镁铝异种金属TIG焊接头性能的研究
2015-03-03 09:48刘政军苏允海
材料工程 2015年3期
刘政军,宫 颖,苏允海
(沈阳工业大学 材料科学与工程学院,沈阳 110870)
镁铝异种金属TIG焊接头性能的研究
刘政军,宫 颖,苏允海
(沈阳工业大学 材料科学与工程学院,沈阳 110870)
采用TIG焊对镁和铝分别以铝焊丝和锌焊丝作为填充金属进行异种焊接,利用扫描电镜(SEM)、X射线衍射(XRD)及显微硬度计等设备对其组织和性能进行分析和比较。结果表明:铝丝焊接时,Mg侧过渡区清晰可见,宽度约为300μm,镁铝元素相互扩散在过渡区形成Mg17Al12和Al3Mg2,此金属间化合物的生成使接头容易发生断裂。采用锌丝焊接时,镁锌界面清晰,锌铝过渡区为宽度约2μm的固溶体层,Zn元素的存在可有效阻止镁铝元素的相互扩散,减小过渡层的厚度,阻止金属间化合物的形成。
镁合金;铝合金;焊接;扩散
铝及镁以其优良的金属特性被广泛应用于国防、航天、汽车、电力、机械加工等各个行业领域中,是实用金属中密度最轻的两种金属[1]。镁、铝及其合金具有优良的加工性能、耐蚀性、导电性、导热性,特别是镁及其合金较好的电磁屏蔽性使其在高新技术领域中不断被应用[2,3],是21世纪最有发展潜力的金属之一。因此,镁铝焊接成为材料研究领域的重要方向。但是镁和铝合金的材质、物理性能、化学性能存在差别,焊接性较差,使镁、铝及其合金很难焊在一起,并且镁与铝比较活泼,易氧化,容易生成氧化物,膨胀系数差异大,会产生较大的热应力,焊接时易产生裂纹,气孔及变形等焊接缺陷,又由于镁铝的相互溶解度小,在焊缝中易形成大量的Mg-Al系金属间化合物[4],影响焊接接头性能[5,6]。
目前镁铝焊接方法主要包括钨极氩弧焊[7,8],脉冲钨极氩弧焊[9],激光焊[10,11],爆炸焊[12]真空扩散焊[13],搅拌摩擦焊[6,14]等焊接方法。镁铝焊接时会生成脆性的金属间化合物[15],而降低过渡层的宽度能有效地抑制金属间化合物的生成,Liu等[16]发现TIG焊时Zn元素能够阻止镁和铝元素的相互扩散,控制金属间化合物的生成,提高焊接接头的性能。赵丽敏等[17]采用Zn夹层在356℃温度下对镁和铝异种金属进行扩散焊连接,能够改善焊接接头性能。
考虑到TIG焊工艺成熟,成本较低,操作相对简便,热影响区较窄,接头力学性能和耐腐蚀性能较高等优点,本工作以镁合金和纯铝为研究对象,利用TIG焊焊接技术进行镁合金和纯铝异种焊接,尝试添加铝焊丝和锌焊丝进行研究,对Al焊丝和锌焊丝焊接接头界面的微观组织,界面附近元素的扩散行为,力学性能和断口分别进行对比分析和研究,以改善焊接界面,提高焊接性能。
1 实验材料与方法
实验采用母材为AZ31B镁板和纯铝板,尺寸均为90mm×40mm×5mm,Zn焊丝规格为φ2.5mm。

表1 AZ31B镁合金的化学成分(质量分数/%)

