
H13模具钢等离子熔覆WC/Ni基复合涂层研究
2015-03-03 00:53彭竹琴李俊魁齐振东卢金斌席艳君
中原工学院学报 2015年6期
彭竹琴, 李俊魁, 齐振东, 卢金斌, 席艳君
(中原工学院, 郑州 450007)
H13模具钢等离子熔覆WC/Ni基复合涂层研究
彭竹琴, 李俊魁, 齐振东, 卢金斌, 席艳君
(中原工学院, 郑州 450007)
以Ni60+35%WC合金粉末为原料,采用等离子熔覆技术,在H13模具钢基体上熔覆WC/Ni基复合涂层。借助SEM、XRD分析涂层的显微组织;利用显微硬度计测试涂层的显微硬度;通过环-块磨损实验在MM-200磨损试验机上评估涂层的耐磨性能;采用线性极化法研究涂层在3.5%NaCl溶液中的耐蚀性能。结果表明:涂层组织均匀细小,主要由γ-(Ni,Fe)树枝晶以及枝晶间的γ-(Ni,Fe)与Cr23C6、Fe3W3C形成的共晶结构组成,在涂层底部分布有WC增强相;涂层的显微硬度可达590~650 HV0.3;在室温干滑动磨损条件下,涂层的耐滑动磨损性与基体相比提高了1倍以上。在3.5% NaCl溶液中,涂层的耐腐蚀性能优于H13钢基体。H13钢经等离子熔覆WC/Ni基复合涂层后耐磨性能、耐蚀性能得到提高,可用于H13钢制模具的表面磨损修复。
等离子熔覆;H13模具钢;显微组织;耐磨性;耐蚀性
H13钢(4Cr5MoSiV1)是一种具有较好的热强性和红硬性、较高的韧性和抗热疲劳性能的空冷硬化模具钢,常用于制造铝合金的热挤压模和压铸模以及塑料模、压力机锻模等[1-2]。热作模具在使用过程中因承受高应力、热作用和侵蚀等,模具表面经常出现磨损或疲劳裂纹等缺陷,而模具制造成本较高,因此对缺陷模具进行修复可以降低成本。对贵重以及形状复杂的模具进行失效修复,激光熔覆具有较大的优势[3-5]。