Q420qD起重吊钩的工艺优化
2015-02-23 07:19梁涛辛永木
金属加工(热加工) 2015年5期
梁涛,辛永木
Q420qD起重吊钩的工艺优化
梁涛,辛永木

【摘要】Q420qD材料是起重吊钩用钢,属低碳合金钢。按照标准规定热处理为锻后正火+回火或调质。在我们生产实践过程中,工件正火+回火处理后检测连体试棒时有力学性能不合格现象。选用调质处理进行试验,获得的综合力学性能比正火+回火要高很多,这是由于在调质过程中,工件表层发生索氏体转变,而内层比正火的珠光体转变组织要细小,从而细化晶粒,使工件力学性能得到提高,满足了使用要求,提高了起重吊钩的使用安全系数,因此生产中我们优选热处理工艺为调质。
我公司生产的S级起重吊钩,按GB10051—2010《起重吊钩》标准规定,选用Q420qD吊钩专用钢,其化学成分符合GB/ T 714—2008《桥梁用结构钢》(见表1),Q420qD中wMn=1.0% ~1.7%。参照《中国材料工程大典,第2卷,钢铁材料工程(上)》中表6.1-1,按化学成分划分为非合金钢、低合金钢、合金钢,可将其归到低合金钢类,属于低碳低合金钢系列。
该产品吊钩有效尺寸为100m m(见图1),按G B/T 10051—2010《起重吊钩》中规定的S级(材料选Q420qD)锻造生产,采用正火+回火或调质。主要工艺流程为:锻造→粗加工→热处理→精加工。热处理技术要求:连体试棒距外表面r/3处取纵向试样,屈服强度ReL≥410MPa,抗拉强度Rm≥540MPa,断后伸长率A≥19%,断面收缩率Z≥50%,-20℃冲击吸收能量KV2≥47J。
1. 热处理方法
针对标准GB/T 10051—2010中规定的该钢种制作的吊钩热处理状态为正火+回火或调质态,分别对其进行工艺试验,优选热处理工艺。工件经920℃正火空冷+550℃回火后检测连体试棒的力学性能,由于正火冷却速度受气候及出炉后的摆放等因素影响,工件的力学性能数据很不稳定,其中屈服强度数值刚刚达到技术要求,且时常出现屈服强度检测结果稍低于要求的情况,易产生不合格品(见表2)。
据《金属材料缺陷检测实例及缺陷金相图谱》介绍,屈服强度低的原因与工件淬火后的硬度和回火后的硬度都有关系,特别是淬火硬度对屈服强度的影响很大。按照这一思路,Q420qD吊钩加热后,加大冷却速度会影响工件的屈服强度,因此我们初步推断正火空冷与调质相比较,采用调质处理会显著提高工件的力学性能。
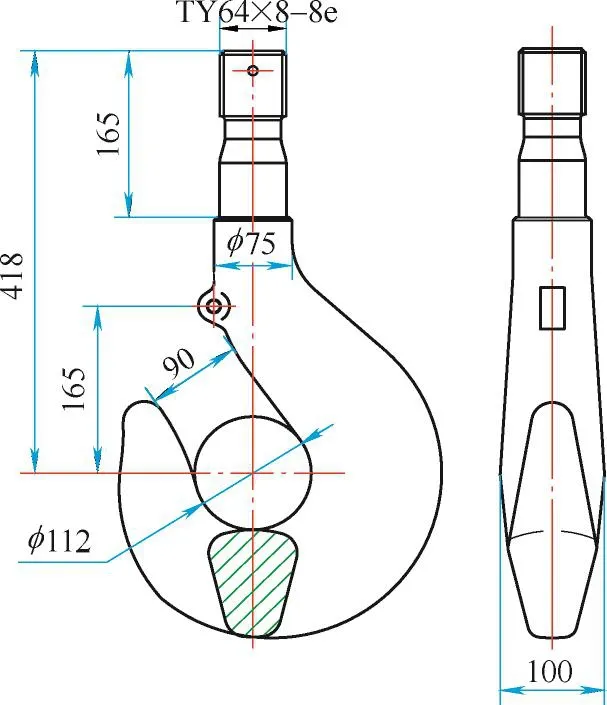
图1 热处理时工件示意
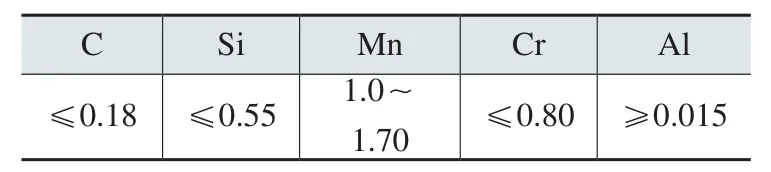
表1 Q420qD 化学成分(质量分数)(%)
