挥各种工艺的优点[2-4]。
本文以中国石化安全工程研究院自主研发的油气回收装置为基础,设计装置自动控制系统。基于油气进气量计量系统,给出装置吸附-再生-吸收过程的主控制方法,并进一步根据装置运行情况设计了真空泵轴心冷却控制系统和吸收塔液位PID控制系统。
1吸附法油气回收装置简介
青岛安全工程研究院自主研发的油气回收装置采用活性炭吸附→真空泵解吸→汽油吸收的基本工艺。装置基本流程如图1所示。装置主要由吸附罐、真空泵、吸收塔、电动阀、测量仪表等设备组成。两个活性炭吸附罐交替吸附,以实现整套装置的连续运行。
图1中:120、130为活性炭吸附罐;MOV102和MOV103为电动进气阀;MOV104和MOV105为电动排空阀;MOV106和MOV107为电动再生阀;SV110和SV111为吹扫电磁阀;MOV302为电动进油阀;MOV304为电动回油阀。
油库油罐车密闭装油时,罐车内的油气和空气的混合物以自压方式进入油气回收装置,油气中的烃组分被活性炭中的孔隙吸附,而空气和水蒸气则不能被吸附,从而完成了油气中烃类组分和空气的分离。活性炭的再生采用真空解吸的方法,其原理是不同压力下各组分在吸附剂上的吸附容量不同[5-6]。解吸脱附后的油气被送入吸收塔中,通过汽油喷淋进行吸收,从而实现循环使用,达到环保和节省资源的目的。

图1 吸附法油气回收装置流程图
2油气回收装置控制系统设计
2.1 计量系统
油气进气量计量系统为油气回收装置吸附-再生的切换提供判断依据,是装置控制系统设计的基础。因此,进气流量、油气浓度等参数的准确测量对活性炭的再生次数和吸附效果具有重要影响。活性炭在吸附一定量的油气达到饱和后,若继续进气会导致吸附效率降低进而使油气排放浓度升高。活性炭吸附达到饱和后要立即用真空泵对活性炭进行再生,计量系统的测量结果对于再生条件的判定十分重要。本文油气回收系统采用流量计计量进入装置的气体总量,利用浓度计计量进气中油气的浓度,来计算获得较为准确的油气进气量。
目前市场上的气体流量计大多为传播时间式超声波流量计,其工作原理是通过测量超声波脉冲在顺流和逆流中传播的时间差求得介质流速[7-8]。假设测量得到的进气量体积流量为V(t),通过浓度仪可在线测量油气实时浓度,设为HC(t),则可以得到t时刻的油气累计进气量为:
(1)
在PLC程序设计中,可以将流量计和浓度仪采集到的数据实时相乘并累加,得到累计进气量:
U=U+V×HC
(2)
2.2 吸附-再生-吸收主程序
油气回收装置正常工作期间,两个活性炭罐交替吸附进入装置的油气,而当活性炭罐吸附饱和后,需要利用真空再生的方法恢复炭层对油气的吸附能力,脱附的油气则利用油库的循环汽油吸收。这一过程就是油气回收装置的最基本流程:吸附→再生→吸收控制流程,也是控制系统的核心。装置工作期间,其中一个吸附罐为吸附状态,另一个为再生或待机状态。再生时,吸收部分即真空泵、回油泵和进油泵启动,回油阀MOV304和进油阀MOV302打开。
以吸附罐120为例,说明吸附、再生和待机三种状态下罐体阀门的工作情况。吸附时,进气阀MOV102和排空阀MOV104打开,再生阀MOV106和电磁阀SV110关闭,发车自压进入装置的油气和空气混合物通过炭层,油气被吸附,空气则排入大气;待机时,阀门MOV102、MOV104、MOV106、SV110均关闭;再生时,进气阀MOV102和排空阀MOV104关闭,再生阀MOV106打开,由真空泵将罐内炭层吸附的油气解析至吸收塔由汽油吸收,电磁阀SV110则在再生末期打开补入少量空气冲刷炭层协助油气脱附。
油气回收装置状态如表1所示。当油气回收系统自动运行时,按照表1中“A-B-C-D-A”的状态切换,循环进行。其中“吸附”指吸附罐处于吸附状态,“再生”指吸附罐处于再生状态,“待机”指吸附罐处于再生后、吸附前的状态。
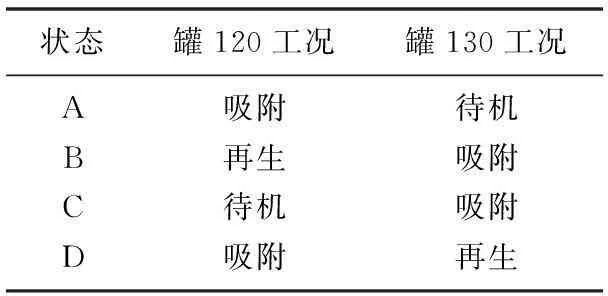
表1 油气回收装置状态
下面以图1所示的工艺流程图为基础,给出装置吸附-再生-吸收主流程的详细步骤。
① 系统初始化,进入自动运行状态,读取仪表模拟量信号,判断阀门回讯状态。
② 当储油库装车时,计量系统开始工作,判断当前吸附罐的状态。每秒更新一次吸附罐的当前吸附量U1=U1+U,其中U为当前时刻进入炭罐的油气量(此处假设吸附罐120为吸附状态,当130为吸附时,相应阀门状态完全对称)。