范氏红娥等[6]在H13钢表面激光熔覆制备了TiC/Co 基合金修复层,并研究了其显微组织与力学性能;张伟等[7]在H13钢表面激光熔覆了WC颗粒增强的Ni基合金涂层,大幅提高了模具的寿命;姚爽等[8]在H13钢表面激光熔覆了原位自生TiC的增强复合涂层,发现Ti含量对涂层耐磨性有较大的影响。徐卫仙等[9]在H13钢表面激光熔覆了WC增强的Co基合金涂层,大幅提高了显微硬度和高温磨损性能。但激光设备价格昂贵、维护成本高,限制了在实际生产中的推广应用,而等离子设备价格低廉、处理成本低,使用起来更灵活方便,在实际生产中可得到广泛应用。费丽爽、卢金斌、赵龙等[10-12]采用等离子技术分别在718H模具钢、Q235钢和Q345钢表面熔覆了铁基合金,制备了冶金结合涂层,提高了表面硬度;潘成刚等[13]在W6Mo5Cr4V2模具钢表面采用等离子技术熔覆了添加不同SiC比例的Ni基合金涂层,通过优化SiC含量,提高了显微硬度。但有关在H13钢表面采用等离子技术熔覆添加WC的镍基合金涂层研究的较少。本文利用等离子熔覆技术在H13模具钢表面制备WC/Ni基复合涂层,并对涂层的组织结构、耐磨性能和耐蚀性能进行综合评价,为其在模具表面修复中的实际应用提供理论基础和实践指导。
1 实验材料及方法
实验基材为H13(4Cr5MoSiV1)热作模具钢,经淬火及回火处理,其组织为回火索氏体,硬度为320~340 HV0.3。熔覆粉末采用北京矿冶研究总院的Ni60+35%WC合金粉末,其化学成分如表1所示,粒度为140~320目。用自制黏结剂将粉末调成糊状,预置于试样表面,150 ℃烘干待用。
采用自制的等离子设备进行熔覆试验,试样作为阳极,等离子体炬作为阴极。单道熔覆,工艺参数为:工作电流130 A,扫描速度135 mm/min,用氩气作为保护气体及电离气体,保护气体流量1.0 m3/h,电离气体流量0.8 m3/h,喷嘴距工件表面距离10 mm。
