
改性羧甲基纤维素絮凝剂的制备及性能研究
2015-02-25 03:02王宗舞姚新鼎
黄河水利职业技术学院学报 2015年2期
王宗舞,姚新鼎
(黄河水利职业技术学院,河南 开封 475004)
改性羧甲基纤维素絮凝剂的制备及性能研究
王宗舞,姚新鼎
(黄河水利职业技术学院,河南 开封 475004)
以羧甲基纤维素(CMC)为主要原料、过硫酸铵为引发剂、N-N-亚甲基双丙烯酰胺(MBA)为交联剂,以丙烯酸(AA)、丙烯酰胺(AM)、二甲基二烯丙基氯化铵(DMDAAC)等单体为改性剂,在一定条件下进行接枝共聚,制备了改性CMC絮凝剂,分析了质量比、反应时间等因素对接枝共聚反应的影响,并将改性CMC絮凝剂用于去除浊度试验。结果表明:最优制备条件为CMC∶单体总量比为3.5∶10,单体配比AA∶AM∶DMDAAC为4∶3∶3,反应温度75℃,反应时间3 h,引发剂用量0.25%;当pH值为8.5,絮凝剂投加量20mg/L,依次先180 r/min搅拌10min、再30 r/min搅拌15min、最后静置1 h混凝沉降条件下,絮凝效果最佳。
羧甲基纤维素;絮凝剂;污水处理;性能分析
0 引言
在废水处理工艺流程中,混凝沉降技术是得到广泛应用的关键环节之一。而絮凝剂是混凝沉降处理技术的核心。与其他类型的絮凝剂相比,改性天然高分子絮凝剂独特的官能团能充分发挥阴离子和阳离子絮凝剂的作用,因而具有重要的开发价值和广阔的应用前景[1]。羧甲基纤维素(CMC)是以天然纤维素为基本原料,经过碱化、醚化反应生成的纤维素醚,具有可生物降解、无毒性、抗盐性强、可再生等特性[2]。笔者以羧甲基纤维素(CMC)为主要原料,与丙烯酸(AA)、丙烯酰胺(AM)、二甲基二烯丙基氯化铵(DMDAAC)等单体进行接枝共聚,制备了一种新的两性高分子絮凝剂。
1 实验部分
1.1 仪器与试剂
实验所用仪器包括:ZNCL-G5水浴磁力搅拌器;HH-4数显恒温水浴锅;ZRD-5210电热鼓风干燥箱;SC 958混凝搅拌器;HI 98703浊度仪;IS 10型傅立叶变换红外光谱仪。实验试剂:CMC、AA(化学纯);过硫酸铵、MBA、AM (分析纯);DMDAAC(60%水溶液);去离子水。
