基于同步送粉法的锅炉管高频感应熔覆组织性能
2015-03-04 02:55王云山雷剑波顾振杰
天津工业大学学报 2015年1期
王云山,胡 鹏,雷剑波,岑 虎,顾振杰
(天津工业大学 机械工程学院,天津 300387)
基于同步送粉法的锅炉管高频感应熔覆组织性能
王云山,胡 鹏,雷剑波,岑 虎,顾振杰
(天津工业大学 机械工程学院,天津 300387)
采用高频感应熔覆技术,在12CrMoV合金结构钢材质的锅炉管表面进行了采用热喷涂、水玻璃作为黏结剂冷预置涂层、高频感应同步送粉器直接将合金粉末送于锅炉管表面3种工艺方法制备NiCrSiB耐磨合金涂层实验研究,用SEM和能谱仪分析了基体与熔覆层界面和熔覆层间的微观组织及成分,开展了硬度测试实验.结果表明:在熔覆电流为830 A、熔覆频率为250 kHz的条件下,热喷涂法得到的熔覆层与基体有明显的间隙;水玻璃作为黏结剂冷预置涂层法获得的熔覆层有夹渣且表面不平整;而同步送粉法得到的熔覆层表面平整,熔覆层和基体间有明显的锯齿状白亮带,表明熔覆层和基体形成良好的冶金结合,熔覆层平均硬度为310 HV,是基体硬度的2倍.可见同步送粉高频感应熔覆工艺相对于预涂层法高频感应熔覆具有环保、加工效率高、无空隙夹渣、圆柱面平整度高、低成本等明显优势。
高频感应;熔覆层;锅炉管;NiCrSiB合金涂层;同步送粉
锅炉高、低温过热器和再热器受飞灰磨损引起的爆管和泄漏是我国电厂锅炉运行中经常发生的事故之一[1-4].电厂行业急需可行和成熟的耐磨、耐高温的复合锅炉管的制造方法和加强现有的锅炉管修复技术.锅炉管主要失效形式为磨损,管类零件修复方法很多,包括电镀、化学镀、热喷涂、喷焊、熔覆[5-10].本文将提供一种新的解决方法,以克服飞灰磨损对管壁的磨损,延长管排寿命,确保机组的安全稳定运行.感应熔覆技术是将磁导率、电阻率与基体材料不同的合金粉末预先涂敷于基体表面或者用同步送粉器将合金粉末送置于基体表面,利用感应线圈中的交变磁场在工件中产生涡流,涡流的趋肤效应产生的热量熔化合金涂层,从而使涂层与基体实现冶金结合,达到强化基体的目的[11-12].感应熔覆具有周期短、成本低、操作方便、对基体热影响小、且熔覆层成形性好,表面平整,后续加工量比较少等特点[13-14].感应熔覆主要过程是先将工件处理好,用热喷涂或者冷预置涂层法将合金粉末预置于工件表面,然后利用感应线圈对其加热熔覆[15].但是热喷涂预置法得到的熔覆层与基体未形成冶金结合,冷预置法得到的熔覆层有粘结剂夹渣,表面形貌不好.正是为了解决上述问题或者缺陷,本文以NiCrSiB合金粉末作为熔覆材料,在12CrMoV合金结构钢材质的锅炉管表面采用高频感应熔覆的方法,进行了采用热喷涂、水玻璃作为粘结剂冷预置涂层、高频感应同步送粉器直接将合金粉末送于锅炉管表面3种工艺方法制备耐磨合金涂层实验研究.
1 实验部分
1.1 实验材料
基体材料选用12CrMoV合金结构钢材质的锅炉管,其规格为Φ44.5 mm×5 mm;为了满足锅炉管的高耐磨、耐蚀性要求,熔覆合金层材料采用NiCrSiB合金,其目数为-140~+320,基体和合金层材料的成分如表1所示.

