基于CAD/CAM软件的模具设计与制造
2015-02-22 09:43王波
机械制造与自动化 2015年2期
王波
(西安航空职业技术学院,陕西 西安 710089)


基于CAD/CAM软件的模具设计与制造
王波
(西安航空职业技术学院,陕西 西安 710089)
摘要:以塑料窗限位块为例,根据塑件的结构特征,利用CAD软件Pro/E进行模具型芯、型腔、标准模架及标准零部件的设计;利用CAM软件MasterCAM进行模具型腔的加工。该种方法的应用可以大大提高模具设计效率,缩短模具设计、加工周期。
关键词:CAD/CAM;设计;注塑模;模具
0前言
在传统的注塑模具设计过程中,主要是根据公式及经验设计,通过不断的试模来实现设计方案,实践证明这种方法并不能提高一次成型的机率,而且模具的生产周期很长,经济成本很高。本文采用CAD/CAM技术对塑料窗限位块注塑模具进行设计与制造,具有较好的应用价值。
1塑件成型工艺的可行性分析
1.1 产品有关信息
在对模具进行设计之前,应充分了解制品的用途、特性、设计参数及要求,然后确定制品的工艺条件,表1所示为塑钢窗限位块工艺表,图1为塑件工程图。

表1 塑钢窗限位块工艺表

图1 塑件图
1.2 塑件分析
该产品材料为聚氯乙烯,聚氯乙烯热稳定性差,在成型温度下容易分解放出氯化氢,所以,在成型时,必须加入稳定剂和润滑剂,并严格控制温度及熔料的滞留时间,不能用一般的柱塞式注射成型机成型聚氯乙烯,应采用带预塑化装置的螺杆式注射机。聚氯乙烯流动性差,所以模具浇注系统应粗短,进料口截面宜大。本产品是塑钢窗的零部件,由此可以选硬聚氯乙烯,硬质聚氯乙烯的密度为1.38~1.43g/cm3[1]。
该产品在常温下使用,精度要求不高,一般只要满足要求,尽可能取较低的精度,故选择MT7。同时,该产品是大批量生产,故模具设计应多腔,根据本产品的材料特性和结构形状,设计一模四腔结构经济性比较好。利用PRO/E软件设计好的塑件模型,可以直接计算出单件的体积为6.148cm3,质量为8.6g。
2选择注射机
利用PRO/E软件计算出单件的质量为8.6g,由于采用一模四腔,所以塑件每次需要注射量(含浇注系统凝料的质量,估算为10g)为44.4g。根据注射量,查模具设计手册设定注射机,选用XS-ZY-125型号,满足注射量小于注射机允许的最大注射量80%的要求。该注射机主要参数如表2。
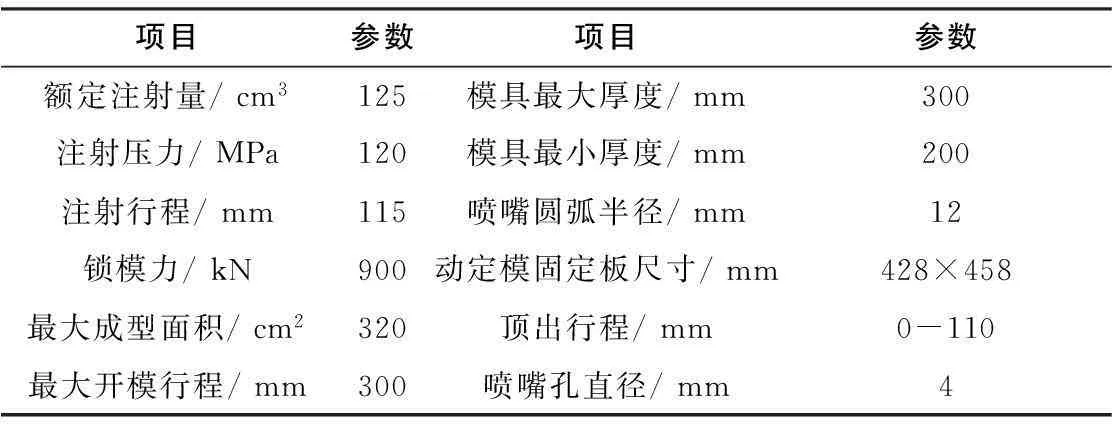
表2 XS-ZY-125技术参数
3基于Pro/E软件的注射模设计
3.1 基于Pro/E的注射模设计的一般流程
利用Pro/E软件进行注塑模具设计的流程如图2所示[6]。首先进行塑件的三维建模,根据三维模型创建模具模型;根据所选塑料的品种设定产品收缩率;然后建立分型面,将凸凹模进行分割;进而设计浇注系统;生成模具组件;进行试模,创建铸件,并进行模具开模和检测,最后进行模具的装配和辅助零件的设计,模具设计好后,转入数控加工制造,从而实现模具设计和数控加工的集成[7-8]。
