
基于MasterCAM复杂异形零件铣削加工工艺与仿真
2015-02-20 02:42:43青海华鼎重型机床有限责任公司西宁810100马永红王亚平白银矿冶职业技术学院甘肃730900孙耀恒
金属加工(冷加工) 2015年14期
■青海华鼎重型机床有限责任公司 (西宁 810100) 马永红 杨 亮 王亚平■白银矿冶职业技术学院 (甘肃 730900) 孙耀恒
基于MasterCAM复杂异形零件铣削加工工艺与仿真
■青海华鼎重型机床有限责任公司 (西宁 810100) 马永红杨 亮 王亚平
■白银矿冶职业技术学院 (甘肃 730900) 孙耀恒
摘要:在数控机床加工过程中,寻求加工工艺低成本、高质量并缩短非工作时间和提高加工效率的解决方案,并将其转化为更低的单件成本、更高的投资回报率。所以在针对特定的复杂异形的加工对象时,合理分析加工工艺特点、刀具、切削用量和走刀路线,对工序的合理划分以及热处理工艺的分析都是至关重要的,同时利用Mastercam软件对加工过程进行仿真,验证数控程序的正确性及合理性。这些环节直接影响到被加工零件的精度,从而对整机性能产生影响。
合理地划分复杂异形零件的加工工艺是数控机床在实际加工中一个关键的环节,当然利用先进的数控加工仿真软件是必不可少的手段。MasterCAM系统把计算机辅助设计与制造加工结合起来,从零件模型到加工轨迹的生成,再通过后处理转化为数控机床能识别的加工程序,从而完成零件的实际加工,使设计、数控加工更加方便、快捷。
1. 零件工艺解析
(1)零件作用。该零件为四通液压用管接头,起到分流分压的作用,是液压、集中润滑装置中最常见的零件之一。
(2)零件材料及其力学性能。工件材料1Cr18Ni9Si3是奥式体不锈钢,相对可切削性为0.3 ~0.5,是一种难切削的材料,其难加工性主要表现在以下几个方面:①高温强度和高温硬度高。1Cr18Ni9Si3在700~800℃时也不能降低其机械性能,故切屑不易被切离,切削过程中切削力大,刀具易磨损。②塑性和韧性高。虽然8Ni9Si3的抗拉强度和硬度都不高,但综合性能很好,塑性和韧性高,它的延伸率、断面收缩率和冲击值都较高,切削变形所消耗的功率增多。③1Cr18Ni9Si3的导热率低,散热差,切屑带走的热量少,大部分热量被刀具吸收,致使刀具的温度升高,加剧刀具磨损。

图1 零件图
(3)零件结构工艺分析。从图1上看,该零件是典型的不规则的回转体零件,结构比较复杂,其主要加工的面有所有外观面,M36×1.5mm,M30×1.5mm,M24×1.5mm,M20×1.5mm,φ27mm、φ20mm,φ16mm,φ12mm,φ10mm的内孔表面,以及外轮廓。该零件在加工时主
要考虑零件的装夹及加工变形量问题,由于内轮廓普遍都是狭小的圆柱面,在切削过程中不易散热,刀具所带走的只是少部分热量,加工硬化也很严重,塑性和韧性较高,所以首先采用钻孔的形式,扩大加工面,且要先加工该零件的内部结构,完成后,使工件恢复其应力再加工外部轮廓,减少其变形。通过分析该零件,其布局不规则,用普通方法加工难度大,经考虑,决定采用数控机床先加工内部结构,再加工外部尺寸的方法,以保证其加工要求。
2. 工艺路线拟定
(1)加工方法及加工路线的确定。同样在该零件加工方法的选择中,我们考虑了工件的具体情况和加工要求,以下是按加工顺序来阐述的加工方案:①备料90mm×90mm×45mm 毛坯件。②热处理退火(消除内应力)。③粗车内孔留量。主要利用四爪卡盘,在其车削上方及下方内孔时,由于是偏心的,需要垫块找正中心轴线。④精车内孔至尺寸公差要求及表面粗糙度值要求。⑤内磨要求为Ra=0.8μm的内孔及内端面。⑥粗铣上半部分外轮廓,留量。⑦半精铣上半部分外轮廓,留量。⑧精铣上半部分外轮廓。⑨翻个,粗铣下半部分外轮廓,留量;注意装夹方式,需要在下方垫块找正。⑩半精铣下半部分外轮廓,留量。精铣下半部分外轮廓。车4个外螺纹及空刀。
(2)加工阶段的划分。当零件的加工质量要求较高时,往往不可能用一道工序来满足要求,而要用几道工序逐步达到所要求的加工质量和合理地使用设备、人力、零件的加工过程通常按工序性质不同,分为粗加工、半精加工和精加工3个阶段。
3. 刀具的选择
由于刀具材料的切削性能直接影响着生产率、工件的加工精度、已加工表面质量、刀具的磨损和加工成本,所以正确地选择刀具材料是数控加工工艺的一个重要部分,由于该零件的材料是1Cr18Ni9Si3,推荐用硬质合金中的YG8类刀具,因为硬质合金中的钛元素和被加工材料中的钛元素之间产生亲和力,使粘结现象严重,导致切削温度升高,摩擦因数增大,加剧了刀具磨损,所以加工1Cr18Ni9Si3这种材料时采用硬质合金刀具。
4. MasterCAM铣削的数控仿真
(1)零件三维实体造型。Pro/E软件由于具有强大而完美的功能,以其参数化、基于特征、全相关等概念闻名于CAD界,这里利用Pro/E软件对零件进行实体建模如图2所示。
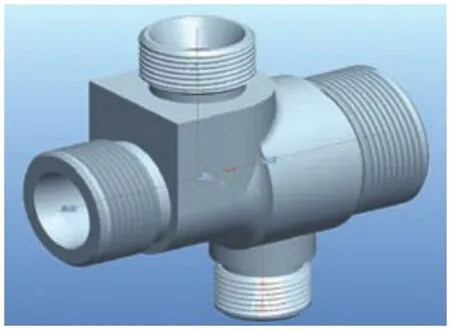
图2 零件Pro/E三维模型
(2)零件的铣削仿真。利用MasterCAM导入三维模型,依次设定工件坐标系,选择工艺参数、刀具参数、走刀路径,再到最终的刀路轨迹的仿真,如图3~图7所示。