表1 基体和合金粉末的化学成分Tab.1 Chemical composition of matrix and alloy powder %
1.2 实验材料预处理
锅炉管在高频熔覆前,先对基体试样(锅炉管)进行除油、除锈等表面处理工序,经清洗、干燥处理后,再用方法一,即用热喷涂的方式在管表面喷涂一层厚为0.5 mm的NiCrSiB涂层;方法二即为用水玻璃作为粘结剂直接将合金粉末NiCrSiB常温冷涂在管表面,厚度约为0.5 mm;方法三为运用高频熔铸送粉器直接将合金粉末NiCrSiB送与管表面,然后进行熔覆实验.
1.3 高频感应熔覆工艺原理及实验装置
基体试样在高频熔覆之前进行除油和除锈等表面处理,采用图1所示的高频熔覆实验装置进行实验.图1所示的实验系统包括:型号为GC的感应淬火机床、感应加热工作头 (紫铜管制成的线圈)、型号为GP100的高频感应加热电源、丝杠、高频熔覆送粉器等.其中所选用的感应加热电源的参数为:振荡功率100 kW,感应加热频率200~250 kHz.
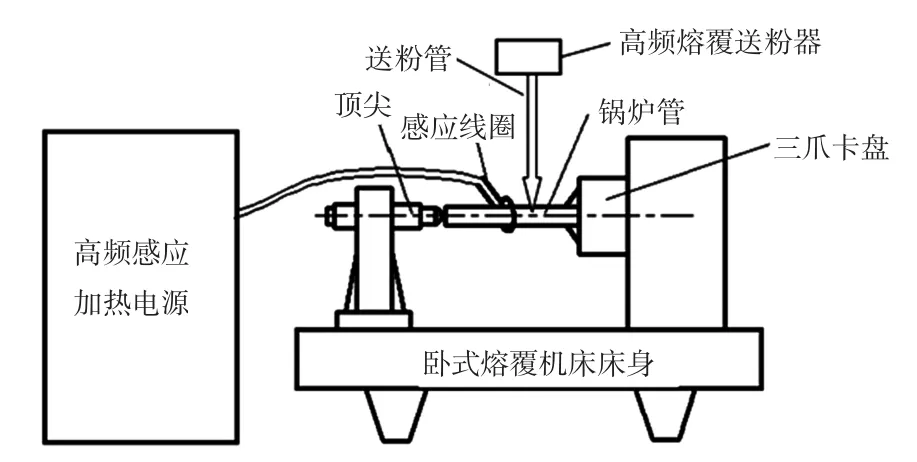
图1 锅炉管高频熔覆实验原理图(同步送粉)Fig.1 High frequency cladding experimental schematic diagram of boiler tube(synchronous powder feeding)
高频熔覆实验的工艺原理:将锅炉管装卡好后,调整好工艺参数后启动感应加热电源和淬火机床,套在锅炉管上的熔覆工作头中有电流产生,由于感应加热的趋肤效应,管壁表层有大涡流产生,合金层材料快速被加热熔化,同时冷却水管开始对熔覆工作头进行水冷;熔覆工作头相对工件向左移动,高频熔覆送粉器同时送粉,管右半部分的合金涂层不断加热熔化,直至高频熔覆过程结束.
1.4 熔覆层组织及性能测试
在给定频率f为250 kHz时,熔覆电流I取830 A,分别采用热喷涂法水玻璃冷预置法及同步送粉法进行高频感应熔覆实验.为了保护熔覆层的完整性和涂层组织的原始形态,用线切割机依次从熔覆后的3个锅炉管端面横向截取弧形试块,编号为1、2、3号,然后用金相砂纸对试件表面进行打磨.依次经过200#、400#、600#、800#、1000#砂纸打磨,采用型号为XQ-2B的镶嵌机对试块进行镶嵌制成镶嵌试样.再将试件用抛光机进行抛光,采用氧化铬作为抛光液.最后用分别进行腐蚀剂(H2O∶HNO3∶HF按6∶1∶1配比)腐蚀35 s、水冲洗、酒精冲洗、干燥处理;选用S-4800型扫描电子显微镜观察试样熔覆层和基体组织,用能谱仪对金相试样成分进行测试分析;使用DHV-1000型数显显微硬度计沿深度方向以0.1 mm为间隔,测试试样的显微硬度,所加载荷为0.5 kg.