垂直于涂层截取试样,在JSM-5610LV扫描电镜上观察分析涂层的组织。采用Philip PW1730/10 X射线衍射仪分析涂层中的物相组成。采用MH-6型显微硬度计测试涂层横截面的硬度,载荷2.94 N。在MM200 磨损试验机上对涂层和基体试样进行环块磨损试验,试样尺寸为20 mm×20 mm×5 mm,对磨试样为W18Cr4V,硬度为60~62 HRC。试验条件为:主轴转速200 r/min,载荷98 N,干摩擦时间6 h。用失重测量法评测耐磨性。
从涂层和基体上分别切取5 mm×5mm×10mm的试样,将5 mm × 5mm待测面打磨到5#金相砂纸,非工作面用环氧树脂封装。利用CHI660C电化学工作站进行线性极化测试,采用三电极体系进行测试,以饱和甘汞电极作为参比电极,铂电极作为辅助电极。预先测定样品在介质中的自腐蚀电位,待体系稳定后测定电化学曲线,扫描速度为1 mV/s。腐蚀介质为3.5% NaCl溶液,在室温下进行测量。
2 实验结果与分析
2.1 涂层显微组织
采用上述工艺参数在H13模具钢基体上制备了Ni60+35%WC复合涂层,涂层结构良好,无宏观气孔和裂纹等缺陷。从涂层的X射线衍射物相分析结果(见图1)可知,涂层主要由γ-(Ni,Fe)、Cr23C6、Fe3W3C等组成。同时可以看到,在2θ为44.38°、51.2°处的衍射峰宽化现象明显。分析认为,在等离子熔覆过程中,熔池快速冷却,γ-(Ni,Fe)中固溶了大量的Fe、W、C、Cr、Si等合金元素形成过饱和固溶体,导致晶格畸变,此外,熔池快速冷却,使涂层中存在较大的残余应力,从而导致衍射峰变宽。
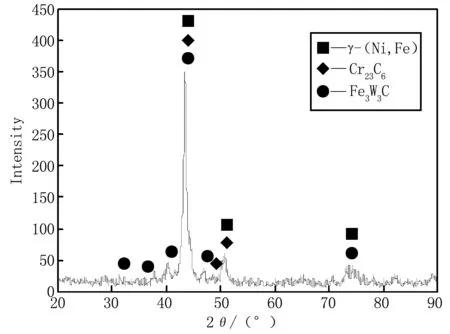
图1 涂层的X射线衍射图