实验所用试剂包括:CMC、AA(化学纯);过硫酸铵、MBA、AM(分析纯);DMDAAC(60%的水溶液);去离子水。
1.2 改性絮凝剂的制备
称取3.5 g的CMC,加入去离子水,在60℃水浴中加热搅拌至完全糊化,备用。在冰水浴中,依次加入约5mL的AA(已做去除阻聚剂的预处理)、AM、DMDAAC及MBA,补充100mL去离子水,搅拌均匀,备用。将上述二者混合,于75℃条件下恒温聚合反应3 h,过程中逐滴加入引发剂过硫酸铵。反应结束后,将反应容器置于冰水浴中冷却至终止反应,得透明凝胶状物。用去离子水冲冼透明凝胶状物数次后,切块,于电热鼓风干燥箱中100℃烘干,得颗粒状聚合物,即粗制改性CMC絮凝剂。
1.3 接枝率的测定
接枝率是评价接枝反应的重要指标之一。接枝率越高,说明接枝到CMC上的AA、AM、DMDAAC等单体量越多。本实验采用酶解方法测定接枝率,即将所得到的吸附用复合材料进行酶解,进而计算改性制品的接枝率。酶解方法为:称取一定质量(m0)的接枝共聚物,加入约为接枝共聚物质量0.3%~0.5%的纤维素酶,在35℃、pH为4.5的条件下,酶解4 h,得到产物。然后,将产物置于电热鼓风干燥箱中,105℃烘至恒重,称出接枝部分质量(m1)[3]。接枝率G的计算公式为式(1)。

1.4 浊度去除率的测定
浊度去除率是衡量絮凝剂性能的重要指标之一。取校园污水处理站二级处理单元出水水样适量,用浊度仪测其浊度(NTU),用C0表示。取适量浊度为C0的水样,置于1 000mL烧杯中,用氢氧化钠溶液或盐酸溶液调节水样pH值至所需pH值后,加入适量改性CMC絮凝剂,置于混凝搅拌实验装置上,以合适转速搅拌一段时间后,静置适当时间,完成混凝沉淀过程。取距离液面8 cm处上清液,测定其浊度,用C1表示,计算浊度去除率A。浊度去除率A计算公式如式(2)所示。

1.5 接枝共聚物的表征