2 实验结果与分析
2.1 熔覆层微观组织
图2为频率f取250 kHz、熔覆电流I取830 A时得到的3种工艺条件下的试样熔覆层的显微组织.图中下侧为基体,上侧为合金熔覆层.
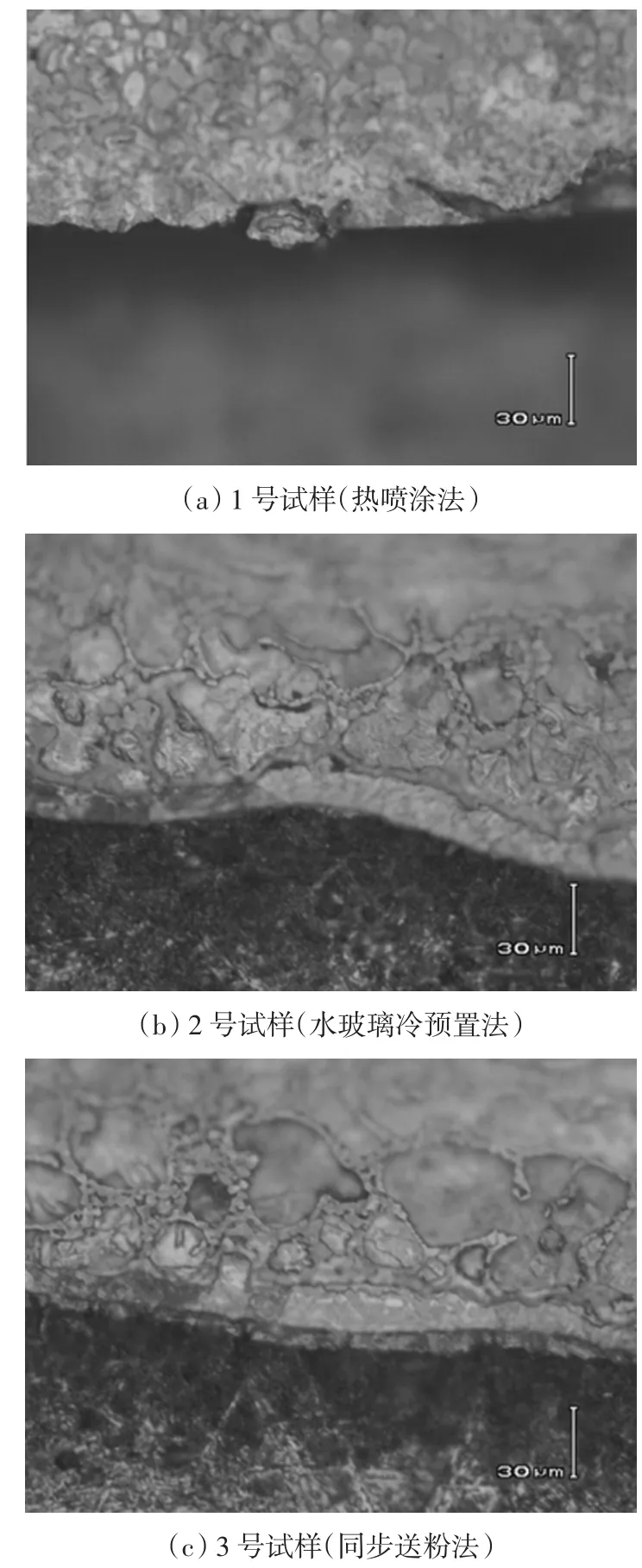
图2 不同工艺条件下的熔覆层金相组织Fig.2 Cladding microstructure of different process conditions
由图2(a)可以看到,1号试样的熔覆层和基体间有明显的间隙,熔覆层和基体间为机械力结合,类似热喷涂组织.由图2(b)可以看出,2号试样的熔覆层和基体交界处出现了一条清晰带状的白亮带,白亮带区域的组织相对熔覆层组织较为粗大、均匀;图中下部为基体,上部为NiCrSiB合金涂层,中间是过渡层.在加热过程中,由于电磁感应的肌肤效应,基体与涂层的结合面加热速度最快,温度最高,基材界面被熔融的涂层合金浸润时,基材表面薄层中的一些Fe、C原子被激活,脱离基材点阵进入涂层,并在液态合金中加速扩散,迅速地改变了固溶区的成分.因此认为,固溶区是涂层中的Ni、Si、Cr和B溶入基材高温奥氏γ相中,使γ相强烈合金化,稳定性提高,在随后的快速冷却中,γ相被保留下来,从而形成了一种固相扩散物.