伺服控制系统在Hegenscheidt滚压校直设备上的应用
2015-02-24 07:38丁磊
机床与液压 2015年22期
丁磊
(上汽通用五菱汽车股份有限公司青岛分公司,山东青岛 266555)
Hegenscheidt滚压校直设备是世界最先进的滚压校直设备,它常见于发动机工厂曲轴工段。这种德国制造的先进设备分为两个工序:沉割槽的深滚压和曲轴的滚压校直。深滚压的目的是产生内部应力、提高表面硬度和改善表面光洁度;滚压校直的目的是通过引入残余压力的滚压校直来提高曲轴的抗疲劳强度。文中重点分析了这两种工序的控制原理:工件的伺服定位和压力的伺服控制。
1 工件的伺服定位
1.1 半闭环控制系统工作原理
交流伺服系统需对电机转子的任意角度定位控制,所以必须采用闭环控制。根据位置检测装置安装的位置不同,闭环控制可以分为半闭环控制和全闭环控制。Hegenscheidt的滚压校直设备就是采用了较为简单的半闭环控制,见图1。
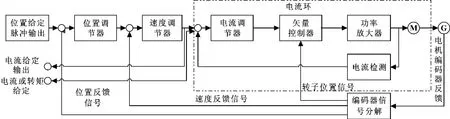
图1 Hegenscheidt滚压校直设备的控制原理
半闭环控制系统的位置检测装置为角位移检测元件 (如光电编码器),它一般直接安装在伺服电机上,与电机制成一体。通过编码器对电机转角进行检测,可以间接地反映移动部位的直线位移量。
编码器信号可以根据需要分解为转子位置信号、速度反馈信号和位置反馈信号。转子位置检测信号用于交流伺服驱动器的逆变功率晶体管的换向控制,速度反馈信号用于伺服驱动器内部速度的闭环调节与控制,位置反馈信号用于位置的闭环自动调节。由于伺服电机与丝杠直接或间接相连,只要能控制伺服电机的转角与转速,就可以间接控制移动部件的速度和位移量。这种系统实质只是对电机的角位移进行了闭环控制,而没有实现对最终输出 (如直线位移)的闭环控制,故称为“半闭环控制系统”。
半闭环控制系统具有设计方便、结构简单、制造成本低、性价比高等特点,电气控制与机械传动部件之间有明显的分界,机械部分的间隙、摩擦死区、刚性等非线性环节都在闭环以外,因此半闭环控制系统调试方便、稳定性好,被广泛应用到精度要求不是很高的数控设备上。Hegenscheidt滚压校直设备正是利用半闭环控制系统来控制主轴旋转角度,实现工件伺服定位。
1.2 Siemens伺服控制系统和Rexroth伺服控制系统在工件定位中的应用
老式的Hegenscheidt滚压校直设备多采用Rexroth伺服控制系统来实现工件定位,见图2。主体伺服驱动器型号为DKC03.3-200-7-FW,它集电源、控制、功率驱动于一体。此系统的硬件主体包括控制器、功率放大单元、位置数据反馈单元、Profibus-DP协议通信单元、数据存储单元、保护装置、散热装置等。这种Rexroth控制系统通过伺服驱动器驱动Rexroth MAD电机,电机编码器将转子角度信号反馈给驱动器,实现了位置环、速度环和电流环三环同步控制,从而构造了半闭环控制系统。

图2 老式的Hegenscheidt滚压校直设备的伺服控制系统
新式的Hegenscheidt滚压校直设备采用Siemens伺服控制系统来实现工件定位,见图3。主体控制系统采用SINAMICS S120系列,它是集V/F控制、矢量控制、伺服控制于一体的多轴驱动系统,具有模块化的设计。硬件主体部分包括控制单元模块、整流/回馈模块、电机模块、传感器模块和电机编码器等,各模块通过Drive-CLIQ相连,实现高速通信。

