如何利用控制图做好紫外荧光定硫仪的期间核查
2015-03-07 05:40:27晋中市质量技术监督检验测试所杨永鑫
大众标准化 2015年10期
关键词:硫含量
● 晋中市质量技术监督检验测试所 杨永鑫
如何利用控制图做好紫外荧光定硫仪的期间核查
● 晋中市质量技术监督检验测试所 杨永鑫
摘 要:采用控制图对紫外荧光定硫仪硫含量的检测结果进行统计计算,发现检测过程中存在随机因素和异常因素,应加以控制,确保检测数据的稳定性。
关键词:控制图 紫外荧光定硫仪 硫含量 统计计算
在检验检测工作中,测量仪器是获得测量结果的重要手段和工具,它是一切检验检测工作的基础和重要条件之一。为使仪器能够满足检验检测工作的需求,我们进行常规的定期检定和校准,但是无法保持测量仪器在两次校准(或检定)之间的时间间隔期内校准状态的可信度,因此,要根据实际情况定期和不定期地实施期间核查,测量仪器必须具有符合规范要求的计量学特性,期间核查对于检验检测机构保证工作质量具有重要意义。
控制图的类型
控制图通常成对使用,在测量过程控制中常用的控制图有平均值—标准偏差控制图(s图)和平均值—极差控制图(R 图)。平均值控制图主要用于判断测量过程中是否受到不受控的系统效应的影响。标准偏差控制图和极差控制图主要用于判断测量过程是否受到不受控的随机效应的影响。
核查标准的选择
期间核查不是重新校准或再校准,不需要对设备的所有测量参数和测量范围进行核查。原则上对设备的关键测量参数或选择设备的基本测量范围及其常用的测量点(示值)进行期间核查。

Rj为第j组测量值的极差;
R为m组极差的算术平均值;

表1 控制中心线及UCL、LCL的计算公式
此例中核查对象是一台紫外荧光定硫仪,选取的核查标准是中油化工科学研究院的20.0 mg/L和50.0 mg/L硫含量测定用标准物质(Standard Material for Sulfur Determination)。
控制图的应用