这种固相扩散产物组织致密,有极高的耐腐蚀性,腐蚀后在显微镜下仍然很光亮.但是由于粘结剂的使用,熔覆层形成小突起,具体分析得出小突起为水玻璃的固体形态,其影响熔覆层的外观形貌.由图2(c)可以发现,3号试样熔覆层和基体过渡区组织一致性很好,且有一条锯齿状宽大的白亮带,表明熔覆层和基体互熔.对比图2(a)、(b)、(c)可以看出,只有试样2和试样3的熔覆层和基体之间的白亮带较宽且组织均匀,白亮带的锯齿形状最明显,表明在此种熔覆参数下(f=250 kHz,I=830 A)熔覆层和基体的成分得到了充分渗透、扩散;但试样3的外形更好,不需要前期准备.且能得到预想中良好冶金结合的合金涂层.
2.2 熔覆层和基体组织成分分析
2号、3号试样熔覆层横截面的SEM照片如图3所示,可以看到熔覆层和基体界面处基本实现冶金结合.
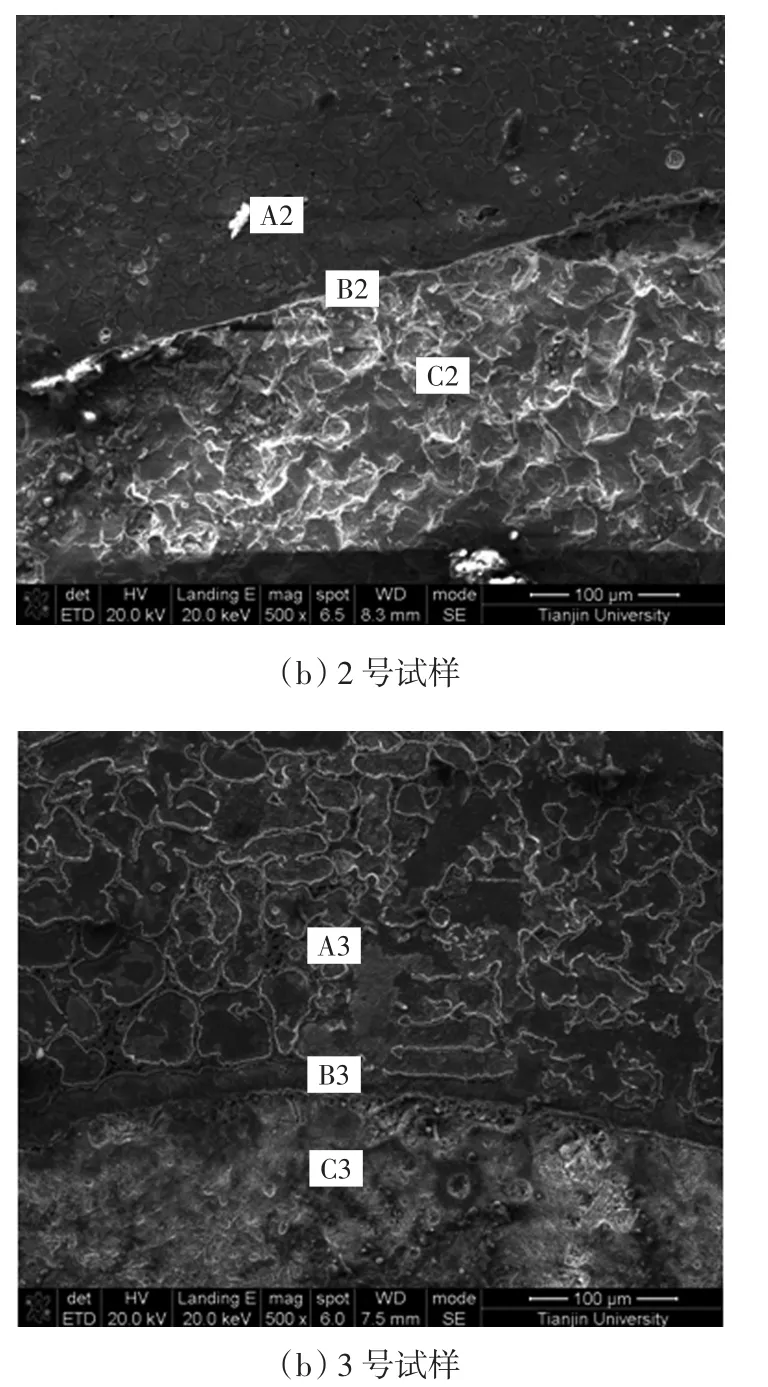
图3 2、3号试样熔覆层横截面的SEM图Fig.3 SEM map of cross section of cladding about sample 2 and sample 3