③ 将当前吸附量U1与预设最大吸附设定值Umax进行比较。如果大于该值,则进入步骤④,否则返回步骤②。
④ 启动吸收系统,先打开回油阀MOV304,启动回油泵,随即打开进油阀MOV302启动进油泵。回油泵采用变频控制,由PLC的PID模块根据吸收塔液位调节其工作频率,使液位稳定在设定值。
⑤ 启动罐120再生,由真空泵将罐内油气脱附。打开吸附罐120的再生阀MOV106,关闭进气阀MOV102、排空阀MOV104和吹扫电磁阀SV110。启动真空泵,真空泵根据罐内压力采用频率分级控制。设定再生总时长为ts,将吸附罐120的当前吸附量按照Umax/t逐秒递减。再生期间,为了避免再生的气体温度过高影响吸收效率,采用真空轴心注入冷却的方式来降低排气温度。
⑥ 切换罐130为吸附状态。打开吸附罐130的进气阀MOV103和排空阀MOV105,关闭再生阀MOV107,关闭吹扫电磁阀SV111。以秒为单位累加罐120的当前吸附量U2=U2+U。
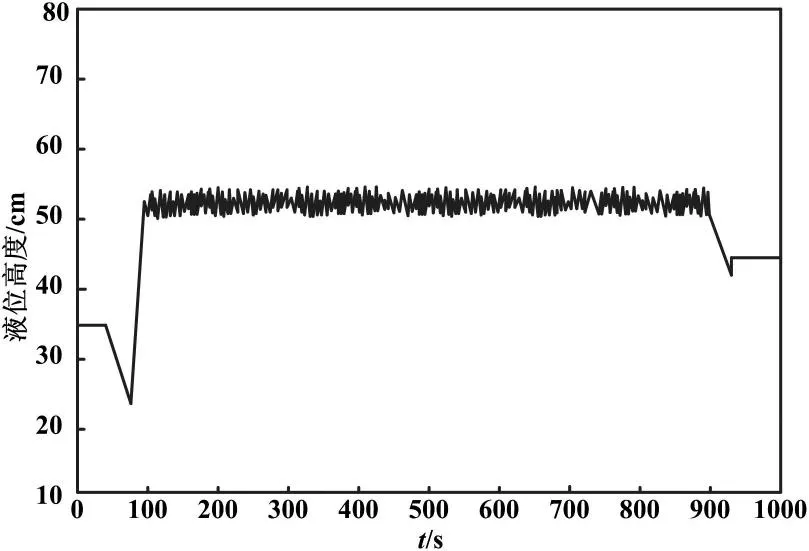
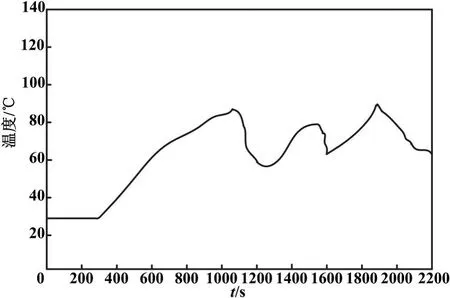
⑦ 吸附罐04再生至t1时(t1 ⑧ 再生时间到达ts后,结束再生。切换吸附罐120为待机状态。停止真空泵,关闭进气阀MOV102,再生阀MOV106,和电磁阀SV110。排空阀MOV104打开一定角度,使罐内压力缓慢恢复,以减轻气流对炭层的冲击。随后停止回油泵和进油泵,关闭回油阀MOV304和进油阀MOV302。 ⑨ 当鹤管停止发油时,计量系统当前进气流量为0,则各罐的当前吸附量保持恒定。待下次开启时返回步骤②。 油气回收装置采用干式双螺杆真空泵对活性炭层再生,具有无污染、易于控制的特点。再生期间,随着真空泵入口压力的不断降低,真空泵入口和出口的压差不断增大,再生末期会产生非常大的热量,导致出口气体温度明显升高,影响吸收系统的效率。通常单次再生末期真空泵出口温度可以达120 ℃左右。 干式真空泵通常有两套冷却系统,一是夹套冷却,冷却液流量较大,作用于机组壳体,能够带走少部分运行热量,在真空泵运行初期能起到一定的作用。另一个是轴心冷却,直接将冷却液注入真空泵腔体,冷却螺杆,降温效果非常明显。但使用轴心冷却存在硬性约束:轴心冷却必须在真空泵启动后才能开启,而且必须在真空泵停止运作前先关闭,否则将有可能损伤机组,因此轴心冷却系统需要严格的控制逻辑。本文轴心冷却系统依据真空泵出口温度和再生时间由电磁阀XSV201的开启和关闭具体实施,控制逻辑为Ift1≤t≤t2&T≥To,Open XSV201;else Close XSV201。其中,t1,t2为轴心冷却预设开启时间;t为再生时间;T为真空泵出口温度;To为轴心冷却预设开启温度。 再生过程中,真空泵送出的油气进入吸收塔,在塔内被汽油吸收,因此需要建立汽油循环。为了保持吸收塔液位的稳定,在循环油建立过程中对吸收塔液位实施PID控制。循环油系统主要动设备为进油泵和回油泵,设计进油泵流量恒定,通过控制回油泵频率,实现吸收塔内液位的稳定。 PID控制的公式为: (3) 式中:Kp为比例系数;Ti为积分时间常数;Td为微分时间常数。 现场实施中,通常根据进油流量经验调节PID的参数,以实现吸收塔液位控制上升时间和超调量的平衡。 3结果及分析 青岛安工院油气回收装置在北京、天津、河北、广东等30余座储油库已稳定运行3~5年,控制系统可靠,故障率低。本节给出系统在工业现场的部分控制效果,主要有再生压力情况、液位曲线、真空泵出口温度曲线等。 ① 再生压力曲线 再生压力曲线如图2所示。从图2可以看出,由于真空泵转速跟随压力的分级控制,吸附罐压力下降较为平滑。当t≈700s时,吹扫启动,压力略有回升;当t≈800s时,约用时60s压力逐渐恢复到常压。 图2 再生压力曲线 ② 液位曲线 液位控制曲线如图3所示。设置PID参数为:Kp=6,Ti=0.1,Td=0。图3反映了连续的两次再生(每次15 min)前后吸收塔的液位曲线。为了避免出现较高液位,循环系统中回油泵先启动,进油阀打开完成后再启动进油泵,这段时间约需要20~30 s。 图3 液位平衡曲线 ③ 真空泵出口温度曲线 真空泵温度控制曲线如图4所示。此图为连续两次再生时真空泵的出口温度,两次再生之间真空泵约有2~3 min以10 Hz的低频转动。取轴心冷却开启温度为90 ℃,关闭温度为80 ℃。