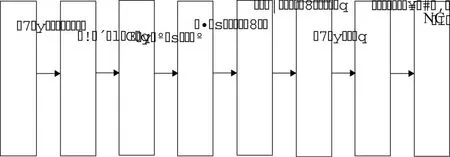
图2 Pro/E注塑模具设计流程图
3.2 应用Pro/E对塑件进行三维建模设计
根据塑件的工程图,应用Pro/E软件进行三维建模设计,如图3所示。

图3 塑件三维图
3.3 应用Pro/E进行塑料窗限位块的注塑模具设计
塑钢窗限位块三维造型完成后,利用Pro/E软件进行模具组件设计,主要进行参考模型的布局、收缩率的设置、毛坯工件的设计、分型面的设计、分割体积块、抽取模具元件、铸模及开模等设计过程,其设计结果如图4所示。
由于本产品一模四腔,考虑到型芯便于机械加工,所以采用镶拼式组合结构,最终的模具型芯组件如图4(b)所示。凹模内表面结构相对简单,将其设计为整体式,如图4(c)所示。
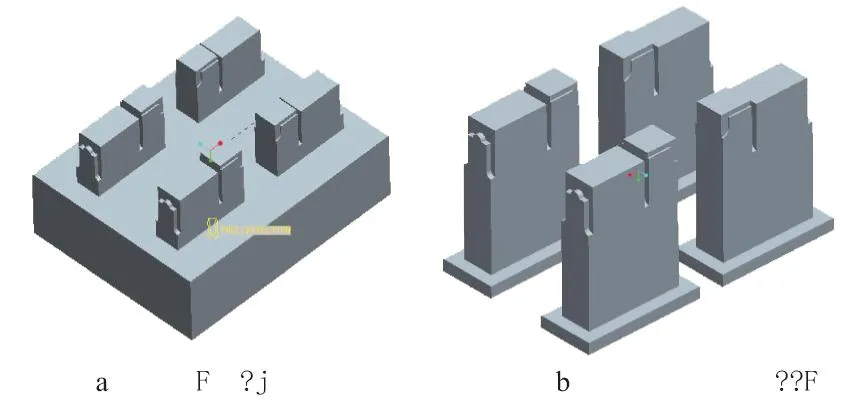
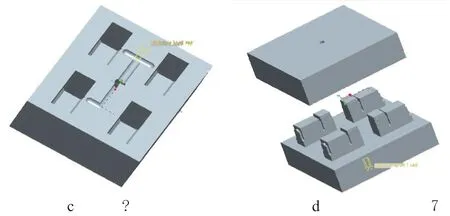
图4 凸凹模设计
3.4 应用Pro/E外挂EMX进行标准模架设计
根据塑件的结构完成型芯、型腔的设计,同时确定出开模的方式以及塑件的顶出方式,通过注塑模具设计专家EMX系统调入标准模架以及相关的标准件,完成该塑件一模四腔的设计,其模具总装图如图5所示。为进一步观察模具及其内部结构,将其结构进行分解,模具总装爆炸图如图6所示。

图5 模具总装图
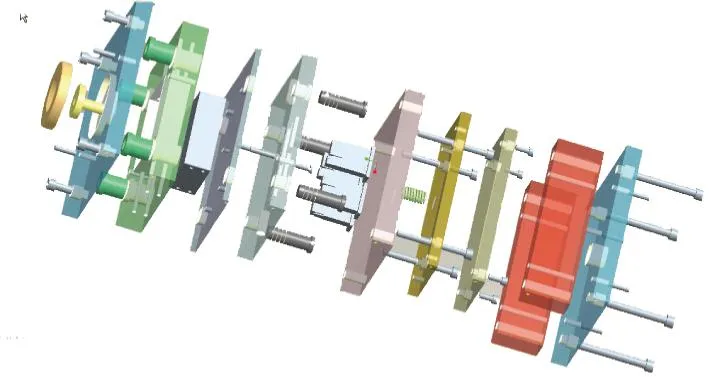
图6 模具总装爆炸图
4基于MasterCAM仿真加工
4.1 仿真加工工艺参数的确定
仿真加工是利用计算机模拟现实加工的,也同样需要制定合理的加工工艺。这样不仅能与现实加工相结合,同时对实际加工中加工工艺优缺点进行分析,而且还能提高仿真的效果与品质。因此,根据塑料窗限位块模具型腔的特点,对模具凹模(3Cr2Mo钢)的型腔、横浇道、内浇口进行区域划分分别进行粗加工、精加工等工序。
1) 工序1对毛坯的四个方腔进行粗加工
根据塑料窗限位块模具的凹模尺寸,选择数控机床进行粗加工,加工采用小负荷快走刀的方式加工会有更好的效果;采用螺旋式下刀或斜向下刀方式,可以防止进刀的时候产生剧烈震动,甚至出现刀具崩裂,本次采用螺旋式下刀,并把下刀的直径和高度设置不是太大,以免走空刀时间太长。根据以上工艺特点,采用高速刀具路径里的区域间隙加工方式,选用D10R2的硬质合金圆鼻刀,平面进给率为1500mm/min,深度进给率为200mm/min,主轴转速为3000r/min,提刀速率为5000mm/min,加工余量1rnrn。
2) 工序2横浇道的粗加工