图4(a)—(c)分别对2号试样基体、过渡区、熔覆层均进行了能谱分析及成分分析.图4(a)是对过渡区附近的基体进行的能谱分析,可以看到基体主要含Fe、Ni、C及少量的Cr;由表1看出基体不含Ni,而合金材料含Ni,显然基体中的Ni是合金材料在高频熔覆中渗透到熔覆层中的.图4(b)是对熔覆层和基体过渡区材料进行的能谱分析,可以看出过渡区主要含Cr、Ni、Si及少量的从基体渗透过来的Fe;过渡区中Ni、Cr元素含量相对熔覆层含量明显减少.图4(c)是对靠近过渡区的熔覆层进行的能谱分析,可看到熔覆层主要含Cr、C、Ni及少量从基体渗透过来的Fe.

图4 2号试样能谱及成分分析Fig.4 Analysis of energy spectrum and component about sample 2
图5(a)~5(c)分别对3号试样基体、过渡区、熔覆层均进行了能谱分析及成分分析对比图4(a)~5(c)可以发现,Fe的含量基体最高,过渡区次之,最低为熔覆区,Ni含量则是负相关的趋势,熔覆层最高,过渡区次之,最低为基体.这说明2号试样和3号试样元素相对扩散,SEM图可以看到清晰的白亮带,说明基体和合金层冶金结合.