(1)下面以分析中油化工科学研究院的20.0 mg/L和50.0 mg/L硫含量测定用标准物质(Standard Material for Sulfur Determination)检测的—R控制图和-S图来说明控制图在质量控制中的应用。
对石油产品中硫含量进行检测,采用SH/T 0689—2000进行。
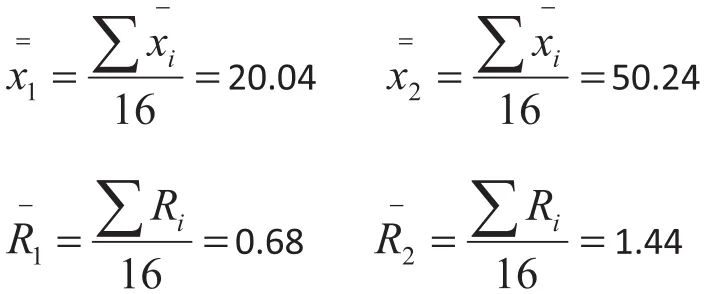
选择多盒同批次的20.0 mg/L和50.0 mg/L硫含量标准样品,各选一支重复检测5次,得到一组数据。间隔一周后,在相同检测条件下,用相同仪器由同一人员对20.0 mg/L和50.0 mg/L的第2支标准样品重复检测5次,得到第2组数据。如此重复多次,得到一系列数据并记录在测量数据表中。计算出每一组检测数据的平均值与极差值,以数据平均值作为硫含量的标准值,即平均值控制图中心线,以数据极差的平均值作极差控制图的中心线。如表2、表3所示。
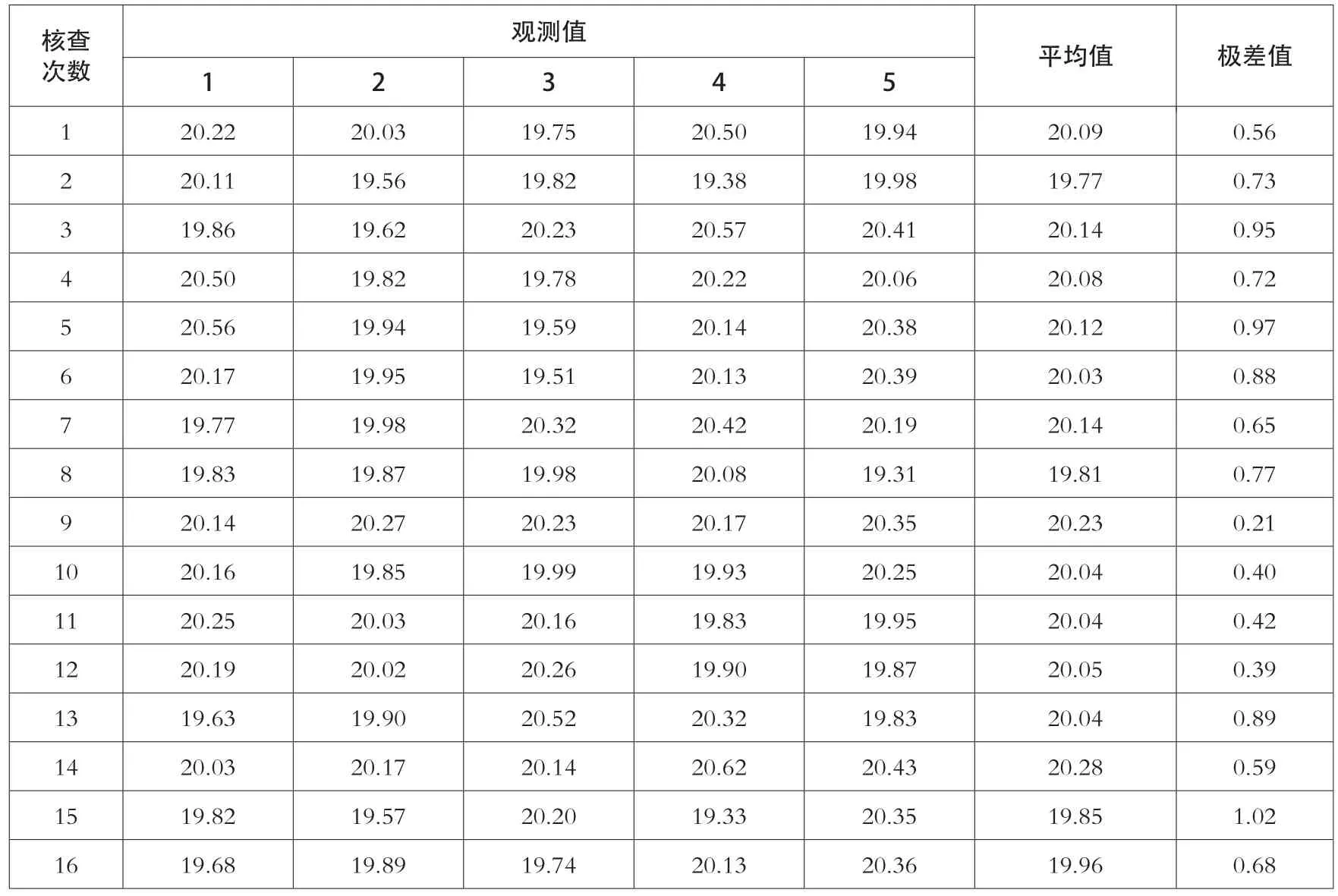
表2 20mg/L硫含量标准样品数据表 单位:mg/L

表3 50mg/L硫含量标准样品数据表 单位:mg/L
(2)控制界限的计算
由每组检测次数n=5,查计量值控制图系数表,得A2=0.577。于是
R控制图的控制上下限:
UCL(R)=D4
LCL(R)=D3
由每组检测次数n=5,查计量值控制图系数表,得D3=0,D4=2.114。于是
UCL(R1)=2.114×0.68=1.44
UCL(R2)=2.114×1.44=3.04
LCL(R1)=0
LCL(R2)=0
(3)控制图的绘制
将各测量数据和计算得到的控制线数据输入EXCEL表格,利用其制图功能得到图和R图,如下所示:
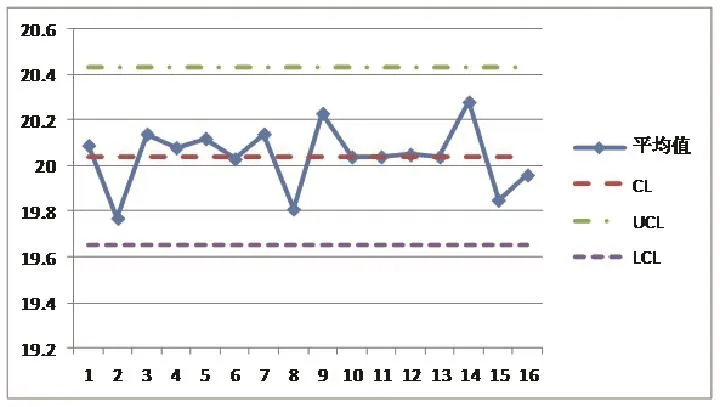
图1 20mg/L平均值控制图
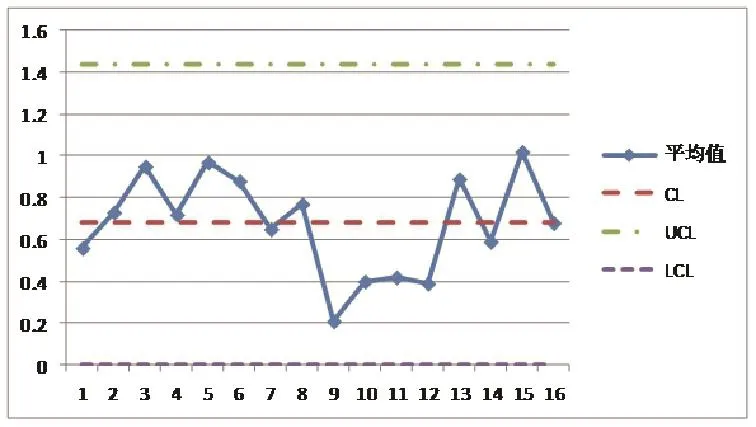
图2 20mg/L极差控制图
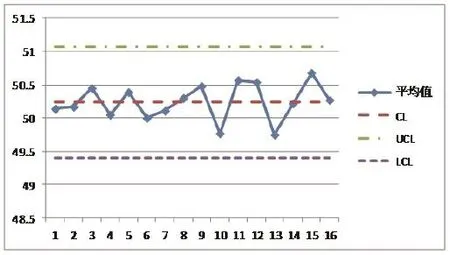