图3 新式的Hegenscheidt滚压校直设备的伺服控制系统
2 压力的伺服控制
2.1 PI过程控制规律工作原理
现在应用比较多的过程控制规律有PID控制规律、自适应控制规律、模糊控制规律等。PID控制规律是最早发展起来,目前在工业过程中依然是应用最为广泛的控制策略之一。PID控制规律结构简单,且综合反映了系统过去的积分作用 (I)、现在的比例作用 (P)和未来的微分作用 (D)3个方面的信息,对动态过程无须太多的预知,鲁棒性强和控制效果好。
Hegenscheidt滚压校直设备采用了PI(比例积分)控制规律。PI控制器是一种线性的控制器,它由给定值与实际输出值构成控制偏差,将偏差的比例(P)和积分 (I)通过线性组合构成控制量,对被控制对象进行控制。简单说PI控制作用如下:
(1)比例环节
即时成比例地反映控制系统的偏差信号,偏差一旦产生,控制器立即产生控制作用,以减少偏差。通常随着值的加大,闭环系统的超调量加大,系统响应速度加快,但是当增加到一定程度,系统会变得不稳定。
(2)积分环节
主要用于消除静差和提高系统的无差度。积分作用的强弱取决于积分常数,积分常数越大,积分作用越弱,反之越强。
理想的PI调节器传递函数:

PI调节器的微分方程:

PI调节器的时间特性如图4所示,只要输入信号不为零,即偏差e存在,积分控制规律就要起作用,输出就要不断增加,直到e为零时输出才进入保持状态。因此积分控制规律是一种消除静差的控制,且TI越大积分作用越强。

图4 PI调节器的时间特性

当u=100%时静差最大:

式中:KI是积分增益。
因此,KI是调节器标识消除静差的一项指标,在模拟调节器中它是运算放大器的开环放大倍数,在数字调节器中它反映数值容量。
2.2 压力伺服控制系统在调整滚压力上的应用
Hegenscheidt滚压校直设备在滚压单元压力的输出上使用了压力伺服控制,鉴于滚压力的实际输出情况选择了PI控制规律,控制原理见图5。

图5 压力伺服控制原理
压力伺服控制系统硬件主体包括:Siemens 300系列PLC、YE9调节器控制板、YE11复位板、UE6测量板、比例阀、压力检测传感器等。通过PLC模拟量输出模块对YE9调节器控制板发送设定压力值,滚压单元上的压力传感器检测实际滚压力并反馈给YE9调节器控制板;YE9调节器控制板利用PI控制规律处理设定值和测量值的偏差,输出信号给比例阀,然后比例阀输出滚压力控制滚压单元动作。PI控制规律集成到YE9调节器控制板上,通过调节电位计“P”、 “I”,实现对比例作用和积分作用的调节。
Hegenscheidt滚压校直设备通过YE9调节器控制板调整滚压力的方法如下:
(1)设定待测量滚压单元的滚压力和接触力。
(2)将示波器两路分别接到UE6电路板上设定和实际值,如图6。
(3)打开工作力和接触力自动转换模式。
(4)调节YE9电路板上的电位计“P”,调整放大倍数,使实际测量压力在变化时不会有太大波动,见图7。
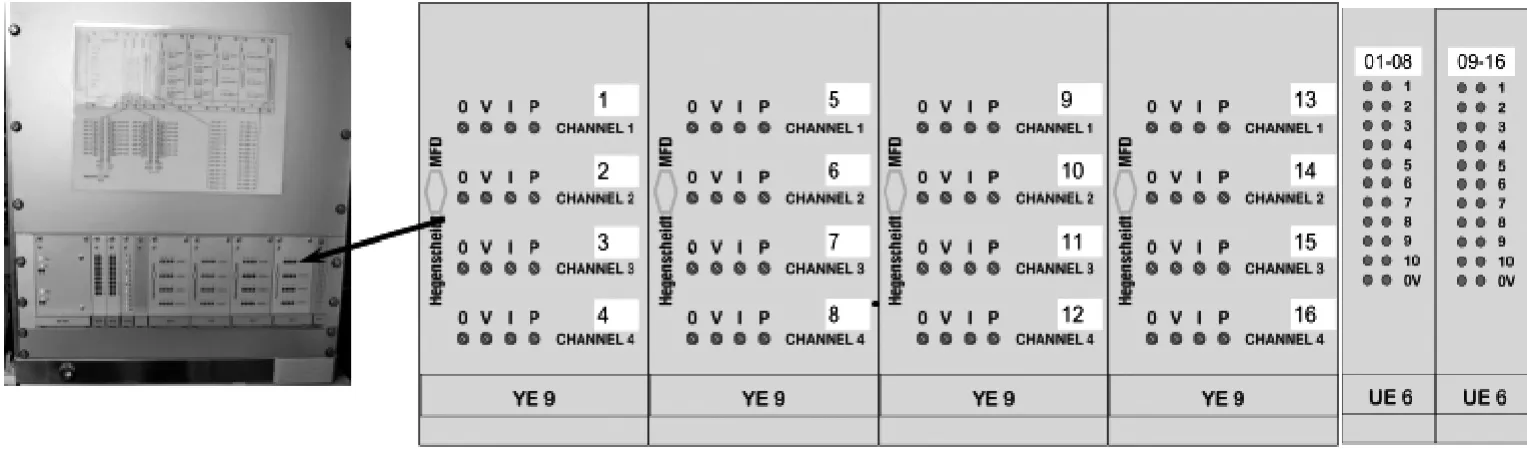
图6 UE6电路板
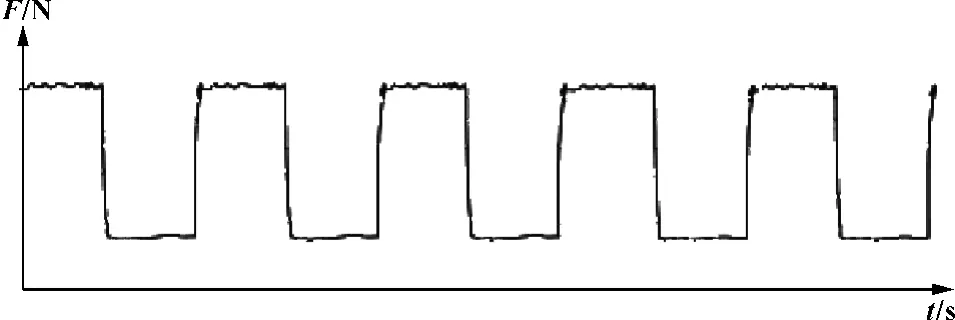
图7 滚压力时间特性曲线
(5)调节YE9电路板上的电位计“I”来调整积分作用,使实际测量值与设定测量值尽可能地接近,静差尽量小,见图8。