图3 工件坐标系设定

图4 刀具参数设定
(3)后处理阶段(见图8)。单击MasterCAM“刀具操
作管理器”中的按钮,系统将弹出“后处理方式”对话框,从中设置相应的参数、文件名和保存路径后,就可以生成该刀具路径的加工程序。如果需要实际加工该实体零件,只需要将生成的NC程序通过局域网传输给数控机床进行实体NC数控加工。
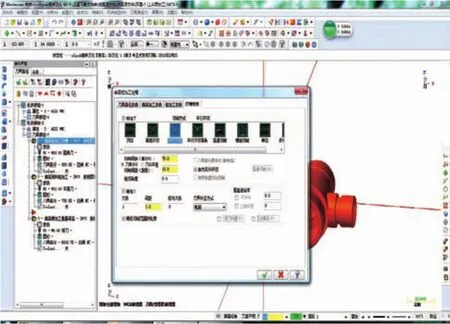
图5 走刀路径设置

图6 刀路轨迹仿真
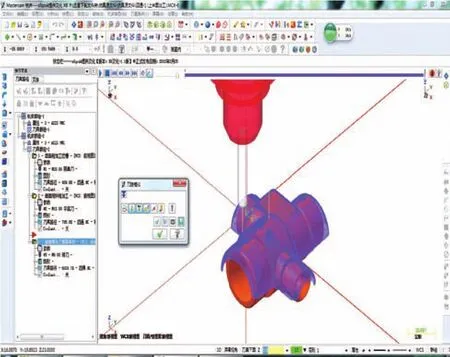
图7 最终刀路轨迹仿真

图8 铣削加工仿真的部分NC程序
5. 结语
本文通过分析四通复杂异形的零件作用及其材质特性,详细分析其加工工艺,制定加工路线,合理选择加工刀具,选择最优加工方案。另外通过先进的CAD/CAM软件—MasterCAM软件从工艺参数、刀具选择和走刀路线等方面对该零件的铣削加工进行数控仿真,然后通过后处理生成NC程序,结合数控机床进行实体的数控加工。这对探索复杂异形零件的数控加工方法起到了典型的指导意义。
参考文献:
[1] 赵志修.机械制造工艺学[M].北京:机械工业出版社,1984.
[2] 孙丽媛.机械制造工艺及专用夹具设计指导[M].北京:冶金工业出版社,2002 .
[3] 李洪.机械加工工艺手册[M].北京:北京出版社,1990.
[5] 廖念钊.互换性与技术测量[M].北京:中国计量出版社,2000.
[6] 乐兑谦.金属切削刀具[M]北京:机械工业出版社,1992.
[7] 野火科技.精通MasterCAM X5数控加工[M].北京:清华大学出版社,2010.
[8] 蒋增福.中文MasterCAM X6应用技术[M].北京:高等教育出版社,2012.
[9] 于春生.数控机床编程及应用[M].北京:高等教育出版社,2001.
收稿日期:(20150314)
猜你喜欢
课堂内外·小学版(智慧数学)(2024年11期)2024-12-07 00:00:00
课堂内外·小学版(智慧数学)(2024年10期)2024-11-11 00:00:00
一重技术(2021年5期)2022-01-18 05:42:06
装备制造技术(2021年1期)2021-05-21 07:55:16
装备制造技术(2020年1期)2020-12-25 05:19:06
制造技术与机床(2019年11期)2019-12-04 05:50:54
石油化工建设(2018年1期)2018-07-10 09:49:50
制造技术与机床(2017年6期)2018-01-19 02:41:06
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
汽车与安全(2017年6期)2017-07-25 09:57:08