根据横浇道的型腔特点,采用外形铣削加工方式。选用D6R3的硬质合金球刀。平面进给率为1000mm/min,深度进给率为100mm/min,主轴转速为2000r/min,提刀速率为5000mm/min,切削宽度0.5mm,加工余量1mm。
3) 工序3钻孔
被加工的孔主要用于浇口套的装配,所以采用钻、镗加工方式。采用D5中心钻钻中心孔,再用D9.8钻头钻初孔,再选用D10H7镗刀镗孔。
4) 工序4四个方腔精加工
对型腔表面进行最终加工。采用等高外形精加工,选用D10R1硬质合金圆鼻刀,平面进给率为2000mm/min,深度进给率为250mm/min,主轴转速为3500r/min,回刀速率为5000mm/min,切削间距0.3mm。
5) 工序5内浇口加工
内浇口是连接横浇道和型腔的重要通道,采用外形铣削加工方式。选用D2的平底硬质合刀,平面进给率为300mm/min,深度进给率为100mm/min,主轴转速为1800r/min。
4.2 仿真结果
根据上述的加工工艺和参数,在MasterCAM中形成刀具轨迹如图7所示,然后采用MasterCAM的仿真模块对凹模加工进行仿真,其仿真结果如图8所示。
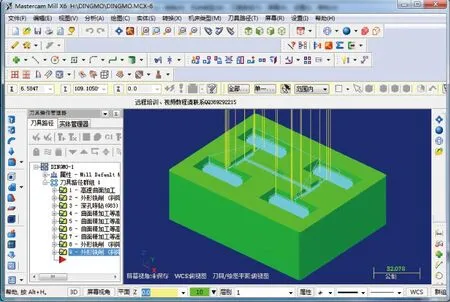
图7 刀具轨迹
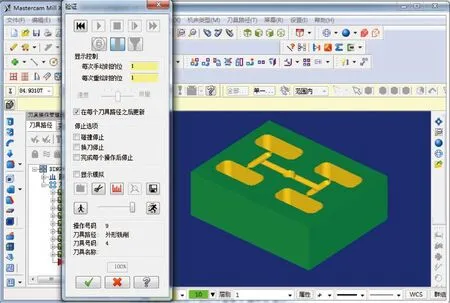
图8 仿真加工结果
4.3 NC代码的生成
通过仿真加工,进而实现现实加工,通过仿真直接生成加工轨迹,进而变成数控加工程序。MasterCAM系统具有强大的后处理功能,可以自动生成加工机床所需的加工程序。图9是MasterCAMX6系统的NC程序文件编辑器,用户可以通过该编辑器对NC代码进行编辑。国产的数控系统一般在MasterCAM中没有对应的PST文件,只要把生成的程序改头改尾即可[9]。
图9 NC程序编辑器
5结语
根据塑件的结构特征,利用CAD/CAM技术对塑料窗限位块进行了设计与制造,得到了合理精确的注塑模具。选用该方法的主要目的是为了大大缩短产品设计制造周期,降低产品设计成本,提高产品的品质。通过实践证明,CAD /CAM技术的应用,不但适合当前我国的模具发展现状,还可以加快发展我国的模具工业,特别是塑料模具工业。
参考文献:
[1] 刘彦国,吕永锋. 塑料成型工艺与模具设计[M]. 北京:人民邮电出版社, 2011.12.
[2] 陶筱梅,杜小清. Pro/E在塑料模具设计中的应用[J]. 塑料科技,2008,36(11):74-77.
[3] 王东辉, 孙海洋. Pro/E 在塑料模具设计中的应用[J]. 哈尔滨轴承,2008,29(1):84-86.
[4] 王平,余蔚荔. Pro/E野火版机械工程应用基础[M]. 北京:化学工业出版社,2004.11.
[5] 朱磊. Pro/E中文野火版4.0基础教程[M]. 长沙:国防科技大学出版社,2009.9.