表2 纯铝的化学成分(质量分数/%)
因为镁板和铝板易氧化,表面生成氧化物,首先用砂纸将镁板和铝板打磨干净,去除表面生成的氧化膜,再分别用丙酮和酒精试剂擦拭待焊表面油污部位,并在超声波中清洗,最后用钨极氩弧焊分别对镁合金AZ31和纯铝进行添加Al焊丝和Zn焊丝焊接。选择型号为WSE-500的钨极氩弧焊焊机,焊接过程为手动送丝的半自动焊,钨极作电极,氩气作保护气体。焊接工艺参数设定为:焊接电流100A,氩气流量11L/min,焊接速率75cm/min,导电嘴直径为10mm,钨极直径为2mm。焊接采用交流电源,以达到对氧化物的“阴极破损”作用,获得优良的焊接接头。
焊接之后在接头部位切取15mm×15mm×5mm大小的试样进行打磨抛光。通过扫描电镜(Quanta 600)和能谱仪对其显微组织及元素分布进行观察和分析,采用显微硬度计(LM247AT)对焊接试样进行显微硬度测试,采用X射线衍射(XRD-7000)分析其中的相组成。
2 结果与分析
2.1 铝丝焊接
图1(a)为填Al丝焊接时试样示意图,图1(b)为显微组织形貌和EDS线扫描曲线图,从图中可见,Mg基体与焊料界面清晰,存在明显的一层宽度约为300μm的过渡层,其组织形貌不同于两侧母材,靠近Mg母材侧界面处有一系列树枝晶结构的组织,沿着垂直于镁基体一侧的界面向焊缝内部延伸生长,从EDS线扫描曲线可以看出,Mg和Al的含量呈现规律性的变化,并且对应出现四个典型区域,在区域Ⅰ,Al含量非常高,Mg元素含量极少,对应于Al丝焊缝区。到区域Ⅱ,Mg含量急剧升高,对应Al含量则急剧下降,这种元素含量的急剧变化说明区域Ⅱ中为化合物相;在整个区域Ⅱ中,随着与Mg侧距离缩短,Mg含量缓慢平稳上升,Al含量则对应下降,此区域对应过渡区中的焊缝区侧,元素的缓慢变化说明此化合物相能够固溶一定量的Mg元素和Al元素。到区域Ⅲ后又出现一个相对稳定的平台,这其中元素含量变化非常缓慢,对应于过渡区中的Mg侧,说明此处的枝晶组织为一种固溶度较小的中间化合物,到区域Ⅳ后Mg含量又急剧上升,对应于Mg基体侧,并且其中几乎不含Al元素。根据Mg-Al合金二元相图可知,室温时Mg与Al元素相互溶解度较低,并且其中包含多种中间化合物。将试样在过渡区域打断并对表面打磨后(位置A)进行XRD衍射分析,结果如图2所示,过渡区共包含两种中间化合物,分别为:Mg17Al12和Mg2Al3。结合前面分析可知,区域Ⅱ为Mg2Al3相,区域Ⅲ的枝晶组织为Mg17Al12相。
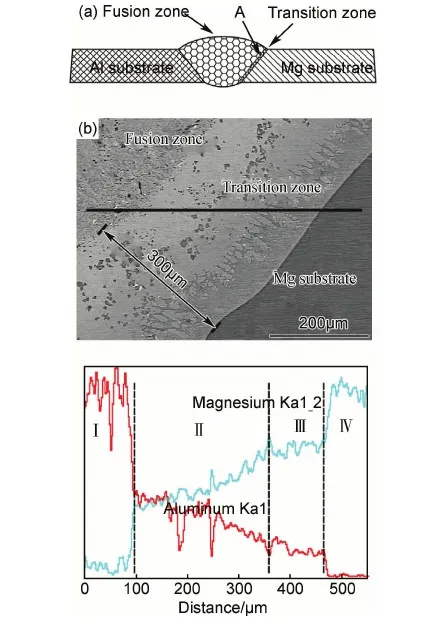
图1 铝丝焊接的Mg侧显微组织和EDS线扫描 (a)焊接试样 示意图;(b)图(a)中过渡区域附近SEM照片及EDS线扫描Fig.1 Microstructure and line scan near the Mg substrate with aluminum wire welding (a)welding specimen schematic diagram; (b)SEM photos and line scan of the transition region in fig.(a)