我们知道,工件冷却速度越快,奥氏体转变过冷度越大,转变产物组织越细小,工件就会得到更好的性能。当低碳钢工件尺寸在100mm左右时,受尺寸效应的影响,当工作环境温度较高及
工件摆放紧密时,工件正火冷却速度(尤其是工件内层)就会降低,正火时析出大量的块状铁素体,从而影响工件的力学性能。
许多资料中对低碳合金钢的强韧化都有详细的论述,低碳合金钢直接淬火获得低碳马氏体,低碳马氏体具有高强度、高韧性相结合的综合力学性能,低碳钢进行低碳马氏体强化是发挥其强韧性潜力的有效途径,淬火后获得低碳马氏体,再经高温回火获得索氏体组织,大大提高了工件的塑性和韧性,从而使工件获得良好的综合力学性能。
结合上述分析,我们对该产品进行调质处理的工艺试验。调质处理工艺过程如图2所示,920℃保温奥氏体化后用10%盐水冷却,520℃回火出炉水冷,将工件的表面硬度控制在28~32HRC,在吊钩连体试坯上,距外表面r/3处按技术要求取纵向力学性能试样,检测结果见表2所示。
2. 试验结果
由表2可见,经调质处理后,Q420qD材料的屈服强度平均值比正火处理高145MPa(屈服强度提高了36%),抗拉强度也相应得到了提高。经两种工艺试验结果对比可见,调质后工件强化效果十分显著,从而提高了工件使用的安全系数。
提高钢的强度、韧性等主要通过控制钢的化学成分、显微组织形态、固态形变和晶粒细化等来实现,其中晶粒细化是强化、韧化综合效果最好且消耗资源最少的技术措施。本文中所述吊钩调质过程中,淬火冷却介质采用10%盐水,淬火时工件表面及内层冷却速度相比正火冷却速度大大提高,且冷却速度受环境温度影响小,此时工件内层由奥氏体转变的组织析出铁素体量减少,共析体变细(相比于工件采用正火工艺),产生的淬火组织细小,再经高温回火后得到细小均匀的调质组织,从而对工件产生强化作用,提高工件的力学性能。
3. 结语
在生产实践中,我们针对两种热处理工艺进行了多炉次的工艺试验,经对比后优选调质作为Q420qD吊钩的热处理工艺,使工件表面硬度提高,表面耐磨性优于正火处理的吊钩,取样部位(工件内层)由于得到细小的组织,综合力学性能比正火处理要高,调质工件的整体安全性能优于正火+回火的工件。
相比于正火工艺,采用调质工艺大大提高了热处理合格率,杜绝了热处理返工现象。
参考文献
[1] 中国钢铁工业协会.GB/T 714—2008桥梁用结构钢[S]. 北京:中国标准出版社,2009.
[2] 干勇,等.中国材料工程大典,第2卷,钢铁材料工程,上册[M].北京:化学工业出版社,2006:295.
[3] 全国起重机械标准化技术委员会.GB/T 10051.1~10051.5—2010起重吊钩[S].北京:中国标准出版社,2011.
[4] 郝清月.金属材料缺陷检测实例及缺陷金相图谱[M].北京:中国知识出版社, 2006:383.