[6] 詹友刚. Pro/E中文野火版2. 0模具设计教程[M]. 北京:机械工业出版社, 2006.
[7] 董家权,傅旻,李茂廷. 基于Pro/E软件的手机外壳注塑模具设计与数控加工[J]. 轻工机械,2008,26(4):53-57.
[8] 段辉,邢卫东,田晨. 浅谈Pro/E在模具设计中的应用[J]. 锻压装备与制造技术,2006,(02):79-80.
[9] 简琦昭,刘迎春. Mastercam V8.1高手指路[M]. 北京:清华大学出版社,2002.3

Die Design and Making Based on CAD/CAM Software
WANG Bo
(Xi’an Aeronautical Polytechnic Institute , Xi’an 710089,China)
Abstract:This paper takes the plastic window limit block as an example, according to the structure characteristics of the plastic parts, uses CAD software Pro/E to design the core, cavity and carrier of the die arrangement and standard parts and uses CAM software MasterCAM to process the die cavity. Application of this method can greatly improve the efficiency of the die design and shorten its processing cycle.
Keywords:CAD/CAM; design; injection mold; die arrangement
中图分类号:TH136;TP391.72
文献标志码:B
文章编号:1671-5276(2015)02-0036-03
作者简介:王波(1979-),男,陕西旬阳人,讲师,硕士研究生,研究方向为机械CAD/CAM技术与应用。
收稿日期:2014-11-18 2014-12-08
猜你喜欢
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
艺术启蒙(2018年7期)2018-08-23
制造技术与机床(2017年5期)2018-01-19
海峡姐妹(2017年7期)2017-07-31
Coco薇(2017年5期)2017-06-05
童话世界(2017年8期)2017-05-04
现代工业经济和信息化(2016年22期)2016-08-23
现代工业经济和信息化(2016年7期)2016-05-17
中国塑料(2016年5期)2016-04-16