涂层的SEM组织如图2-图5所示。图2为涂层底部组织,涂层与基体界面附近分布有白色颗粒物(如A点)。从EDS分析结果可知,A点处为残留的WC颗粒,如表2所示。分析认为,WC因密度(15.63 g/cm3)较大,熔覆过程中沉积在涂层底部,并在其周围发生了元素互扩散和化学反应,甚至部分发生分解。从基体和涂层界面上方的灰白色树枝晶区(图2中B点)的EDS结果可知,此处为Fe3W3C,它是由于WC发生分解,W原子与熔池中的Fe、C等元素发生了反应形成的,这与X射线衍射分析结果一致。对涂层界面进行放大观察,界面处形成了平面晶及少量胞状晶,如图3所示。经EDS分析可知,图中C点 的Fe含量为40.25 wt%,明显高于熔覆粉末,这说明涂层与基体元素发生了扩散,二者形成了良好的冶金结合。C点的W含量为31.52 wt%,表面WC分解后进入了树枝晶,形成了固溶大量W、Si、Cr的γ-(Ni,Fe)。图4为涂层中部组织,可以看出涂层组织均匀、细小,主要呈枝晶生长特征。图5为放大后的组织,黑色的树枝晶为γ-(Ni,Fe)固溶体,在枝晶间分布有白色化合物(如D点所示),结合成分分析(表2),这可能为γ-(Ni,Fe)与Fe3W3C形成的非规则共晶组织。图5中枝晶间E点处的成分见表2,初步判断为Cr的碳化物Cr23C6、Fe3W3C及少量未分解的WC等与γ-(Ni,Fe)固溶体形成的共晶组织。
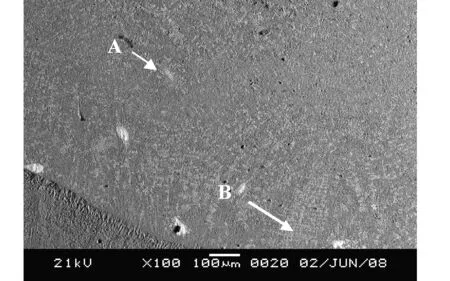
图2 涂层底部组织
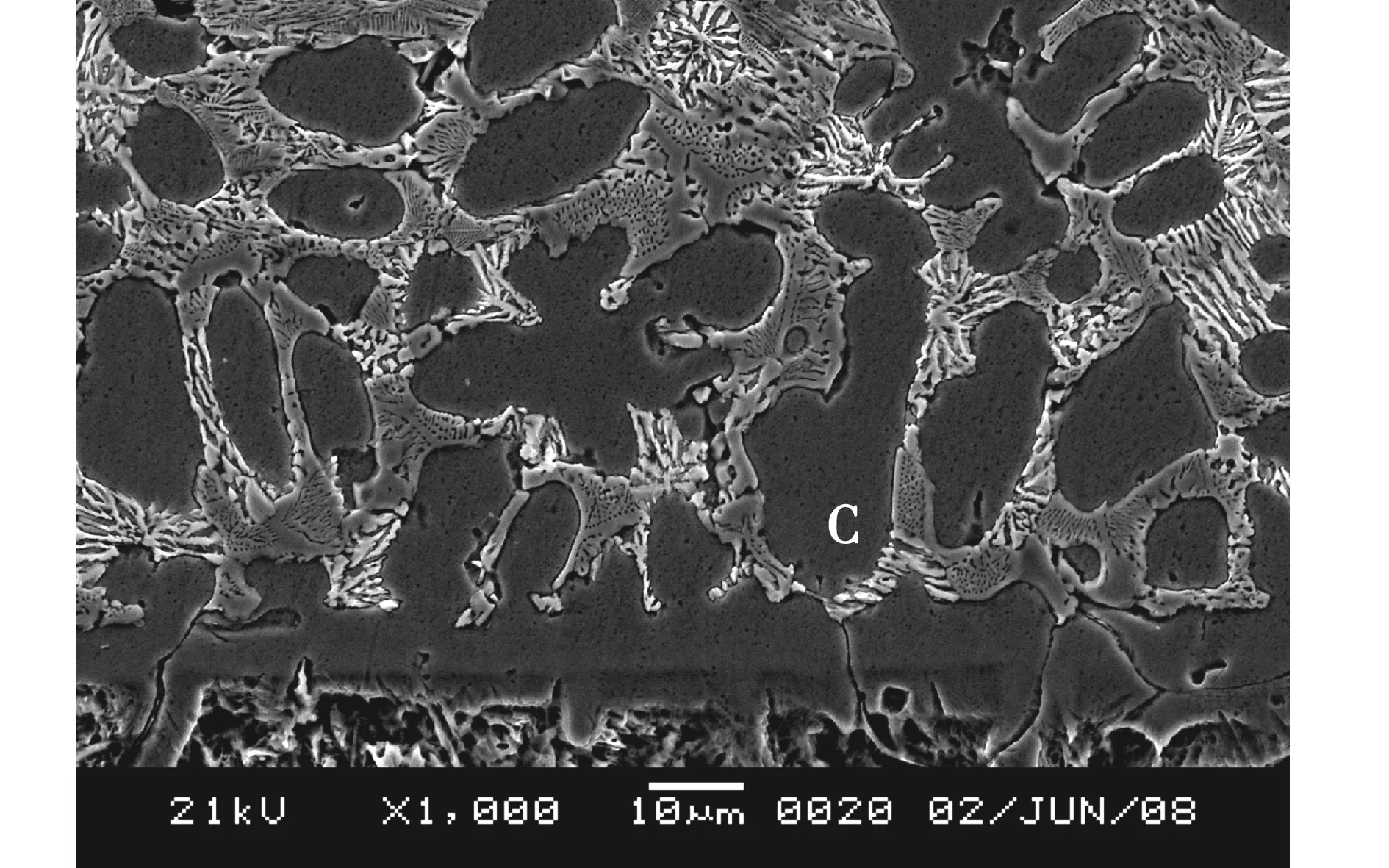
图3 涂层与基体界面组织
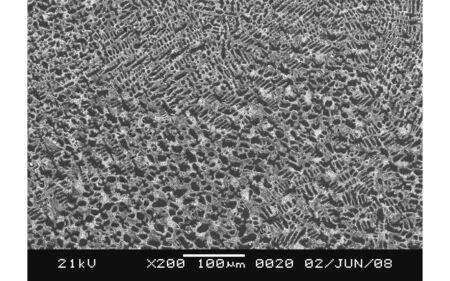
图4 涂层中部组织

图5 树枝晶及枝晶间组织
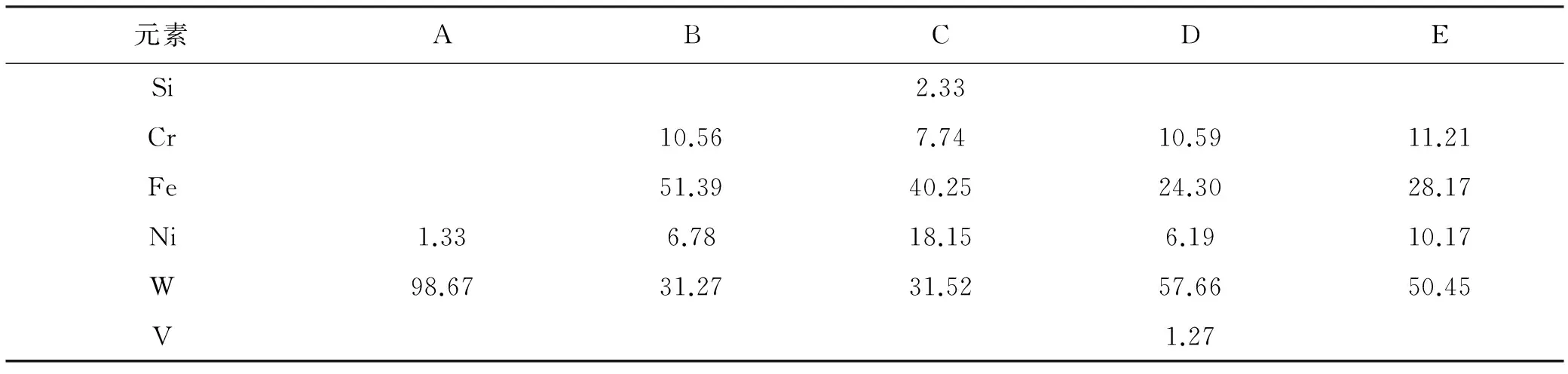
