
钻铣中心的实用性改造
2015-02-20 07:16:27徐州中材装备重型机械有限公司江苏221131李洪翠
金属加工(冷加工) 2015年14期
■徐州中材装备重型机械有限公司 (江苏 221131) 李洪翠
钻铣中心的实用性改造
■徐州中材装备重型机械有限公司 (江苏 221131) 李洪翠
摘要:本文介绍了新进设备ZHK5150型钻铣中心,成为我公司篦冷机专业化生产中一种关键零件的一道主要工序的专用设备,成功快速投产所需的前期技术及所需改进工作。
随着我公司篦冷机专业化制造程度的深入,再加上逐年增加的产量,为提高企业竞争力,每件零件的关键工序以及加工量大的工序都采取了专机或者类似专机的生产模式。三角架为篦冷机主要件,每件三角架有24个小螺纹孔,需要钻孔、攻螺纹与倒角,为此公司进了一台适宜于中小型零件的孔系钻、镗及平面铣削轻型加工的ZHK5150型数控钻铣中心,为了将该机床尽快投入生产,根据要加工的三角架端面螺纹孔的情况,需对该机床进行适当改造。
1. 设计工装
为便于准确定位,装夹方便快捷,特设计了三角架定位、装夹工装如图1所示,一次可装夹2件三角架,单面一次可钻24个孔,完成2件加工后更换工件。
其结构与功能如下所述:
(1)削扁销加圆柱销的准确定位,装夹方便,更换工件非常快捷。
(2)两边4槽可将工装固定在钻铣中心的T形工作台上。
(3)中间两孔安装T形螺栓用来固定压板,以对三角架进行压紧。
(4)工装表面采用铣加工,要求表面粗糙度值为1.6μm,表面平整,定位准确。
2. 选用刀具
根据三角架双端面需加工的24个螺纹孔,需要使用4把刀,分别用来钻定位孔、钻底孔、孔口倒角和攻螺纹。数控钻铣中心ZHK5150刀库容量为12把,选刀方式任意,换刀时间为8s,钻攻篦冷机三角架端面孔,所需刀具选型如附表所示。

图1

刀具选型表
3. 编制程序
Sinumerik 808 D 使用DIN66217 标准坐标系统,该系统符合国际标准,从而确保了机床与坐标程序之间的兼容性。该坐标系统的主要功能是用来确保每个进给轴中计算刀具长度和刀具半径的正确性。根据三角架需要加工的螺纹孔排布工艺路线,确定机床原点及编程原点(见图2),根据本机程序语言编制加工程序,以下是三角架钻孔的程序片段,只是钻定位孔过程,其他的只要重复程序,换取对应的刀具即可。程序安排为防止钻头打摆,先钻定位孔,然后用φ12mm的钻头钻底孔,换φ18mm的刀倒角,倒角完成后,换M12丝锥攻螺纹,换刀采用任意取刀方式,在刀具干活时自动开启切削液进行冷却,在3点定位完成后,找到三角架钻孔程序,按程序执行三角架钻孔过程:
N20TSD1M6
N30M3S300F 60 M8
N40M C A L LC Y C L E 82 (30.00000,0.00000,1.500000,-2.00000,1.00000)
N50ANF
N60HOLES2 (0.00000,0.00000,35,135,90,4)
N70HOLES2 (264,0,35,135,90.00000,4)
N80HOLES2 (382,0,35,135,90.00000,4)
N90HOLES2 (514,268,35,-45,90.00000,4)
N100HOLES2 (250,268,35,-45,90.00000,4)
N110HOLES2 (132,268,35,-45,90.00000,4)
N120END

图2
4. 工艺过程
使用该机床后,操作变得相当简单,操作人员首件检查工装有无放平松动,将工件上的切屑用气枪吹干净,启用小行车将工件装夹在专用工装上,一次装夹2件,然后启动程序,由于程序设计时是以三角架一角大圆圆心为工件零点(见图3),操作人员通过手动确定3点P1、P2和P3定圆心。找圆心时,采用钻头轻触三角架大圆内壁后确认,记录为P1,在相距大约120°的位置再轻触一次,记录为P2,以相同的原理再轻触一次,记录为P3,完成后,系统自动确认大圆中心,即确定加工基准,其余小孔按设定程序依次完成,如果中心没有找正,单面两件24个小孔均会整体偏移,影响后期装配。圆心即是编程原点,其余各点相对位置,都采取绝对坐标,启动程序后,自动操作。结束后使用专用气枪吹掉切屑,反复循环操作。更换工件时,一定要将工作台及工装上的切屑用专用气枪吹干净,确认定位准确,重新开始新一轮程序。在程序设计时,考虑到使刀具行程最短,根据两件两排的三角架孔,采用了J形的走刀路线,节省了加工的时间。
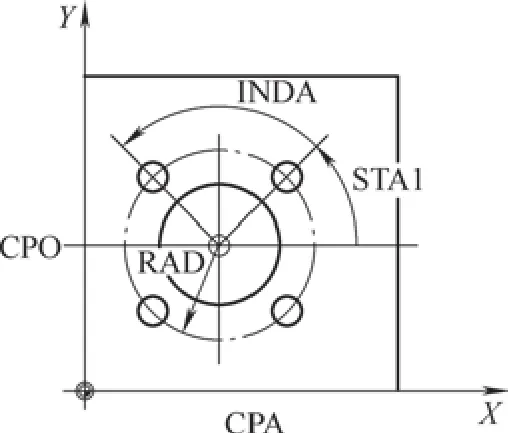
图3
5. 结语
经过工程技术人员与车间操作人员合作后,很快启用了该机床,使本台设备成为篦冷机专业化生产的新添设备,投入了生产,缓解了生产的压力,提高了工件的制作水平及效率,使公司在业主认可本公司的产品时又添加一个筹码。此钻铣中心为数控系统,程序编好以后,可以反复循环操作,不会遗漏,效率及质量极高。此钻铣中心,体积不大,价格合理,西门子数控系统在此起到专机的作用,又比专机功能强。
收稿日期:(20150421)
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
山东冶金(2022年3期)2022-07-19 03:27:12
课外生活(小学1-3年级)(2020年10期)2020-03-28 02:20:21
山东冶金(2019年6期)2020-01-06 07:46:12
设备管理与维修(2019年4期)2019-05-16 03:16:50
山东冶金(2019年1期)2019-03-30 01:35:08
制造技术与机床(2018年12期)2018-12-23 02:40:56
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
水泥技术(2015年5期)2015-09-01 09:30:09
