
半捷联微惯性测量系统同轴度误差解析评定
2015-02-28 10:45张樨李杰范建英陈伟冯伟
兵工学报 2015年3期
张樨,李杰,范建英,陈伟,冯伟
(1. 中北大学 电子测试技术重点实验室,山西 太原030051;2. 中北大学 仪器科学与动态测试教育部重点实验室,山西 太原030051;3. 山西北方惠丰机电有限公司 科研设计二所,山西 长治046012)
0 引言
高速旋转弹药飞行姿态的精确测量是旋转弹药研究的核心之一,也是常规高旋转弹药制导化的主要发展方向。高速旋转弹药飞行时沿弹丸轴向旋转速度极快,一般可达20 r/s,甚至更高[1],在此工作条件下,传统的捷联式惯性测量方法遇到了如何在高转速环境下保持较高姿态测量精度的问题[2-3],单纯依靠改进算法来提高测试精度效果有限[4],不能满足现代战争对其精度的要求。具有“隔转止旋”功能的半捷联微惯性测量方法的提出有效解决了高转速环境下微惯性器件量程与精度的不匹配问题,为高转速环境下载体飞行姿态的高精度测量提供了一种全新的测试方案。
半捷联装置确保了置于其内部的惯性测量单元与高速旋转弹药只在横向和法向捷联,而在纵向保持相对自由,实现了测量系统相对弹体的“隔转止旋”功能。然而,半捷联装置机械结构复杂,其同轴度误差的大小直接影响微惯性测量单元(MIMU)的测试精度。因此,同轴度误差的准确解析评定是半捷联微惯性测量系统中的一项重要内容。
1 半捷联装置及其“隔转止旋”原理
1.1 半捷联装置特点
实际应用过程中,为了减小高速旋转弹药落点的纵向和横向散布误差,需要对弹体飞行的俯仰角和偏航角进行有效调整和控制,在不改变弹体自身飞行环境的前提下,使用半捷联微惯性测量系统可以准确可靠地测量旋转弹药飞行过程中的姿态角。图1为半捷联装置示意图。
图1所示的半捷联装置中有主要部件外筒、内筒、轴承和联轴器,外筒由一些功能舱装配而成并与弹体固连安装,MIMU 固定安装于内筒中;外筒与内筒之间的连接是半捷联装置的核心所在,内筒一端通过联轴器固定于外筒中动力输出设备转轴,另一端通过精密轴承与外筒内壁嵌合,将内筒中MIMU中的惯性主轴y、z“释放”,从而从机械结构上相对于外筒实现径向自由。