表2 涂层不同位置的EDS分析结果 wt%
2.2 涂层耐磨性
涂层截面显微硬度分布曲线如图6所示。涂层硬度高达590~650 HV0.3,明显高于基体的硬度320~340 HV0.3,在界面处呈梯度分布,为涂层的耐磨性奠定了基础。涂层和基体试样的室温干滑动磨损试验结果如表3所示,涂层试样的失重约是基体的41.4%,表明涂层的耐滑动磨损性能与基体相比提高1倍以上。
Ni60+35%WC复合涂层的耐磨性优于基体,主要是由于熔池快速冷却产生的固溶强化和细晶强化作用,使涂层具有良好的强韧性。在磨损过程中,固溶和细晶对涂层中的高硬度相Cr23C6、WC起到了强有力的支撑和连接作用。界面处H13钢马氏体与涂层起到了很好的过渡作用,使界面处硬度呈梯度下降,缓和了涂层和基体之间的应力。
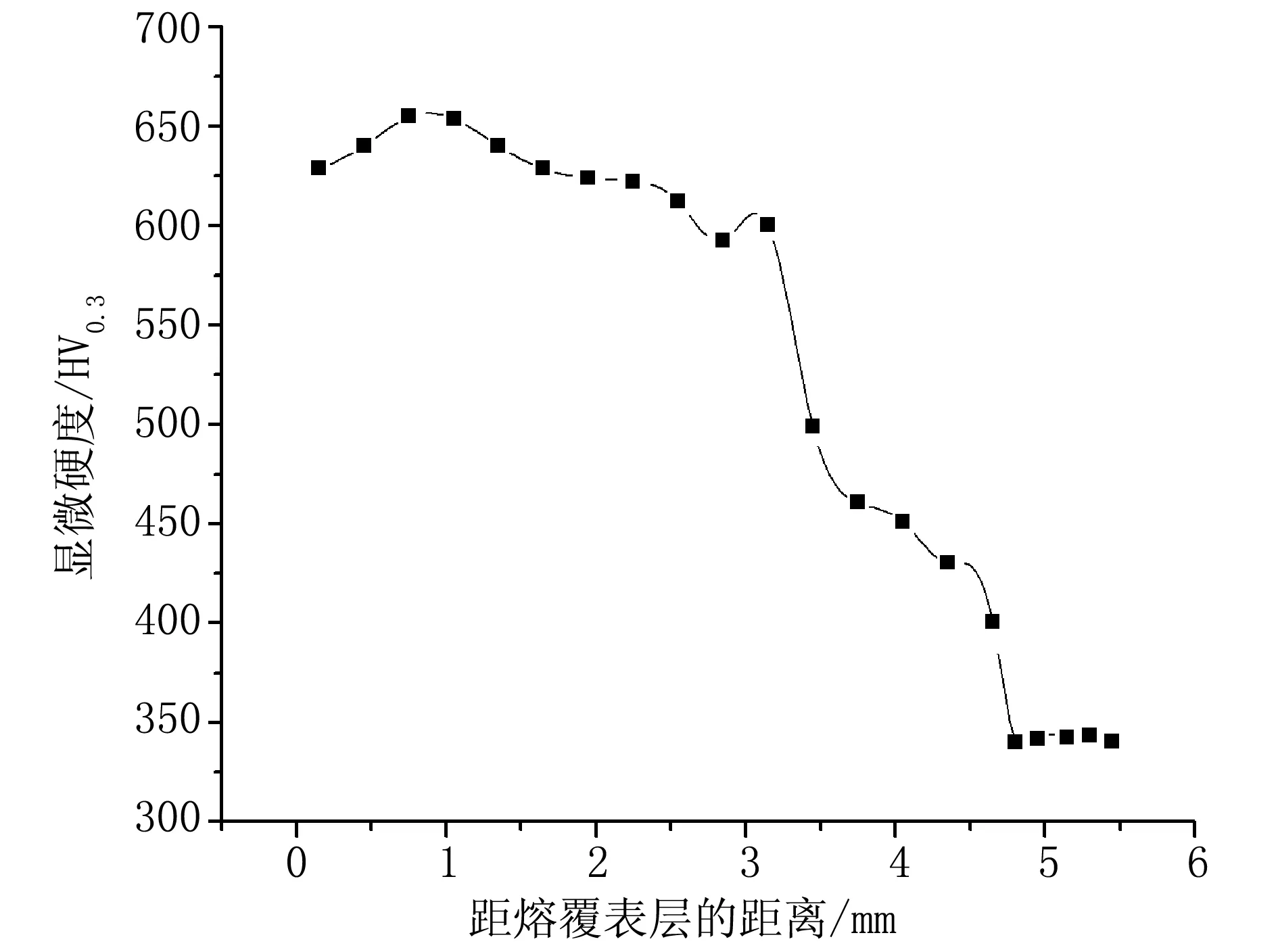
图6 熔覆层显微硬度分布曲线

表3 磨损试验结果 g
2.3 涂层的耐蚀性
在3.5%NaCl溶液腐蚀介质中将H13钢基体和涂层试样进行极化,其塔菲尔曲线如图7所示。在评价活性溶解材料的耐蚀能力时,首要的参数是腐蚀电流(icorr)。腐蚀电流越小,材料的耐蚀性能越好,这是因为腐蚀电流是由材料的溶解所造成的。只有当两种材料的腐蚀电流大体相同时,腐蚀电位才是一个需要考虑的参数,腐蚀电位越高,材料的耐蚀性能越好。从基体和涂层试样的极化曲线可以看出:两者的腐蚀电流大体相同,涂层的腐蚀电位由原来基体的-0.50 V正移至-0.38 V,正移了约120 mV,从腐蚀电位考虑,涂层的耐蚀性优于基体。阳极极化曲线显示,涂层和基体的击破电位分别约为-0.17 V和-0.30 V,涂层的击破电位高于基体,说明涂层的钝化状态比基体相对稳定,耐蚀性要好一些。