图2 Al丝焊接过渡区A处XRD图谱, 插图为对应区域放大像Fig.2 XRD pattern in the A transition zone. The inset shows the enlarged view of the corresponding area
利用显微硬度计对过渡区附近进行显微硬度测试,分别对图1中所示焊缝区、过渡区和Mg侧进行3次显微硬度测试,然后取平均值,所得显微硬度值分布如图3所示。过渡区显微硬度在约140HV左右,明显高于两侧焊缝区和基体的显微硬度,即过渡区的金属间化合物相为硬脆相。Mg基体和焊缝区分别与过渡区的界面处显微硬度则居于中间。另外,铝基体侧的显微硬度比镁合金基体侧的硬度低,波动大,这主要是因为焊缝区组织不够均匀,存在成分和结构上的波动,而Mg基体侧为母材,组织均匀。过渡区的这种硬脆化合物不易变形,在承受载荷后难以随母材发生均匀变形,就会导致过渡区与基体之间应力集中,最终在界面处发生破坏,这对材料整体性能的发挥起到很大的限制作用。

图3 铝丝焊接时过渡区附近显微硬度(插图所示 为Mg基体与过渡区界面处显微硬度压痕形貌)Fig.3 Microhardness near the transition zone with aluminum wire welding(the inset shows the morphology of the indentation at the interface between the Mg substrate and the transition zone )
图4所示为Al侧显微组织的背散射照片与元素分布,焊缝区与Al基体结合很好,从衬度可见,元素基本没有变化,EDS线扫描显示焊缝区中有少量Mg元素的溶解。此外,焊缝区与Al基体间没有过渡区,界面附近的显微硬度也未发现明显变化。

图4 铝丝焊接的Al侧显微组织和EDS线扫描(插图所示 为Al基体与焊缝区界面处显微硬度压痕形貌)Fig.4 Microstructure and line scan near the Al substrate with aluminum wire welding(the inset shows the morphology of the indentation at the interface between the Al substrate and the weld zone)
2.2 锌丝焊接
图5(a)所示为采用Zn焊丝焊接试样示意图,图5(b)为靠近Al基体侧显微组织和EDS线扫描,在Al基体和焊缝区之间存在约5μm的一薄层组织不同的过渡区,从EDS及局部放大像可见,过渡区主要成分为Al和Zn,而Mg含量极低。由Al-Zn二元相图可知,Al,Zn之间在室温不存在中间化合物,熔点高、原子半径小的元素易向熔点低、原子半径大的元素扩散,铝的熔点为660.32℃,半径为125pm,锌的熔点为419.53℃,半径为135pm,即铝元素易向锌元素扩散。因此可推断,此过渡层为Al基体向焊缝区扩散形成的固溶体层。这可以有效减弱受力时的应力集中,降低焊接接头脆断的可能,提高材料整体性能。

图5 锌丝焊接的Al侧显微组织和EDS线扫描 (a)焊接试样 示意图;(b)图(a)中过渡区域附近SEM照片和EDS线扫描Fig.5 Microstructure and line scan near the Al substrate with zinc wire welding (a) welding specimen schematic diagram; (b)SEM photos and line scan of the transition region in fig.(a)
从镁侧显微组织和线扫描(图6)可看出,Mg基体与焊缝区之间界面清晰,不存在明显的过渡区,也即没有脆性化合物层的生成。对焊缝区(位置A)进行XRD分析,结果如图7所示。焊缝区主要反应产物为MgZn2和Zn,而没有含Al相生成,即Al基体的溶解主要发生在Al侧界面处。
焊接裂纹通常由脆性反应物层与基体或焊缝之间的界面处产生,Zn丝焊明显阻止了Mg-Al中间化合物的产生,抑制了界面脆性反应层的形成,这极大地改善了界面结合强度。虽然MgZn2属于高硬度脆性化合物,但其弥散分布的特点使其不能形成连续的脆性层,这极大地抑制了裂纹的扩展,使得应力集中更易形成众多的微裂纹而不是贯穿的破坏性裂纹,对材料性能的提高极为有利。
对焊缝区附近进行显微硬度测试,结果如图8所示。靠近Al侧焊缝区显微硬度在约200HV左右,靠近Mg侧焊缝区硬度略高,波动性也更大,这正是靠近Mg侧焊缝区硬性化合物的弥散分布造成的。靠近Al基体侧过渡区显微硬度则介于Al基体和焊缝区之间,并且更靠近Al基体硬度,这对基体与焊缝之间的受力起到很好的应力传递作用,能够减缓应力集中和裂纹的扩展,对焊接接头性能提高发挥重要的作用。