图1 半捷联装置示意图Fig.1 Schematic diagram of semi-strapdown device
1.2 半捷联装置的“隔转止旋”原理
在半捷联装置的基础上,设计了基于闭环反馈控制思想的半捷联微惯性测量系统。该系统中设有两级调速陀螺:第一级调速陀螺安装于外筒,用于测量弹体转速;第二级调速陀螺安装于内筒,用于测量内筒转速。两级调速陀螺输出均接入动力控制舱,通过调速算法解算反旋角速率值并发出驱动信号,驱动动力输出设备带动MIMU 以该角速率值相对弹体反向旋转,达到MIMU 相对惯性坐标系静止或微旋的状态,从而隔离弹体轴向高转速,实现“隔转止旋”。
2 半捷联系统同轴度误差解析评定的意义
机械加工过程中,受工艺等因素限制,被加工零件的几何要素不可避免地存在加工误差,对机器或仪器的工作精度、寿命等性能均有较大影响,为了满足零件装配需求,我国根据ISO1101 制定了有关国家标准,对机械零件的误差予以限制[5-7]。
2.1 同轴度误差的定义
JB/T7557—1994 给出了机械结构同轴度误差定义[8],图2所示圆柱体结构中,设基准轴线为L1,被测结构的实际轴线为O,O 为空间曲线,按最小条件可求得O 的理想直线组;任取其中一条理想直线L2,设L2与基准轴线L1的公垂线为CP,CP 的长度为偏距e(e≥0),轴线L2与基准轴线L1的夹角为α(0°≤α≤90°),则参数e、α 能够描述轴线L2与基准轴线L1的不一致程度。
图2 同轴度误差示意图Fig.2 Schematic diagram of coaxiality error
半捷联装置结构特殊,其外筒由各级安装舱逐级装配而成,其同轴度误差可以按照相关国家标准予以解析评定,内筒安装方式是半捷联系统所特有的,没有既定的标准描述其同轴度误差,故根据系统特性,定义内筒同轴度误差为:设动力转轴为基准轴,内筒与该转轴固定后,内筒中MIMU 测量x 轴向与基准轴之间的夹角为θ,由于内筒具有径向自由特性,故可用θ 描述x 轴向与基准转轴之间的偏离程度,定义其为内筒同轴度误差角。
2.2 同轴度误差对系统精度的影响分析
由加工工艺等因素引起的机械结构同轴度误差必然存在,若超过一定范围值,则会对该结构的使用造成很大影响。在半捷联系统高旋转、高过载的应用环境下,外筒同轴度误差会使偏离基准的部分结构作圆锥运动,不平衡的受力将导致装配接口磨损,对结构强度和稳定性造成损害,甚至会导致半捷联系统崩溃。
内筒同轴度误差对系统的影响主要体现在直接为测量结果引入误差。MIMU 的x 轴向如果与动力转轴之间存在同轴度误差角θ,则当动力转轴带动内筒旋转时,MIMU 径向陀螺将敏感到轴向角速率投影,MIMU 中三轴加速度计也会敏感到重力投影,造成测量误差。
3 半捷联微惯性测量系统同轴度误差解析评定
3.1 外筒同轴度误差解析评定方法
3.1.1 外筒同轴度误差的顶尖测量法
GB1958—80 中给出了3 类共10 种机械结构同轴度误差评定方法[9-10],其包括坐标法、对径双测头测量法和顶尖测量法等,半捷联结构外形为圆柱形,这种形状的结构一般采用顶尖法测量同轴度。
半捷联系统在载体中的安装方式为:以半捷联结构底座外平面作为系统安装平面,使用螺钉将半捷联系统固定在载体内部特定安装平面上,安装完成后系统安装平面与载体安装平面完全紧固,半捷联系统底座中心轴线与载体轴线重合。故在外筒同轴度测量时,以半捷联底座中心轴线为基准轴线,其余结构的理想轴线相对于基准轴线的偏距e 来表征同轴度误差。
测量仪器选用精度为1″的数字式精密光栅光学分度头,其安装方式如图3所示,半捷联结构装卡在分度头两顶尖上,以外筒底座为基准要素,其余结构为被测要素。Ox 轴与转轴对齐重合。测量步骤如下:

图3 安装示意图Fig.3 Sketch map of installation
1)测量确定外筒底座基准轴线坐标。在测量圆柱形结构同轴度误差时,一般间隔8 mm 左右进行一次截面采样,半捷联结构底座高度为80 mm,故将底座按高度等分为10 个正截面,对于每个正截面转动分度头每隔5°进行一次采样测量,设采样数据为Kij(rij,θij,xi),i=1,2,…,72,j=1,2,…,10,其中rij为采样截面半径值,θij为各采样处的角度值,xi为各采样面沿Ox 轴坐标值。
2)半捷联结构除底座外其余结构高度是450 mm,依据8 mm 等间距采样原则,设定被测要素采样截面数为56,按步骤1 中介绍的方法进行等角度间隔离散采样,间隔角度为5°,则采样数据为MIJ(rIJ,θIJ,xJ),I =1,2,…,72,J =1,2,…,56,其中rIJ为采样截面半径值,θIJ为各采样处的角度值,xJ为各采样面沿Ox 轴坐标值。
3)计算各采样截面中心点坐标。设外筒底座采样截面轮廓的最小二乘圆心为Oj(aj,bj,xj),其余采样截面最小二乘圆心为OJ(aJ,bJ,xJ),则有(1)式、(2)式成立[11-12],j=1,2,…,10,J=1,2,…,56,n=N=72.
3.1.2 基准轴线的建立及同轴度误差计算
取系统外筒底座的最小二乘轴线L1为基准轴线,设L1通过坐标平面Oyz 并与之相交于点A(0,y0,z0),L1的一组方向数为(1,k',l'),则L1可以用(3)式表示:

在离散采样的前提下,对(3)式进行化简并由最小二乘法原理经正交化处理,可求解正交最小二乘轴线的4 个待定参数:
各采样截面轮廓最小二乘圆心OJ到基准轴线L1的距离为