从图4看出,在第一个波峰处,温度在接近90 ℃时,第一次再生刚好结束,轴心冷却并未启动,由于真空泵低频工作,进出口压差较小,此时温度自然冷却降低。切换另一个罐再生后,温度再次上升,第二个波峰处达到90 ℃,轴心冷却打开,温度下降至80 ℃后,停止冷却液注入。 第三个波峰处,由于处于再生末期,不满足时间条件,轴心冷却没有启动;温度超过90 ℃,再生结束后,真空泵停止,温度逐渐缓慢下降。 图4 轴心冷却曲线 4结束语 本文介绍了油气回收装置的基本自动控制逻辑,给出了油气进气量计量系统的设计及计量方法,详细描述了装置吸附-再生-吸收主流程的控制方法和实施步骤,并进一步给出了真空泵轴心冷却控制系统和吸收塔液位PID控制系统的设计方法。现场运行结果表明:控制系统设计能够满足装置稳定运行的要求,具有较强的实用性和可靠性。 参考文献 [1] 戴颂文.油气回收系统及其检测技术在加油站的应用[J].石油库与加油站,2009,18(5):41-42. [2] 陈加庆,朱玲.油气回收与排放控制技术[M].北京:中国石化出版社,2010:21-22. [3] Koch W H.Developing technology for enhanced vapor recovery:Part I-vent processors[J].Petroleum Equipment & Technology,2001(8):16-22. [4] 黄维秋,钟秦.油气回收技术分析与比较[J].化学工程,2005,10(5):53-56. [5] Liu Y J,Ritter J A,Kaul Bal K.Simulation of gasoline vapor recovery by pressure swing adsorption[J].Seperation and Purification Technology,2000(20):111-127. [6] He J M,Ng K C.Effect of pressure on the adsorption rate for gasoline vapor on pitch-based activated carbon[J].Journal of Chemical & Engineering Data,2009,54(5):1505-1508. [7] Yeh T T,Mattingly G E.Computer simulation of ultrasonic flowmeter performance in ideal and non-ideal pipeflows[C]∥Proceedings ASME Summer,Vancouver,Canada,1997. [8] YehT T,Espina P I,Osella S A.An intelligent ultrasonic flow meter for improved flow measurement and flow calibration facility[C]∥IEEE Instrumentaion and Measurement Technology Conference,Budapest,Hungary,2001. 中图分类号:TP273 文献标志码:A DOI:10.16086/j.cnki.issn1000-0380.201501010 修改稿收到日期:2014-04-16。2.3 轴心冷却控制
2.4 液位平衡PID控制

猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:32
水泵技术(2022年2期)2022-06-16 07:08:18
汽车工程学报(2020年4期)2020-08-17 12:23:08
理化检验(物理分册)(2020年1期)2020-02-07 03:29:46
造纸信息(2019年7期)2019-09-10 11:33:18
建材发展导向(2019年10期)2019-08-24 06:24:40
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10 02:39:14
腹腔镜外科杂志(2016年10期)2016-06-01 12:10:08
制造业自动化(2015年7期)2015-07-07 07:06:04
压缩机技术(2014年4期)2014-03-20 15:55:42