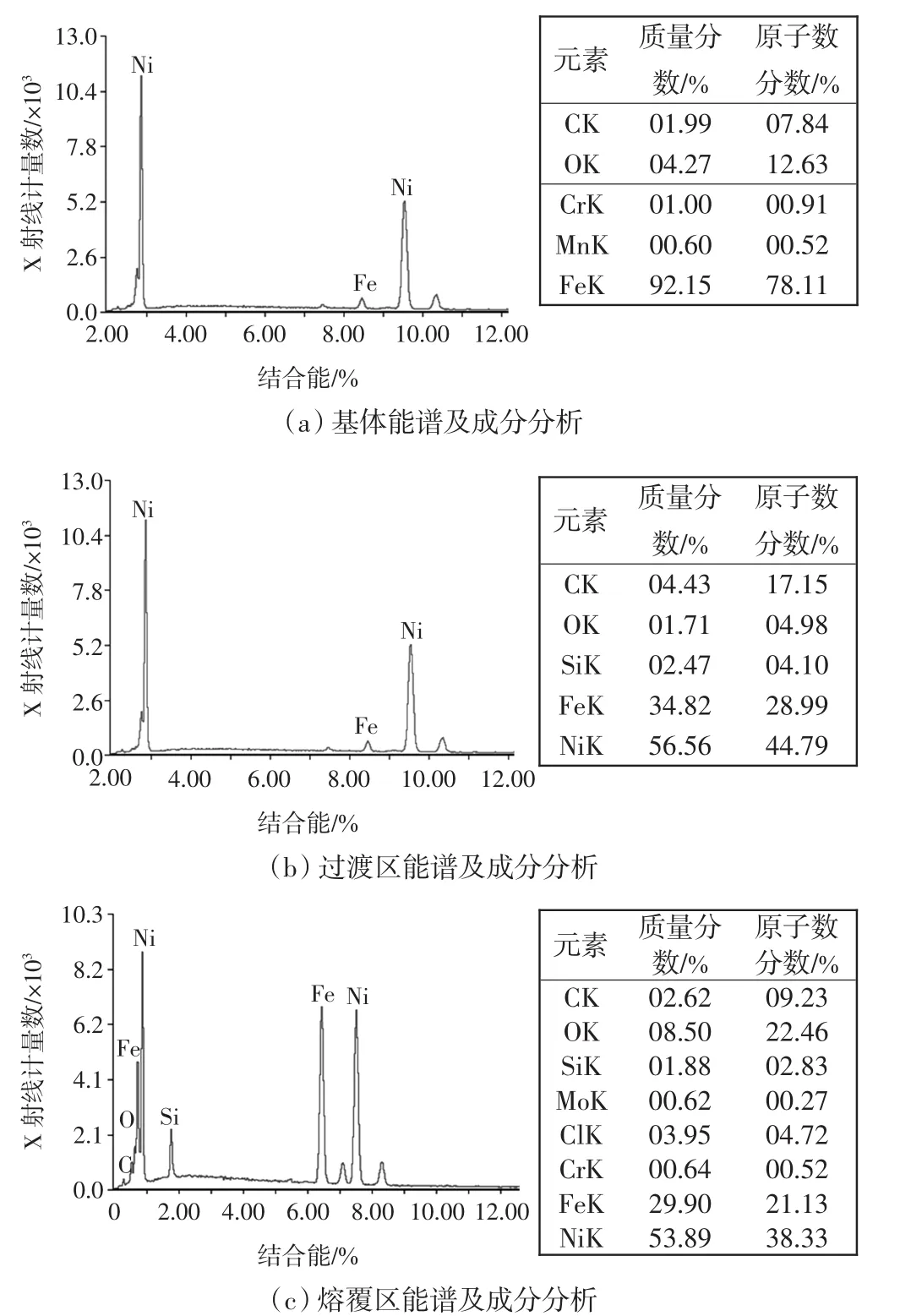
图5 3号试样能谱及成分分析Fig.5 Analysis of energy spectrum and component about sample 3
2.3 熔覆层和基体显微硬度测试分析
图6为从熔覆层最外层到基体层的显微硬度分布曲线,其中距熔覆层最外层的距离为0.5~1 mm范围内的区域为热影响区.