图6 锌丝焊接的Mg侧显微组织和EDS线扫描Fig.6 Microstructure and line scan near the Mg substrate with zinc wire welding

图7 焊缝区A处XRD谱图Fig.7 XRD pattern of zone A

图8 锌丝焊接时焊缝附近显微硬度Fig.8 Microhardness near the weld zone with zinc wire welding
3 结论
(1)采用TIG焊接工艺对镁铝填铝丝焊接时,在靠近Mg侧的宽度约300μm的过渡层中形成Mg17Al12和Mg2Al3金属间化合物,导致焊接接头容易断裂,靠近Al侧界面结合较好。
(2)采用TIG焊填锌丝焊接时,靠近铝侧的反应层由宽度约5μm的固溶体层连接起来,焊接接头性能良好,靠近镁侧没有反应层形成,界面结合良好,接头性能得到改善。
(3)填锌丝焊接时,锌作为夹层金属的存在,有效阻止了镁铝系化合物的形成,镁与锌生成的MgZn2中间相弥散分布于焊缝中,对焊接接头性能不利但影响不显著。
[1] 刘政军,赵福冬,苏允海,等.AZ91镁合金焊接接头组织及力学行为分析[J].焊接学报,2012,33(6):27-30.
LIU Zheng-jun, ZHAO Fu-dong, SU Yun-hai, et al. Research of microstructure and mechanical behavior of welded joint of AZ91 magnesium alloy[J]. Transactions of the China Welding Institution,2012,33(6):27-30.
[2] 李超, 戴圣龙, 张坤,等. 应力对7050铝合金时效成形组织和性能的影响[J]. 航空材料学报, 2013, 33(2): 19-23.
LI Chao, DAI Sheng-long, ZHANG Kun, et al. Effect of stress on microstructure and mechanical properties during age forming process of 7050 aluminum alloy[J]. Journal of Aeronautical Materials, 2013, 33(2): 19-23.
[3] 张志华, 潘复生, 陈先华, 等. 镁及其合金的电磁屏蔽性能研究[J]. 材料工程, 2013, (1): 52-57.
ZHANG Zhi-hua, PAN Fu-sheng, CHEN Xian-hua, et al. Electromagnetic shielding properties of magnesium and magnesium alloys[J]. Journal of Materials Engineering, 2013, (1): 52-57.
[4] 许有肖,李亚江,王娟,等.Mg/Al异种金属焊接研究现状[J] .现代焊接,2011,(6):1-5.
XU You-xiao, LI Ya-jiang, WANG Juan, et al. Present situation of the study on the welding of Mg/Al dissimilar metals[J].Modern Welding,2011, (6):1-5.
[5] 柳绪静.异种金属镁合金和铝合金熔焊焊接性研究[D].大连:大连理工大学,2010.
LIU Xu-jing. Study on fusion welding technique to dissimilar alloys of magnesium alloy and aluminum alloy[D]. Dalian: Dalian University of Technology,2010.[6] SINGH R K R, SHARMA C, DWIVEDI D K, et al. The microstructure and mechanical properties of friction stir welded Al-Zn-Mg alloy in as welded and heat treated conditions[J].Materials & Design, 2011,32(2):682-687.[7] 陈影,沈长斌,葛继平.Mg/Al异种金属焊接的研究现状[J].稀有金属材料与工程,2012,41(2):109-112.
CHEN Ying, SHEN Chang-bin, GE Ji-ping. Research progress on the welding of Mg/Al dissimilar metals[J].Rare Metal Materials and Engineering, 2012,41(2):109-112.
[8] YU H W, XU Y L, LV N, et al. Arc spectral processing technique with its application to wire feed monitoring in Al-Mg alloy pulsed gas tungsten arc welding[J].Journal of Materials Processing Technology, 2013,213(5):707-716.
[9] 李亚江,刘鹏,王娟.Mg/Al异种材料脉冲TIG焊接头的组织结构[J].焊接学报,2006,27(9):39-42.
LI Ya-jiang, LIU Peng, WANG Juan. Microstructure of EMP-TIG welded Mg/Al dissimilar metal joint[J]. Transactions of the China Welding Institution,2006,27(9):39-42.
[10] 全亚杰.镁合金激光焊的研究现状及发展趋势[J].激光与光电子学进展,2012,(5):5-15.
QUAN Ya-jie. Research status and development trends of laser welding of magnesium alloy[J].Laser and Optoelectronics Progress,2012,(5):5-15.
[11] WANG H Y, LIU L M, JIA Z Y. The influence of adhesive on the Al alloy in laser weld bonding Mg-Al process[J].Journal of Materials Science, 2011,46(16):5534-5540.
