
三辊连轧管机的结构发展及对比
2015-03-09 09:33:10库宏刚肖国章常永乐
钢管 2015年3期
库宏刚,肖国章,常永乐,2,张 培
(1.宝鸡石油钢管有限责任公司,陕西 宝鸡 721008;2.西安石油大学材料科学与工程学院,陕西 西安 710065)
目前,热轧无缝钢管生产工艺主要有连轧管、自动轧管、阿塞尔轧管和CPE顶管等工艺。其中,三辊连轧管工艺因生产效率高、产品精度高、易于实现自动化成为目前较先进的轧管工艺,三辊连轧管机组也成为了新建连轧管生产线的首选机型[1-14]。
1 三辊连轧管设备发展及其工艺流程
1.1 三辊连轧管设备发展情况
世界上最先成功开发出三辊连轧管机组及连轧辊轧制模型的两家企业分别是德国SMSMeer公司和意大利Danieli公司,分别开发出PQF(Premium Quality Finishing)和 FQM(Fine Quality Mill)连轧管机组,并且这两家企业的首台设备均应用在我国[15]。截至目前,在全球投产的PQF连轧管机组数量约为20套,其中11套分布在我国;FQM连轧管机组数量约为14套,其中3套分布在我国。PQF和FQM连轧管机组在我国的应用情况见表1。
随着三辊连轧管机组在国内应用数量的增多,国内的设备制造企业通过学习和创新研究,也相继开发出具有我国自主知识产权的三辊连轧管机,且已在国内外得到了应用。
1.2 三辊连轧管工艺流程
三辊连轧管工艺流程如下:管坯准备→环形加热炉加热→穿孔机穿孔→三辊连轧管机轧管→再加热炉加热→张力减径机减径→钢管冷却、管端锯切→矫直→复合探伤→人工检验→喷标、入库发运。

表1 PQF和FQM连轧管机组在我国的应用情况
2 三辊连轧管机的结构发展
根据三辊连轧管机换辊方式的不同,德国SMSMeer公司已研发出3种PQF连轧管机机型,换辊方式分别为轴向换辊(ACO,Axial changeover)、侧向换辊(LCO,Lateral change-over)和双侧换辊(BCO,Bilateral change-over),3种换辊方式如图1所示,其中侧向换辊的连轧管机已被天津钢管集团股份有限公司的美国项目采用。而意大利Danieli公司研发的FQM连轧管机目前只有轴向换辊和双侧换辊两种换辊方式。

图1 三辊连轧管机的3种换辊方式示意
上述3种结构连轧管机的共同点如下:①主要由工作机架、芯棒支撑架、牌坊、传动系统、压下系统及换辊装置组成;②每个完整的连轧管机均包含6个机架和3个芯棒支撑架;③工作机架和芯棒支撑架均安装在牌坊内;④每个工作机架由3个在圆周方向上互呈120°的轧辊组成一个单独的轧制单元,相邻机架的轧辊交错60°布置;⑤每个轧辊配置压下液压伺服缸,液压伺服缸安装在牌坊上,对孔型进行调整,工作机架不承受轧制力,而由牌坊承受;⑥每个轧辊由单独的传动系统驱动。