CMC接枝AA、AM和DMDAAC后的红外谱图如图1所示。
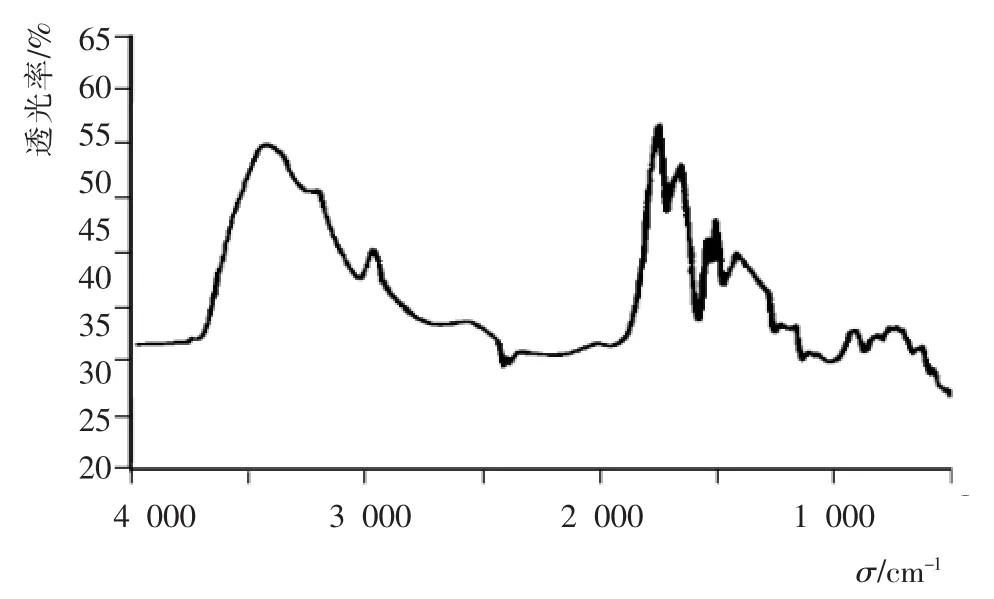
图1 改性CMC红外谱图Fig.1 Infrared spectrum of CMC grafting copolymer
由图1可知:在3 430 cm-1、3 198 cm-1附近有酰胺的峰;在2 900 cm-1处有C-H的反对称伸缩振动;在1 672 cm-1、1 570 cm-1处出现羰基的特征吸收峰,此特征峰既不是酰基的特征峰,也不是羧基的特征峰,而是两者相互影响的结果。在1 720 cm-1处出现-COOH的特征吸收峰;1 262 cm-1处是DMDAAC发生聚合后生成含氮的碳氮五元杂环的特征吸收峰。红外光谱分析证实反应生成了CMC-AA-AMDMDAAC接枝共聚物。
2 结果与讨论
2.1 单因素对接枝率的影响
2.1.1 CMC与单体总量的质量比对接枝率的影响
按照单体配比为AA∶AM∶DMDAAC=4∶3∶3,反应温度为75℃,反应时间为3 h,引发剂用量为反应物总质量的0.25%的条件,改变CMC与单体总量的质量比,考察其对接枝率的影响,结果如图2所示。
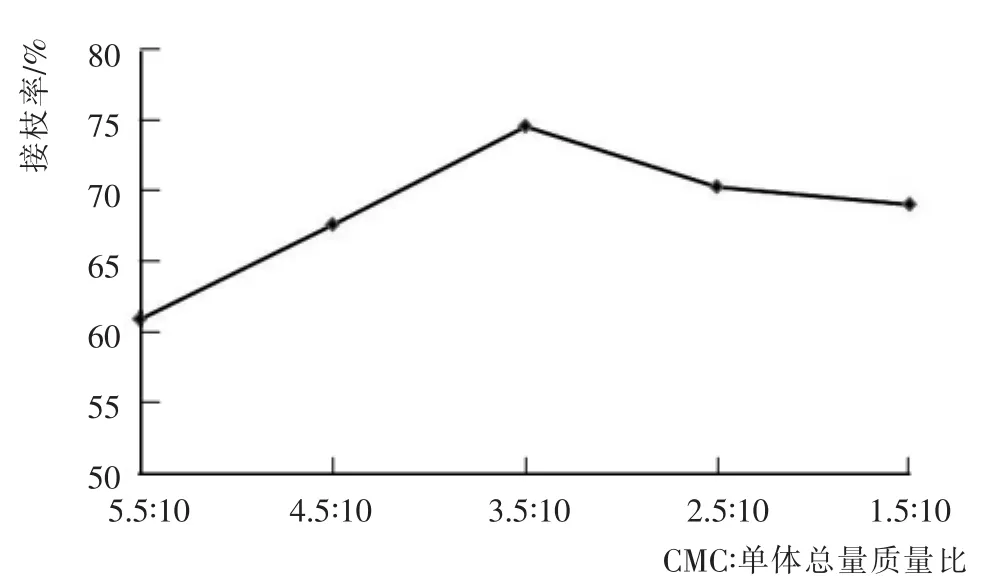
图2 CMC与单体总量的质量比对接枝率的影响Fig.2 Influence of CMC and monomer gross mass ratio to grafting ratio
由图2可知,随着CMC∶单体总量从5.5∶10变化到 1.5∶10,接枝率先从 60.88%迅速增至峰值74.58%。当CMC∶单体总量<3.5∶10时,随着CMC比例增加,可供反应的接枝点越来越多,单体易朝着接枝反应方向进行,减少了单体自聚反应进行的概率,有利于提高接枝率。当CMC∶单体总量>3.5∶10时,AA、AM、DMDAAC等单体量越来越多,CMC提供的接枝点相对越来越少,单体极易朝着自聚反应方向迅速进行;CMC椄枝链太长,相应的空间位阻明显增大,易阻止分子链的继续增长,导致接枝率降低[4]。