过钝化曲线表明,随着极化电位的正移,基体的阳极溶解电流高于涂层,即涂层的耐蚀性比基体好。上述情况说明,在该腐蚀体系下H13钢表面等离子熔覆WC/Ni基复合涂层的耐蚀性能优于基体。其主要原因是γ-Ni固溶体中固溶了大量的Cr、Si元素,提高了涂层中固溶体的电极电位。

图7 基体和熔覆层塔菲尔曲线
3 结 语
(1)利用等离子熔覆技术,选择优化后的工艺参数,在H13模具钢基体上熔覆WC/Ni基合金粉末制备耐磨耐蚀复合涂层,涂层结构良好,无裂纹、气孔等缺陷。
(2)涂层组织均匀细小,基本呈枝晶生长特征,主要由固溶Cr、Si元素的γ-(Ni,Fe)树枝晶、枝晶间的Cr23C6、Fe3W3C及少量沉积在涂层底部的WC组成。
(3)涂层的显微硬度为590~650HV0.3,明显高于H13钢基体的硬度320~340 HV0.3。在室温干滑动磨损条件下,涂层的失重仅为基体的41.4%,涂层的耐滑动磨损性能提高1倍以上。在3.5%NaCl溶液中,涂层的耐腐蚀性能优于H13钢基体。
[1] 王邦杰.实用模具材料与热处理速查手册[M]. 北京:机械工业出版社,2013,227-228.
[2] 晁拥军.工模具材料强化处理应用技术[M].北京:机械工业出版社,2008,201-211.
[3] 隗功益.表面改性技术在H13钢上的应用[J]. 表面技术.2007,36(6):77-79.
[4] Yang H P, Wu X C, Wu T R. The Study on Plasma Boriding of H13 Steel at Low Temperature Assisted by Surface Nanocrystallization Technology[J]. Rare Metal Materials and Engineering. 2012, 41(S1): 309-314.