式中:OJ={aJ,bJ,cJ};A = {0,y0,z0};S = (1,k',l'). 根据同轴度误差的定义,可以得到半捷联结构同轴度误差为

依照3.1.2 节中介绍的测量方法,安装外筒结构并测试,得到半捷联结构同轴度误差为39.3 μm,半捷联系统机械结构设计指标中规定的同轴度公差为50 μm,通过测量认为外筒同轴度误差在允许范围内。
3.2 内筒同轴度误差角的动态标定方法
内筒安装示意图如图4所示,A 端通过联轴器与转轴连接,B 端与系统信号传输舱固定,内筒中部采用精密轴承支撑约束,MIMU 使用螺钉固定于内筒底座上,x 轴与转轴指向一致。
图4 内筒安装示意图Fig.4 Sketch map of inner cylinder installation
3.2.1 MIMU 输出模型推导
MIMU 在安装之前已进行过安装误差标定,其输出坐标系为壳体正交坐标系。理想情况下认为旋转时内筒转轴与直线L1重合,MIMU 的x 轴向与理论转轴重合,而内筒旋转时,若二者不重合将直接导致测量误差。设惯性测量单元x 轴与理论转轴L1之间存在如图5所示同轴误差角θ.

图5 内筒同轴度误差示意图Fig.5 Sketch map of coaxiality error of inner cylinder
当动力转轴输入转速为ω,将该角速率分解为MIMU 三轴方向上的投影,则MIMU 输出为

将(7)式化简,消去ω,则有

3.2.2 内筒同轴度误差角的动态标定与补偿
半捷联内筒与外筒结构固联后,现有的测量方法不再适用于其同轴度误差评定,利用半捷联动力舱带动内筒转动的特点,设计了一种内筒同轴度误差角的动态标定方法:
1)将半捷联微惯性测量系统固定于实验工装上,确保实验时不能有晃动。
2)MIMU 与采存电路同时上电,检查控制信号波形是否符合要求,控制系统与动力舱同时上电。
3)x 轴向陀螺量程为400°/s,为避免输出饱和,输入角速率应小于轴向陀螺量程,经过多次实验验证内筒同轴度误差角一般在0.003° ~0.008°之间,为了提高辨识度,输入角速率值设定为200°/s ~400°/s 之间。设置动力转轴分别输出0°/s、200°/s、250°/s、300°/s、360°/s、400°/s 的角速率,每种角速率值保持时间为30 s. 其中,保持静止0°/s 用于采集陀螺动态零点。
4)系统下电,读取数据采集存储器的数据,根据(8)式解算同轴度误差角。重复步骤3,多次实验后对每一角速率下的同轴度误差角取均值。
三轴陀螺输出数据如图6所示,每个角速率值对应的同轴度误差角如表1所示。

图6 陀螺输出电压值Fig.6 Output voltage of gyroscope
由表1可知,实验测得内筒同轴度误差为0.004°,假设模型建立与测量方法均正确无误,则可按照(7)式对陀螺输出进行补偿,补偿验证方法如下:
1)利用动力转轴提供由静止至18 r/s 角速率输入,为了便于控制,设定角速率为表2所示9 个典型值,每个角速率保持时间为30 s.

表1 同轴度误差角Tab.1 Coaxiality error angle

表2 内筒同轴度误差角验证角速率设定值Tab.2 The set values of angular rates for verifying coaxiality error angle of inner cylinder
2)计算400°/s 以下每个角速率值对应的径向误差值及对应的x 轴向输出均值,以x 轴向输出角速率值为横坐标,径向误差值为纵坐标,一一对应进行直线拟合,获得误差补偿线性方程式。
3)对采集的径向陀螺数据进行同轴度误差补偿,绘制补偿前后对比图如图7所示。
在图7中,由于误差补偿线性方程是由直线拟合得到,因此对每一个测量值,其误差量不是一常数,而是与测量值本身成比例的动态值,故补偿后的数据宽度明显窄于补偿前的数据宽度。图7中最大误差值由29°/s 减小至0.015°/s,表明上述数学模型与误差角测量方法是正确可行的,能够很好地测量内筒同轴度误差角,补偿因其导致的输出误差。
3.3 半捷联系统基准轴线的统一
3.3.1 基准轴线夹角的定义
前文中,分别对外筒同轴度和内筒同轴度进行了解析评定,其中设定外筒基准轴线为外筒底座中心轴线,内筒基准轴线为动力转轴延长线,在机械结构安装过程中,二者不可能做到完全重合,其关系可以用夹角来表示,如图8所示外筒底座基准轴线与动力转轴延长线之间夹角为φ,半捷联系统内部固定方式为嵌入式紧固安装,即安装完毕后,各部分结构之间相对位置不会发生改变,则是一个定值,称为基准线夹角。