2.1.2 单体配比对接枝率的影响
按照CMC∶单体总量=3.5∶10,反应温度为75℃,反应时间为3 h,引发剂用量为反应物总质量的0.25%的条件,改变单体配比,考察其对接枝共聚反应的影响,结果如图3所示。

图3 单体配比对接枝率的影响Fig.3 Influence of monomer ratio to grafting ratio
由图3可知,配比为AA∶AM∶DMDAAC=4∶3∶3时,出现了最高的接枝率。在此基础上,同时增大或减小AA和AM的比例,接枝率会明显下降。因为同时增大AA和AM的比例,单体自聚反应会加强,对接枝共聚反应产生不利影响[5];同时减小AA和AM的比例,即增大DMDAAC的比例,因后者空间位阻较大,降低了接枝反应率。
2.1.3 引发剂用量对接枝率的影响
按照CMC∶单体总量为3.5∶10,单体配比为AA∶AM∶DMDAAC为4∶3∶3,反应温度为75℃,反应时间为3 h的条件,改变引发剂用量,考察其对接枝共聚反应的影响,结果如图4所示。
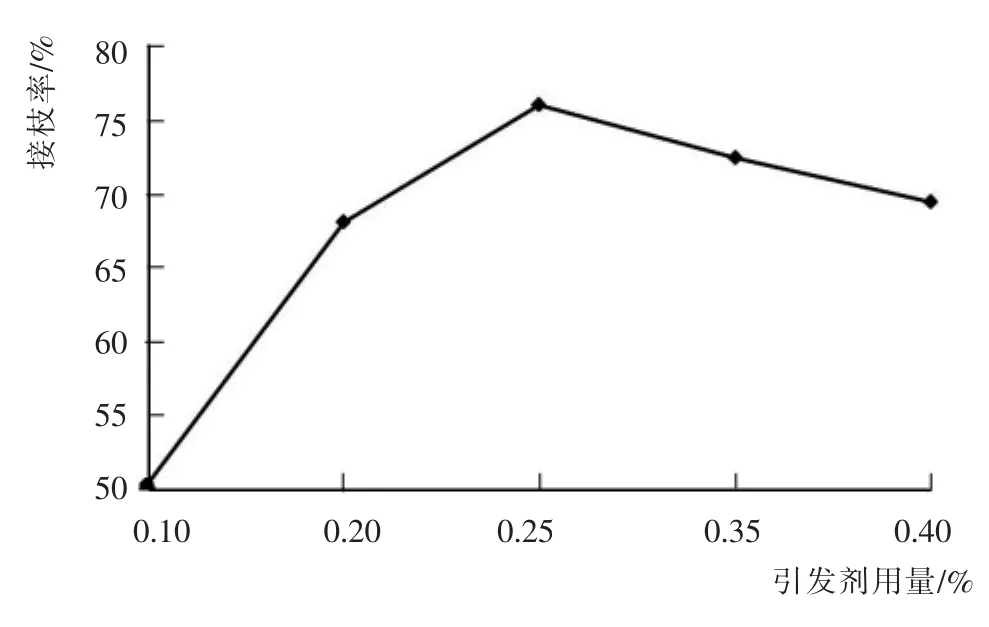
图4 引发剂用量对接枝率的影响Fig.4 Influence of initiator concentration to grafting ratio
由图4可知,随着引发剂用量的增大,接枝率呈现先增后减趋势。因为随着引发剂增加,CMC自由基活性增加,从而产生更多自由基,引发更多单体进行接枝共聚,接枝率自然增大;但当引发剂用量增大到0.25%后,再增加其用量,过多的CMC自由基加速了分子链的终止,导致接枝共聚反应终止,接枝率随之降低[5]。
2.1.4 反应温度对接枝率的影响
按照CMC∶单体总量为3.5∶10,单体配比AA∶AM∶DMDAAC为4∶3∶3,引发剂用量为0.25%,反应时间为3 h的条件,考察反应温度改变对接枝共聚反应的影响,结果如图5所示。
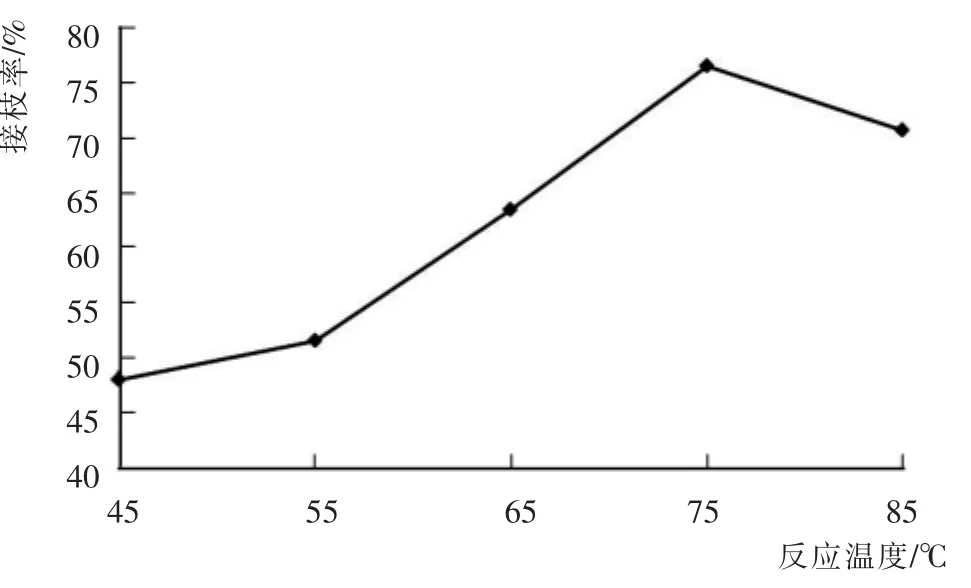