[12] YAN Y B, ZHANG Z W, SHEN W, et al. Microstructure and properties of magnesium AZ31B-aluminum 7075 explosively welded composite plate[J].Materials Science and Engineering: A, 2010,527(9):2241-2245.
[13] 于前.AZ91镁合金/7075铝合金异种金属扩散焊的研究[D].太原:太原理工大学,2011.
YU Qian. Research on diffusion bonding technology of AZ91 magnesium alloy/7075 alloy dissimilar metal[D].Taiyuan: Taiyuan University of Technology,2011.
[14] SATO Y S, PARK S H C, MICHIUCHI M, et al. Constitutional liquation during dissimilar friction stir welding of Al and Mg alloys[J].Scripta Materialia, 2004,50(9):1233-1236.
[15] LIU P, LI Y, WANG J. Microstructure characteristics in TIG welded joint of Mg/Al dissimilar materials[J].Materials Letters, 2007,61(6):1288-1291.
[16] LIU F, REN D X, LIU L M. Effect of Al foils interlayer on microstructures and mechanical properties of Mg-Al butt joints welded by gas tungsten arc welding filling with Zn filler metal[J].Materials & Design, 2013,46:419-425.
[17] 赵丽敏,刘黎明,徐荣正,等.镁合金与铝合金的夹层扩散焊连接[J].焊接学报,2007,28(10):9-12.
ZHAO Li-min, LIU Li-ming, XU Rong-zheng, et al. Diffusion bonding of Mg/Al alloy with Zn interlayer metal[J]. Transactions of the China Welding Institution,2007,28(10):9-12.
Study on Characteristics in TIG Welded Joint ofMg/Al Dissimilar Materials
LIU Zheng-jun,GONG Ying,SU Yun-hai
(School of Materials Science and Engineering, Shenyang University of Technology, Shenyang 110870, China)
TIG welding was carried out to weld aluminum and magnesium by using aluminum and zinc wires, respectively. The microstructures and properties were analyzed by scanning electron microscope (SEM), X-ray diffraction (XRD) and microhardness tester. The result shows that an obvious transition region with the width of about 300μm is clearly visible at Mg side while using aluminum wire. Besides, the interdiffusion between magnesium and aluminum results in the presence of fragile Mg17Al12and Al3Mg2intermetallics in the transition region, which makes the interface of the welded joint easy to fracture. Whereas, the interface between magnesium and zinc is clear and a solid solution layer with width of about 2μm is generated in the transition region between zinc and aluminum while using zinc wire. The existence of zinc prevents the interdiffusion between magnesium and aluminum and decreases the thickness of the transition region effectively, which restrains the formation of intermetallics.
magnesium alloy;aluminum alloy;weld;diffusion
10.11868/j.issn.1001-4381.2015.03.004
TG457.1
A
1001-4381(2015)03-0018-05
辽宁省自然科学基金资助项目(20072041)
2013-06-01;
2014-05-05
刘政军(1962-),男,教授,博士,主要从事焊接冶金、特种焊接材料及表面强化方向的研究,联系地址:沈阳经济技术开发区沈辽西路111号沈阳工业大学材料科学与工程学院(110870),E-mail:liuzhengjun1962@163.com
猜你喜欢
石材(2022年3期)2022-06-01
原道(2022年2期)2022-02-17
金属加工(热加工)(2020年9期)2020-11-04
理化检验-化学分册(2020年5期)2020-06-15
金属加工(热加工)(2018年2期)2018-03-22
科学中国人(2017年35期)2017-06-08
电镀与环保(2016年2期)2017-01-20
焊接(2016年9期)2016-02-27
橡胶工业(2015年8期)2015-07-29
中国质量与标准导报(2015年2期)2015-02-28