3种结构连轧管机的差异性如下:①轴向换辊方式的牌坊为圆形隧道,机架刚性好,易于维护。隧道式封闭性的牌坊决定了其结构的稳定性和刚性,能够承受较大的轧制负荷冲击,因此适合大直径钢管的轧制;换辊装置布置在连轧管机和脱管机之间,换辊时整个机架从圆形隧道内抽出,然后换辊小车横移实现换辊。但在处理轧卡事故时,需要将轧制机架从隧道抽出,占用生产时间。②侧向换辊方式的牌坊为C型钢结构,机架刚性不及轴向换辊方式的。换辊装置布置在连轧管机侧面,换辊时设置在牌坊上的侧压下液压缸摆开,让出空间,实现机架侧向抽出,通过换辊小车横移实现换辊。在处理轧卡事故时,通过机架摆动杠杆摆出轧辊,可以较快处理轧卡事故。③双侧换辊方式的牌坊兼容了轴向换辊式牌坊刚性好,侧向换辊式牌坊轧卡事故易处理、换辊便捷的优点,换辊时两侧的换辊小车对连轧管机两侧的3个机架进行换辊。
3种不同换辊方式连轧管机的对比见表2。
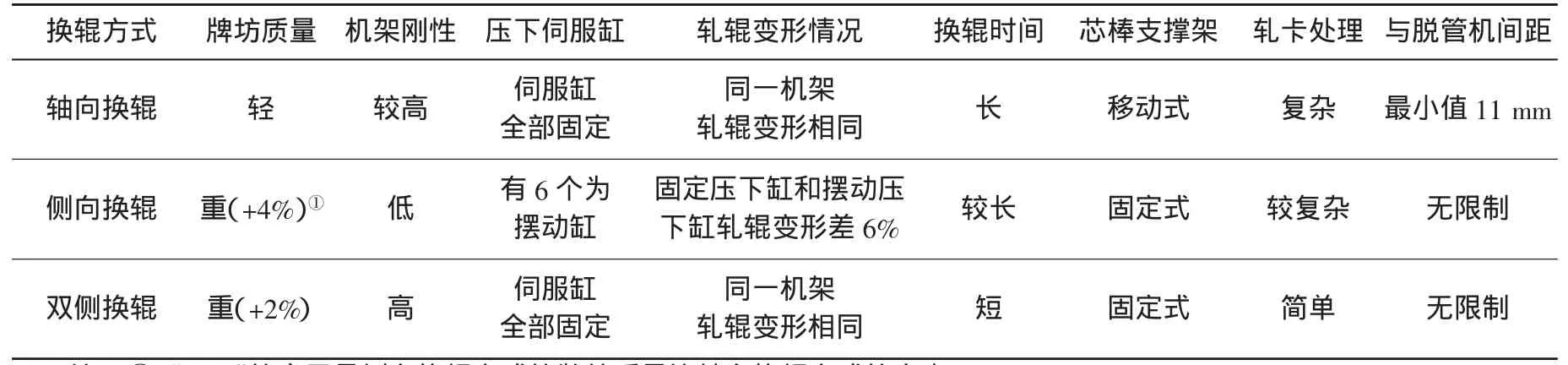
表2 3种不同换辊方式连轧管机的对比
3 PQF和FQM连轧管机轧制机架的对比
SMSMeer公司和Danieli公司开发的三辊连轧管机虽然在机型上十分相近,但在核心部分——轧制机架上,二者却拥有不同的设计思路。PQF和FQM连轧管机的机架结构分别如图2~3所示。

图2 PQF连轧管机轧制机架结构

图3 FQM连轧管机轧制机架结构
PQF连轧管机的轴承座通过杠杆与机架铰接,压下液压缸工作时轴承座带动轧辊绕铰接点摆动,从而实现孔型调整。
FQM连轧管机的轴承座直接卡在机架凹槽内,压下液压缸与轴承座相连,通过轴承座带动轧辊直线升降,实现孔型调节。
两种结构的轧制机架决定了各自独有的特点。PQF机架采用了杠杆式结构,在换辊时可以将单个轧辊摆出机架,将带轴承座的轧辊与杠杆分离,实现单个轧辊组件的快速更换,同时在处理轧卡事故时,轧辊摆出机架后,可以为人工处理轧卡事故让出操作空间,便于快速处理。FQM机架采用的压下液压缸直线调整方式,可以使孔型调整更简单、更直接,避免了PQF机架轧辊摆动调整计算压下量时因多次测量和计算产生的累积误差。因此,与PQF连轧管机相比,在同等调节情况下,FQM连轧管机对钢管壁厚精度的影响更小;但是,FQM连轧管机的机架结构因轧辊不能打开,在处理轧卡和堆钢等故障时不占优势。
4 结 语
(1)从国内三辊连轧管机的应用情况来看,小规格钢管的生产机组既可以采用轴向换辊方式,也可以采用侧向换辊方式;大规格钢管的生产机组(Ф460mm和Ф508mm连轧管机组)都选用轴向换辊方式。
(2)从目前了解到的轧制油套管尺寸精度指标来看,轴向换辊和侧向换辊在轧制碳钢、中低合金钢时的壁厚精度都能控制在壁厚值的±6%以内,轧制高合金钢时的壁厚精度控制在壁厚值的±10%以内,满足API标准对壁厚公差的要求。