图5 反应温度对接枝率的影响Fig.5 Influence of reaction tem perature to grafting ratio
由图5可知,当温度低于65℃时,接枝率不足65%。因为该接枝共聚反应为吸热反应,温度过低时,提供的反应热不足以提供反应所需要的能量,且易导致引发剂氧化还原反应率低。当温度达到75℃时,接枝率达到最大。当温度高于75℃时,反应速度过快,引发剂快速分解,降低了对自由基的引发能力,部分接枝共聚反应不能进行。同时,CMC在水中发生溶胀,大分子链易断裂,导致接枝共聚反应率下降[6]。
2.1.5 反应时间对接枝率的影响
按照CMC∶单体总量为3.5∶10,单体配比为AA∶AM∶DMDAAC为4∶3∶3,反应温度75℃,引发剂用量0.25%的条件,考察反应时间改变对接枝共聚反应的影响,结果如图6所示。
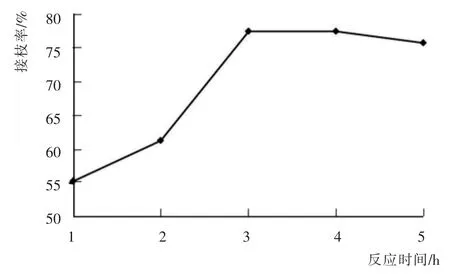
图6 反应时间对接枝率的影响Fig.6 Influence of reaction timeto grafting ratio
由图6可知,反应时间过短,接枝率较低。在反应时间达到3 h后,接枝率达到最大。接枝反应是在引发剂分解、引发活性点位、单体在活性点位接枝等基础上进行的,需要一个过程。3 h之后,引发剂分解完成,CMC上能接枝的活性点位已经占据,单体浓度下降,聚合反应平缓,再增加反应时间,对于接枝率已经基本没有影响[7]。
2.2 混凝沉降条件对絮凝效果的影响
2.2.1 pH值对浊度去除率的影响
保持改性CMC絮凝剂投加量为20mg/L,选择快速和慢速搅拌条件分别为180 r/min和30 r/min(下同),依次快速搅拌10min→慢速搅拌15min→静置1 h,考察水样pH值对絮凝效果的影响,结果如图7所示。
由图7可知,随pH值上升,浊度去除率呈先增后减的趋势,最佳pH值为8.5。
2.2.2 改性CMC用量对浊度去除率的影响