图3 50mg/L平均值控制图
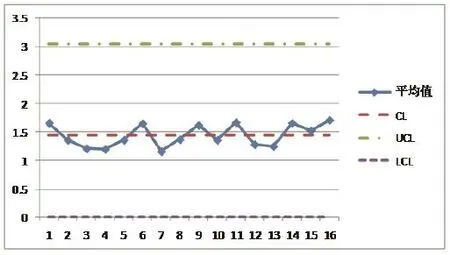
图4 50mg/L极差控制图
(4)控制图的分析与实际应用
结束语
控制图具有实施时间短、过程简单、费用低等特点,根据控制图,实验室可发现检测过程中各阶段存在的波动情况并加以控制。通过对控制图的分析,可保证测量仪器校准状态的可信度,当核查数据出现异常时,可以迅速查找原因,采取相应的纠正措施和预防措施,使测量仪器始终处于受控状态,从而确保测量结果的可靠性。
参考文献
[1] 俞金寿. 工业过程先进控制[M]. 中国石化出版社.
[2] 孙伟民等. 化工节能技术[M]. 化学工业出版社.
[3] 黄华江. 实用化工计算机模拟-MATLIB 在化学工程中的应用[M].化学工业出版社.
[4] Portoghese,F.,Berryti,F.&Briens,C.(2007).Continuous on-line measurement of solid moisture content during fluidized bed drying using triboelectric probes. Retrieved from.
猜你喜欢
冶金能源(2023年4期)2023-08-15 06:34:46
山东冶金(2022年3期)2022-07-19 03:27:06
昆钢科技(2022年2期)2022-07-08 06:36:28
山东冶金(2019年3期)2019-07-10 00:53:54
天津冶金(2018年5期)2018-10-23 08:45:06
咸阳师范学院学报(2016年6期)2017-01-15 14:18:46
当代化工研究(2016年6期)2016-03-20 16:21:40
管道行业观察(2016年11期)2016-03-10 12:01:28
焊接(2015年6期)2015-07-18 11:02:24
当代化工(2015年8期)2015-02-16 08:38:18