图7 同轴度误差补偿前后对比图Fig.7 Comparison of coaxiality errors before and after compensation
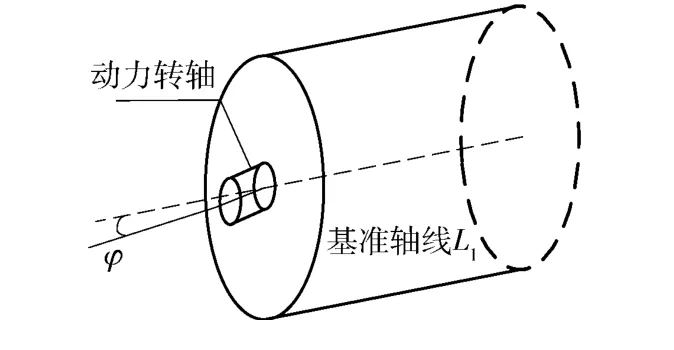
图8 内外筒基准轴线相对关系Fig.8 Relative relation of the reference axis between outer and inner cylinders
3.3.2 基准线夹角测定
基准线夹角φ 存在的情况下,若半捷联系统外筒转速为ωo,则内筒的旋转角速率为ωi=ωocos φ ,此时一级调速陀螺反馈的转速为ωo,根据“隔转止旋”原理,动力转轴将带动内筒以相同角速率反向旋转,如此将使内筒减旋不彻底,MIMU 敏感到的轴向角速率为

通过多次车床实验,验证了内筒减旋不彻底的假设,并对基准线夹角进行标定,标定步骤如下:
1)将半捷联系统以工装固定在数控车床上,检查无误后系统上电;
2)控制车床以10 ~33 r/s 角速率带动半捷联系统旋转,每种角速率保持20 s;
3)系统下电,读取系统中存储的MIMU 输出信息,根据(9)式对基准线夹角进行解算。某次实验后车床输入转速与内筒减旋后转速对比及对应基准线夹角φ 如表3所示。