[5] 闫肃.低碳钢铁素体晶粒超细化技术[J].金属热处理,2005(10).
[6] 潘健生,胡明娟.热处理工艺学[M].北京:高等教育出版社,2009.
[7] 马鹏飞,李美兰.热处理技术[M].北京:化学工业出版社,2008.
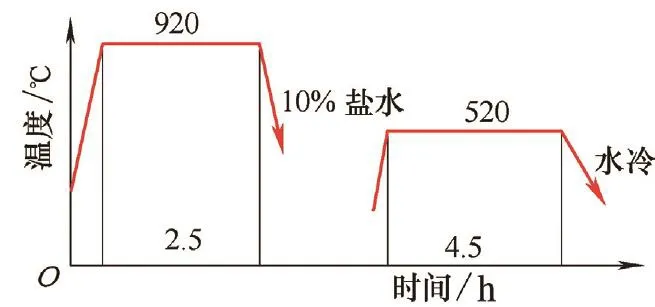
图2 调质工艺曲线
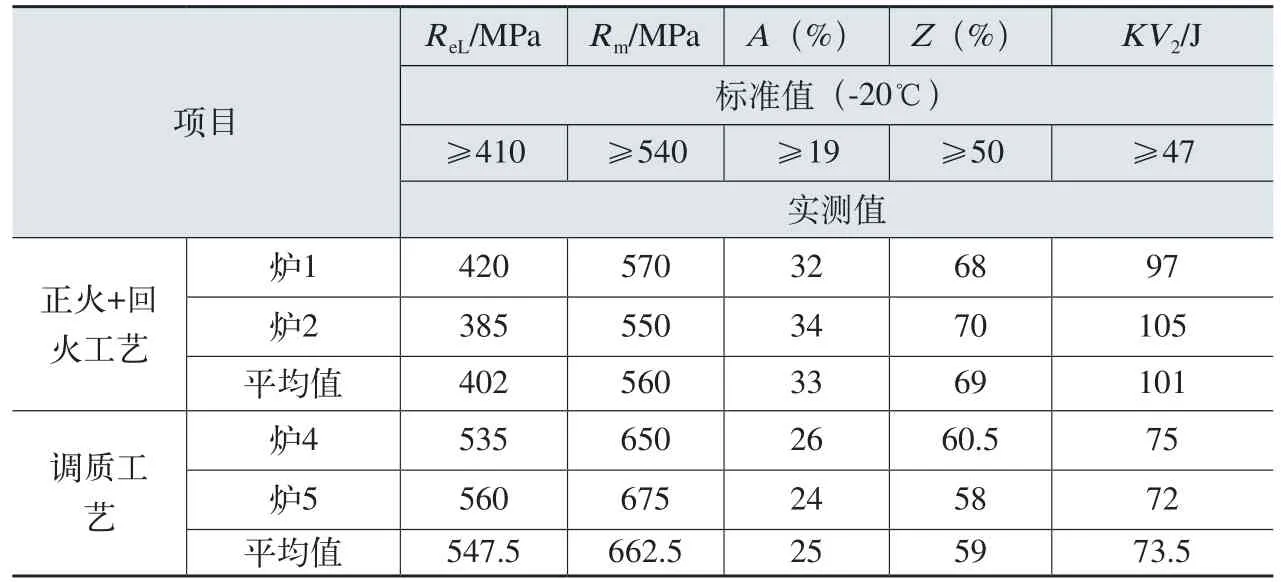
表2 力学性能检测结果对比
20150114
作者简介:梁涛、辛永木, 巨力索具股份有限公司。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
山东冶金(2022年1期)2022-04-19
山西冶金(2020年3期)2020-07-15
山东冶金(2019年3期)2019-07-10
山西冶金(2017年6期)2018-01-17
制造技术与机床(2017年9期)2017-11-27
饲料工业(2016年1期)2016-03-22
油气田环境保护(2015年4期)2015-12-28
铸造设备与工艺(2015年3期)2015-07-11
中国质量监管(2015年12期)2015-03-24