(3)双侧换辊方式的连轧管机作为SMSMeer和Danieli两家公司同时推出的新机型,虽然都没有得到生产实践的验证,但笔者认为双侧换辊方式在轧卡事故的处理上是一个短板,一旦发生轧卡、堆钢事故,其机架轧辊既不能侧向打开为操作人员提供处理轧卡的空间,整个轧制机架又不能像轴向换辊式连轧管机那样轴向整体抽出后再进行处理。双侧换辊方式的三辊连轧管机组在今后的生产运行中能否达到设计期望,成为一个成功的机型,还有待实践进一步验证。
[1]严泽生.现代热连轧无缝钢管生产[M].北京:冶金工业出版社,2009.
[2]陈江林,夏洪斌.新一代Ф159三辊式限动芯棒连轧管机[J].四川冶金,2009,31(2):26-30,65.
[3]常建设,庄钢,钟锡弟.我国小直径无缝钢管生产机组的发展[J].钢管,2012,41(5):15-21.
[4]陈碧楠.三辊连轧管机的发展及分析对比[J].钢管,2010,39(3):6-9.
[5]吴明宏,李卫河.包钢Φ460mm三辊连轧管机组的工艺装备特点[J].钢管,2013,42(1):34-39.
[6]李元德,李国栋,田颖峰.对连轧管机机型选择的探讨[J].钢管,2011,40(2):20-24.
[7]周晓锋,张传友,史庆志.PQF连轧管机在天津钢管的发展[J].钢管,2012,41(2):38-41.
[8]王三云,杨旭宁.关于我国小型无缝钢管生产机组改造的探讨[J].钢管,2012,41(2):9-14.
[9]严泽生,孙强,庄钢.PQF生产工艺[J].钢管,2006,35(1):37-42.
[10]李群,杨帆,丁德元,等.从MPM到PQF——限动芯棒连轧管机回顾及展望[J].钢管,2007,36(6):19-24.
[11] 金如崧.PQF 的 17 年[J].钢管,2009,38(1):36-40.
[12]严泽生,庄钢,孙强.世界热轧无缝钢管轧机的发展[J].中国冶金,2011,21(1):7-11.
[13]李群,安野,魏建,等.关于三辊连轧管机孔型调节方法的讨论[J].钢管,2010,39(5):62-65.
[14]李元德,朱燕玉,贾立虹,等.连轧管机组发展历程及生产技术[J].钢管,2010,39(2):1-13.
[15]高瑞全,周晓锋.PQF连轧管机两种不同换辊方式机型的对比分析[J].钢管,2012,41(6):60-62.
猜你喜欢
钢管(2021年2期)2021-12-15 03:05:48
重型机械(2020年2期)2020-07-24 08:16:18
铁道建筑技术(2020年11期)2020-05-22 06:26:42
中国重型装备(2020年1期)2020-01-15 05:54:02
中国自行车(2018年11期)2018-12-03 08:20:22
制造技术与机床(2018年8期)2018-10-09 08:27:56
制造技术与机床(2017年7期)2018-01-19 02:29:57
工业设计(2016年7期)2016-05-04 04:02:46
钢管(2014年5期)2014-03-30 20:02:49
科技创新导报(2012年15期)2012-04-29 19:36:25