保持水样pH值为8.5,在依次快速搅拌10min→慢速搅拌15mi n→静置1h条件下,改变CMC絮凝剂投加量,考察其对浊度去除率的影响,结果如图8所示。
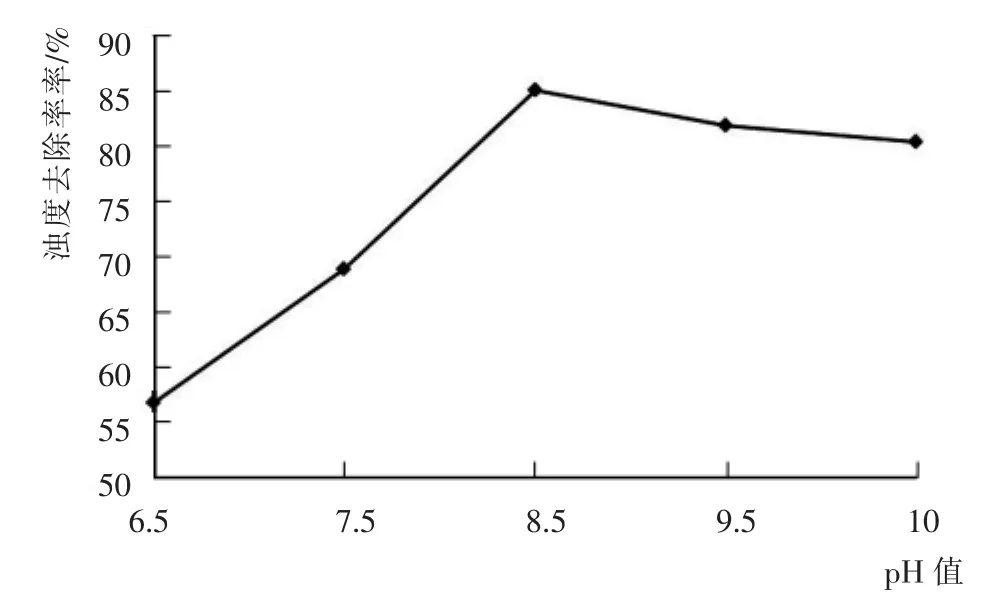
图7 pH值对浊度去除率的影响Fig.7 Influence of pH value to turbidity removal rate
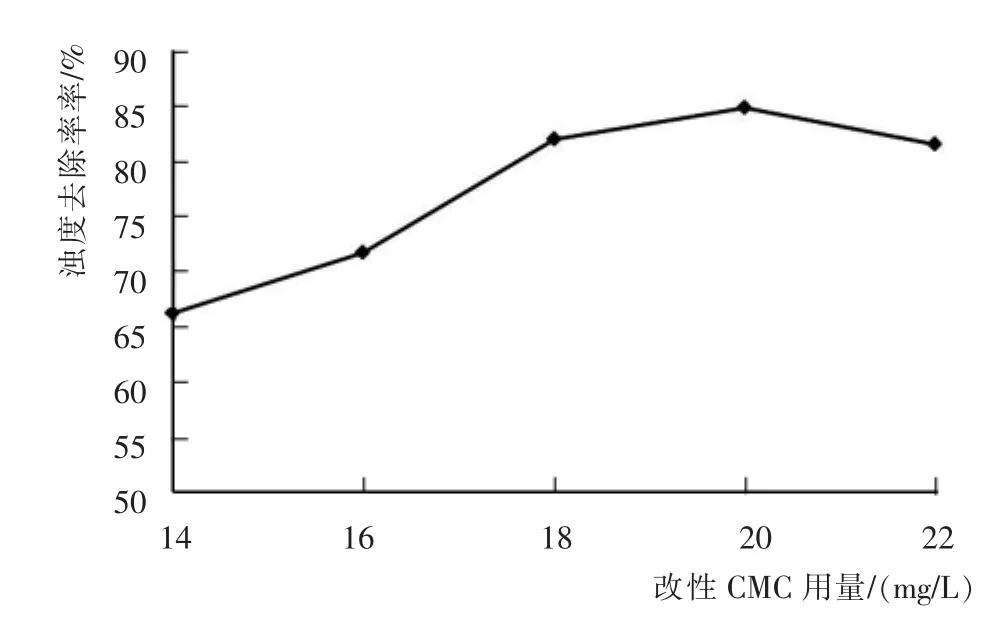
图8 改性CMC用量对浊度去除率的影响Fig.8 Influence of modified CMC concentration to turbidity removal rate
由图8可知:随改性CMC用量增加,浊度去除率呈先增后减的趋势,最佳投加量为20mg/L。
2.2.3 搅拌条件对浊度去除率的影响
保持改性CMC絮凝剂投加量为20mg/L、水样pH值为8.5,改变搅拌条件为:快速5min→慢速10 min、快速10 min→慢速10 min、快速 10min→慢速15min及快速10 min→慢速20 min,最后均静置1 h,取样测定。结果表明:快速10min→慢速15 min→静置1 h为最佳搅拌条件,其浊度去除率最高达84.15%。
2.3 最佳条件的验证试验
取校园污水处理站的出水,制备3份平行水样,调节水样pH值至8.5,各加入改性CMC絮凝剂20 mg/L,依次进行快速搅拌 10min→慢速搅拌 15 min→静置1 h,得其浊度去除率分别达 84.7%、85.0%和85.1%。
3 结语
(1)以CMC为主要原料,以AA、AM、DMDAAC等单体为改性剂,在一定条件下进行接枝共聚,制备改性CMC絮凝剂。最优制备条件为:CMC∶单体总量为3.5∶10,单体配比AA∶AM∶DMDAAC为4∶3∶3,反应温度为75℃,反应时间为3 h,引发剂用量为0.25%。
(2)改性CMC絮凝剂用于去除水质浊度的试验表明:在pH值为8.5、絮凝剂投加量为20mg/L、依次快速搅拌10min→慢速搅拌15min→静置1 h混凝沉降条件下,絮凝效果最佳。