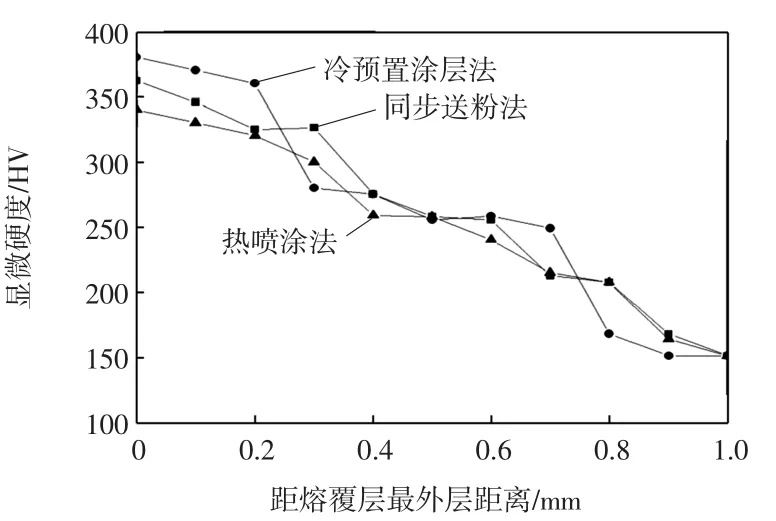
图6 1、2、3号试样显微硬度曲线Fig.6 Microhardness curve of sample one two and three
图中,基体的平均硬度为155 HV,和熔覆前相比基本不变;热喷涂预置法获得的熔覆层最高显微硬度为340 HV,是基体的2.19倍;水玻璃冷预置涂层法获得的熔覆层最高显微硬度为380 HV,是基体的2.45倍;同步送粉法获得的熔覆层最高显微硬度为360 HV,是基体的2.32倍.从基体到热影响区,显微硬度逐渐增大,到靠近熔覆层和基体界面处时略有上升,接着沿着熔覆层方向先迅速升高,随后基本保持稳定.
3 结论
(1)实验频率为250 kHz时,熔覆电流为830 A,热喷涂法得到的1号试样的熔覆层和基体间有明显的间隙,熔覆层和基体间为机械力结合,类似热喷涂组织.冷预置涂层法得到2号试样的熔覆层和基体交界处出现了一条清晰带状的白亮带,白亮带区域的组织相对熔覆层组织较为粗大、均匀;表明熔覆层和基体间相互充分渗透,形成冶金结合.用高频熔铸送粉器将合金粉末直接送于锅炉管表面进行高频感应熔覆,得到的3号试件熔覆层和基体过渡区组织一致性很好,且有一条锯齿状宽大的白亮带,表明熔覆层和基体互熔.
(2)能谱分析表明:基体中的Fe元素向熔覆层渗透,熔覆层中的Ni元素向基体渗透,过渡区中Ni、Cr元素含量相对熔覆层含量明显减少.2号试样熔覆层最高硬度380 HV,是基体的2.45倍;3号试样熔覆层最高硬度360 HV,是基体的2.32倍.2号试样熔覆层含有固态水玻璃,其熔覆层硬度高于同步送粉法所得熔覆层的硬度.但考虑到同步送粉法不需要前期处理,以及熔覆层形貌较冷预置涂层法优良,同步送粉法可以得到既经济又有良好冶金结合的涂层.
[1]敖哲.锅炉水冷壁爆管原因分析[J].理化检验:物理分册,2014,50(4):296-298.
[2] 张兰.600 MW机组高温再热器爆管原因分析 [J].锅炉技术,2013,44(2):52-55.
[3] 刘玉敬,尹民权,张春阳.600 MW机组锅炉再热器爆漏的分析与对策[J].东北电力大学学报:自然科学版,2009,29(2):44-47.
[4]王金星,刘天模,冯大碧,等.热电厂锅炉高温过热器管爆管原因[J].机械工程材料,2009,33(4):67-69.
[5]刘祥庆,郭志猛,高克伟,等.感应熔覆Ni60涂层显微组织及耐蚀性[J].材料热处理学报,2012,33(6):96-100.
[6]高原,王成磊,黄家强,等.高频感应熔覆Ni60合金组织及耐磨性能研究[J].稀有金属材料与工程,2011,40(增刊2):309-312.
[7]SON Jin-Hyug,YUM Young-Jin,KIM Won-Hyuck,et al. Development of high strength center-pillar by high frequency induction heating[J].Transactions of the Korean Society of Mechanical Engineers,2008,34:533-539.