[5] Fu M W, Lu J, Chan W L. Die Fatigue Life Improvement Through the Rational Design of Metal-forming System[J]. Journal of Materials Processing Technology,2009,209:1074-1084.
[6] 范氏红娥, 张晓伟, 王传琦,等. H13 钢表面TiC/Co 基激光修复层的显微组织与力学性能[J]. 焊接学报, 2013, 34(11): 27-31.
[7] 张伟, 石淑琴, 陈云祥, 等. 激光熔覆WC颗粒增强Ni基合金组织性能的研究[J].应用激光,2012,32(1):18-21.
[8] 姚爽, 刘洪喜, 张晓伟, 等. H13钢表面激光原位自生TiC颗粒增强复合涂层的微观结构和摩擦磨损性能[J]. 中国激光, 2014, 42(10): 1003-1004.
[9] 徐卫仙, 张群莉, 姚建华. 热锻模激光熔覆 Co 基 WC 涂层的高温磨损性能研究[J]. 应用激光, 2013, 33(4):370-374.
[10] 费丽爽, 肖小亭, 胡永俊, 等. 718H模具钢等离子熔覆涂层的组织和性能研究[J]. 热加工工艺,2014, 43(8):142-144,149.
[11] 卢金斌,彭竹琴,汤峰,等.等离子熔覆铁基合金+镍包WC复合涂层热力学分析[J].中原工学院学报,2012,23(6):19-21,25.
[12] 赵龙,贺亚勋,卢金斌,等.Q345钢等离子弧熔覆铁基合金涂层组织分析[J].中原工学院学报,2015,26(1):59-62.
[13] 潘成刚, 王华昌, 王洪福, 等.不同Ni60- SiC比例及厚度等离子熔覆层的组织及性能[J]. 材料保护, 2010, 43(11):53-55.
(责任编辑:席艳君)
Study on Microstructure and Properties of WC/Ni Composite Coating Prepared by Plasma Cladding on H13 Die Steel
PENG Zhu-qin, LI Jun-kui, QI Zhen-dong, LU Jin-bin, XI Yan-jun
(Zhongyuan University of Technology, Zhengzhou 450007, China )
To study the microstructure and properties of WC/Ni composite coating, by plasma cladding technology, a WC/Ni composite coating is prepared on H13 die steel. The microstructure of the composite coating is analyzed by scanning electron microscope (SEM), X-ray diffraction (XRD).The microhardness, are resistance performance, and corrosion resistance of the coating is tested by microhardness tester,a MM-200 block-on-wheel sliding wear tester, and by linear polarization respectively. The experimental results indicate that the microstructure of the coating is mainly consisted of γ-(Ni,Fe), Cr23C6, Fe3W3C. The microhardness of the coating varies from 590 to 650HV0.3,and the wear resistance of the coating is increased more than 1 times compared with substrate. The corrosion resistance test demonstrates that the corrosion resistance of the coating is better than substrate in 3.5% NaCl solution. The wear resistance and the corrosion resistance of WC/Ni composite coating is enhanced greatly and it would be used to repair the surface of H13 steel die.
plasma cladding; H13 die steel; microstructure; wear resistance; corrosion resistance
2015-09-06
河南省科技发展计划项目(122102210504);郑州市科技攻关项目(131PPTGG416-2)
彭竹琴(1964-),女,河南灵宝人,副教授,硕士,主要研究方向为金属材料及表面工程。
1671-6906(2015)06-0048-05
TG178
A
10.3969/j.issn.1671-6906.2015.06.011
猜你喜欢
山东冶金(2022年1期)2023-01-14
陶瓷学报(2021年5期)2021-11-22
环境技术(2020年5期)2020-11-18
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年7期)2019-09-25
表面技术(2019年6期)2019-06-27
凿岩机械气动工具(2017年1期)2017-05-17
中南大学学报(自然科学版)(2016年2期)2017-01-19
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
装备环境工程(2015年4期)2015-02-28