[1]张育新,康勇.絮凝剂的研究现状及发展趋势[J].化工进展,2002,21(11):799-804.
[2]楼益明.羧甲基纤维素生产及应用[M].上海:上海科学技术出版社,1991:93-95.
[3]马静,赵妍嫣.羧甲基纤维素钠与丙烯酰胺的接枝共聚及其缓释性质研究 [J].农产品加工,2006,10(10):157-158.
[4]郭红玲,李新宝.改性羧甲基纤维素絮凝剂的制备及应用[J].人民黄河,2010,32(9):46-47.
[5]达超超,闫沙沙.S-DMDAAC-AM阳离子型高分子絮凝剂的合成及性能研究[J].化工技术与开发,2011,40(3):1-3.
[6]邹静.新型无机—有机复合高分子絮凝剂的制备及性能研究[D].北京:北京化工大学,2012.
[7]刘志宏,张洪林.羧甲基纤维素与丙烯酸合成改性絮凝剂及应用[J].西南给排水,2008,30(6):28-31.
[责任编辑 杨明庆]
X703.5
B
1008-486X(2015)02-0045-04
2014-11-18
2013年度黄河水利职业技术学院青年基金项目:改性羧甲基纤维素絮凝剂的制备及性能研究(2013QNKY015)。
王宗舞(1978-),女,河南南阳人,副教授,硕士,主要从事环境监测与治理技术专业教学与研究工作,研究方向:新型水处理剂制备与应用。
猜你喜欢
合成树脂及塑料(2020年6期)2020-12-29
石油沥青(2019年4期)2019-09-02
天然产物研究与开发(2019年1期)2019-03-01
钻井液与完井液(2018年5期)2018-02-13
华东纸业(2016年2期)2017-01-19
中国塑料(2016年3期)2016-06-15
中国洗涤用品工业(2016年2期)2016-02-28
中国塑料(2015年1期)2015-10-14
河北科技大学学报(2015年5期)2015-03-11
应用化工(2014年10期)2014-08-16