[8]KIM Na-Ri,NA Kwon-Il,KIM Wonbaek,et al.Rapid sintering and synthesis of TiAl by high-frequency induction heating and its mechanical properties[J].Journal of Korean Institute of Metals and Materials,2010,48:989-994.
[9]UMEDAT,THIRATHIPVIWAT T,SUPRADIST M,et al.Microsegregation development of heavily electromagnetically stirred melt of super high strength Al-10Zn-2.5Mg-2.3Cu alloy[J].International Journal of Cast Metals Research,2011,24:184-189.
[10]孙荣禄,雷贻文.TC4合金表面TiN陶瓷激光熔覆层的组织和耐磨性能[J].天津工业大学学报,2007,26(4):57-59.
[11]刘政军,冯丽峰,成明华,等.材料表面改性技术原理简析[J].现代焊接,2008,6(8):21-25.
[12]乔金士,宣天鹏.表面高频感应熔覆涂层技术[J].热加工工艺,2013,42(16):14-18.
[13]岑虎.锅炉管高频熔覆中感应加热机理及实验研究[D].天津:天津工业大学,2014.
[14]杨效田,王智平,李文生,等.感应熔覆制备表面涂层工艺及涂层组织特征[J].材料保护,2010,43(8):46-50.
[15]刘敬巍,于凡,王云山.直接送粉在轴表面感应熔铸合金层的工艺研究[J].中国材料进展,2009,28(3):54-57.
High frequency induction cladding microstructure and properties of the boiler pipe based on synchronous powder feeding method
WANG Yun-shan,HU Peng,LEI Jian-bo,CEN Hu,GU Zhen-jie
(School of Mechanical Engineering,Tianjin Polytechnic University,Tianjin 300387,China)
The NiCrSiB alloy coating was fabricated on the surface of boiler tube with 12Cr MoV structural alloy steel by highfrequency induction cladding.The first kind of method is thermal spraying,the second is cold-preseting coating method when water glass was used for binder,the third is a synchronous powder feeding method.The Scanning Electron Microscope and Energy Dispersive Spectrometer were used to analyze microstructure and composition of the cladding layers.The hardness experiment was carried out.The cladding current was set to be 830 A.The power frequency was given at the level of 250 kHz.The results show that the cladding layer and the substrate obtained by the method of thermal spraying has obvious gap.Cladding layers had slag and its surface were roughness by the cold-preseting coating method.The surface of cladding layers were smooth by the way of synchronous powder feeding method.And the result that serrated white bright band between the cladding layer and the substrate shows transitional zone forms metallurgical bonding.The hardness of cladding layer is 310 HV,which is 2 times higher than that of substrate.This technology of high frequency induction cladding by the way of synchronous powder feeding method has more advantages such as environment protection,higher machining efficiency,higher smoothness of cylindrical surface,no slag inclusion,lower processing cost,than that by pre-coating methods.
high frequency induction;cladding layer;boiler tube;NiCrSiB cladding layer;synchronous powder feeding
TG178
A
1671-024X(2015)01-0084-05
2014-12-12
天津市科技支撑计划重点项目(11ZCKFGX02500)
王云山(1954—),男,博士,教授,主要研究方向为激光制造理论与应用和表面工程应用研究.E-mail:wys0126@126.com
猜你喜欢
矿冶工程(2021年6期)2022-01-06
青少年科技博览(中学版)(2021年6期)2021-08-30
石材(2020年11期)2021-01-08
数字海洋与水下攻防(2020年5期)2021-01-04
热喷涂技术(2019年3期)2019-11-14
民间故事选刊·下(2018年5期)2018-05-18
东坡赤壁诗词(2017年5期)2018-01-29
故事大王(2017年4期)2017-05-08
电子制作(2017年19期)2017-02-02
军事运筹与系统工程(2016年3期)2016-09-26