图8 实际压力与额定压力时间特性曲线
(6)打开滚压单元,调节YE9电路板上电位计“0”,使实际测量值为0。
(7)将手持测力仪放入滚压单元,用工作力夹紧单元,调节YE9电路板上的电位计“V”,使测力仪上显示的压力与设定的工作力相等。
(8)最后在HMI界面上调节设定压力/实际压力比例系数,使面板上的滚压力监控画面上的设定力与实际力相等。
3 伺服控制的发展前景
伺服控制系统在高精度数控机床上应用广泛,随着中国制造业产业的升级和发展模式的升级,伺服控制系统在电气控制领域将会越来越重要。在过去的粗放式生产模式中,生产线上主要使用了一般的交流异步电机、直流电机、力矩电机等,对控制系统的要求相对来说比较简单。在发达国家,伺服控制系统在制造业中应用相当广泛,伺服控制系统的技术含量高,控制精度高,所以无形中提高了设备的利润空间。
伺服驱动器是在变频技术的基础上发展起来的,伺服驱动器对半闭环控制的算法更加精密,使用的电气元件性能更好,功能上比变频器更加强大。伺服电机在结构和材料方面优于一般电机,从而响应特性和抗负载能力远远高于变频器控制的交流电机。在人力成本逐渐升高的当今中国,高智能伺服控制系统的应用必将越来越广泛。
[1]龚仲华.交流伺服驱动从原理到安全应用[M].北京:人民邮电出版社,2010:9-10.
[2]何离庆.过程控制系统与装置[M].重庆:重庆大学出版社,2003:49-51.
[3] Hegenscheidt-MFD GmbH & Co KG.Operating/Maintenance Manual[M].Germany:Hegenscheidt-MFD GmbH& Co KG,2013 3.3.7 -3.3.21.
[4]Hegenscheidt-MFD GmbH & Co KG.Operating/Maintenance Manual[M].Germany:Hegenscheidt-MFD GmbH &Co KG,2008 3.3.7 -3.3.18.
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06
橡塑技术与装备(2021年5期)2021-03-16
电子制作(2019年23期)2019-02-23
测控技术(2018年1期)2018-11-25
电子制作(2018年11期)2018-08-04
火控雷达技术(2016年2期)2016-02-06
电源技术(2015年9期)2015-06-05
电测与仪表(2015年20期)2015-04-09
电测与仪表(2015年3期)2015-04-09
电测与仪表(2015年3期)2015-04-09