表3 输入角速率与减旋角速率间的关系Tab.3 Relationship between the input angular rate and the spin-reducing angular rate
3.3.3 半捷联系统基准轴线的统一
表3所示的实验结果表明基准线夹角可以利用旋转实验进行测定。嵌入式紧固安装方式使得载体基准轴线与半捷联结构外筒基准轴线重合,故将半捷联结构外筒基准轴线作为半捷联系统基准轴线。
由表3可知,实验用半捷联系统中基准轴夹角为4.2°,则cos φ =0.997 3,实验证明在系统“隔转止旋”控制模块中,设定动力转轴初级反转角速率为一级调速陀螺反馈角速率的99.73%,可以实现彻底减旋,完成系统基准转轴统一。
4 结论
本文针对半捷联微惯性测量系统中同轴度误差的解析评定问题,结合半捷联结构的实际特点,给出了系统整体的同轴度误差评定方法。其中,对半捷联系统外筒结构的同轴度误差,采用机械结构同轴度标准测量方法进行解析评定,对半捷联系统内筒的同轴度误差,则是在推导存在同轴度误差角时MIMU 输出模型基础上,设计了内筒同轴度误差的动态标定方法。最后,给出了半捷联系统外筒和内筒基准轴线的统一方法,实现了半捷联微惯性测量系统整体同轴度的解析评定。实验结果表明,利用所设计的系统同轴度误差测定方法,可以有效地补偿因同轴度误差导致的系统测量误差,为提高半捷联微惯性测量系统精度奠定了基础。
References)
[1]韩兰懿. 高旋弹弹旋基准实时测量装置的研究[D]. 太原:中北大学,2007.HAN Lan-yi. Research on the real time testing device getting missile reference at high roll rate[D]. Taiyuan:North University of China,2007.(in Chinese)
[2]Noureldin A,El-Shafie A,Bayoumi M. GPS/INS integration utilizing dynamic neural networks for vehicular navigation[J]. Information Fusion,2011(12):48 -57.
[3]Hasan A M,Samsudin K,Ramli A R. Intelligently tuned wavelet parameters for GPS/INS error estimation[J]. International Journal of Automation and Computing,2011,8(4):411 -420.
[4]解华,杜晓冬. 捷联惯导姿态误差修正算法研究与仿真[J].遥测遥控,2010,31(6):1 -5.XIE Hua,DU Xiao-dong. Research and simulation on SINS attitude error correction method[J]. Journal of Telemetry,Tracking and Command,2010,31(6):1 -5.(in Chinese)
[5]孙高. 半捷联光电稳定平台控制系统研究[D]. 长春:中国科学院长春光学精密机械与物理研究所,2013.SUN Gao. Research on control system of semi-strapdown photoelectricity stabilized platform[D]. Changchun:Changchun Institute of Optics,Fine Mechanics and Physics,Chinese Academy of Sciences,2013. (in Chinese)
[6]潘汉军,刘娅.关于同轴度误差定义的分析与探讨[J]. 现代制造工程,2004(4):69 -70.PAN Han-jun,LIU Ya. Analysis for the definition of coaxiality error[J].Modern Manufacturing Engineering,2004(4):69 -70.(in Chinese)
[7]岳晓峰,李洪州,焦圣喜. 工件同轴度误差的视觉检测系统[J]. 机床与液压,2007,35(9):187 -189.YUE Xiao-feng,LI Hong-zhou,JIAO Sheng-xi. Workpieces coaxis measurement system by using computer vision technology[J]. Machine Tool & Hydraulics,2007,35(9):187-189. (in Chinese)
[8]傅中泽,徐凯,关劲,等. 一种惯导系统航向测量精度的动态评估方法[J]. 中国惯性技术学报,2014,22(3):416 -420.FU Zhong-ze,XU Kai,GUAN Jin,et al. Dynamic evaluation method of INS course measurement precision[J]. Journal of Chinese Inertial Technology,2014,22(3):416 -420. (in Chinese)
[9]刘璠,魏宗康. 捷联惯性组合误差模型相关性分析方法[J].中国惯性技术学报,2014,22(5):567 -571.LIU Fan,WEI Zong-kang. Correlation analysis method for error model of strapdown IMU[J]. Journal of Chinese Inertial Technology,2014,22(5):567 -571. (in Chinese)
[10]胡翔,王璕. 火箭弹高精度同轴度测量设备及误差分析[J].自动测量与控制,2007,26(11):72 -79.HU Xiang,WANG Xun. Equipment and error analysis for rocket bomb precision coaxial measuring[J]. Automatic Measurement and Control,2007,26(11):72 -79. (in Chinese)
[11]孙洪伟,褚玉晓. SINS/GPS 组合导航系统自适应扩展Kalman 滤波[J]. 计算机工程与设计,2014(12):4375 -4379.SUN Hong-Wei,CHU Yu-xiao. Adaptive extended Kalman filter in SINS/GPS navigation system[J]. Computer Engineering and Design,2014(12):4375 -4379. (in Chinese)
[12]田树耀,黄富贵,侯雪峰. 一种新的同轴度误差评定方法及误差分析[J]. 工具技术,2008,42(5):82 -85.TIAN Shu-yao,HUANG Fu-gui,HOU Xue-feng. New coaxial error assessment method and error analysis[J].Tool Engineering,2008,42(5):82 -85.(in Chinese)
猜你喜欢
钻采工艺(2022年4期)2022-10-21
九江学院学报(自然科学版)(2022年2期)2022-07-02
家庭影院技术(2021年3期)2021-05-21
家庭影院技术(2020年1期)2020-06-24
饮食保健(2020年7期)2020-04-30
北京航空航天大学学报(2017年5期)2017-11-23
北京航空航天大学学报(2017年12期)2017-04-23
火控雷达技术(2016年1期)2016-02-06
弹箭与制导学报(2015年1期)2015-03-11
家庭科学·新健康(2014年10期)2014-10-24
