
三维无模快速成形柔性化制造技术
2015-02-20 02:42山东鲁南机床有限公司滕州277500王绍存滕州市天旋旋转接头制造有限公司山东277500
金属加工(冷加工) 2015年14期
■山东鲁南机床有限公司 (滕州 277500) 王绍存■滕州市天旋旋转接头制造有限公司 (山东 277500) 王 磊
三维无模快速成形柔性化制造技术
■山东鲁南机床有限公司 (滕州 277500) 王绍存
■滕州市天旋旋转接头制造有限公司 (山东 277500) 王 磊
摘要:本文主要介绍了金属板材三维无模快速成形的主要技术特点、原理及方法,还有典型零件应用的范围。
目前,在市场需求不断变化的驱动下,制造业的生产规模沿着“小批量-少品种大批量-多品种变批量”的方向发展。作为广泛应用于制造业的金属板料成形技术,传统的模具成形方法生产效率高、加工件精度高,适合大批量生产,多年来一直占据着主导地位。但缺点是模具设计制造周期长、维护费用高,而且缺乏柔性。
如何缩短新产品的开发周期,满足多品种小批量和样品试制的需求,实现板料的高效、智能及柔性成形,是板料成形技术的发展趋势。因此,一些新型的板料成形技术应运而生,如:喷丸成形、激光成形、无模多点成形、水射流无模成形技术以及数字化渐进成形等,都实现了金属板料的无模成形,具有很大的柔性。
我公司现开发了一种金属板材三维无模快速成形复合机床,可实现金属板材的无模快速成形及实体轮廓的切削精加工。机床的工作原理运用了快速成形技术中“分层制造”的思想,将复杂的三维钣金整体成形分解成为一系列二维局部塑性成形,再利用专门的球头刀具,单点渐进,逐层压延,依次成形,可以形象地比喻为金属板材的3D打印。
1. 单点渐进无模成形主要技术特点
(1)无缺陷弹性垫技术:可以有效地抑制压痕、起皱等成形缺陷,使成形件的表面质量大大提高。
(2)无回弹反复成形技术:采用反复成形工艺方法,减小工件的回弹及材料内部的残余应力,实现板材小回弹或无回弹成形。
(3)分段成形技术:即优化过渡区成形模型,进行大变形量、大尺寸零件的成形,实现小设备成形大工件,并使无模成形设备小型化。
(4)多道成形技术:对于变形量很大的制品,选取最佳路径多道成形,使成形过程中板材各部分变形尽量均匀,以消除起皱等成形缺陷,提高板材的成形能力。
(5)闭环成形技术:即将自动控制技术与CAT、CAD结合起来,对成形后的工件进行三维测量,将测量的数据反馈到CAD系统,经过控制算法运算后,计算出基本体群形状的修正量,传递给控制系统再次成形,这样反复几次,可以达到精确的目标形状。
(6)根据需要可以进行精加工,采用去除材料办法。
2. 金属板材三维无模快速成形复合机床的技术特点
(1)可实现金属板材全无模、半模或简易支撑工具等3种成形方式。
(2)数控系统控制,柔性好,通过改变程序就可改变成形形状。
(3)可实现普通冲压无法实现的复杂成形过程。
(4)智能检测,实现板材成形后轮廓实体的切削精加工。
(5)低噪声、高安全性。
3. 数控无模成形的原理及方法
(1)原理:一种基于压力点运动形成点、线、面的成形工艺。如图1为佛像头的成形轨迹图;图2为一般拉伸件的成形轨迹图;图3为女性内衣类模具轨迹图。
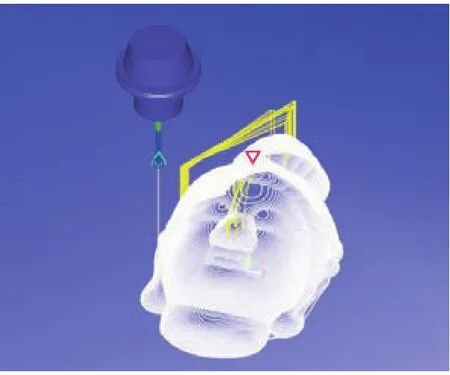
图1
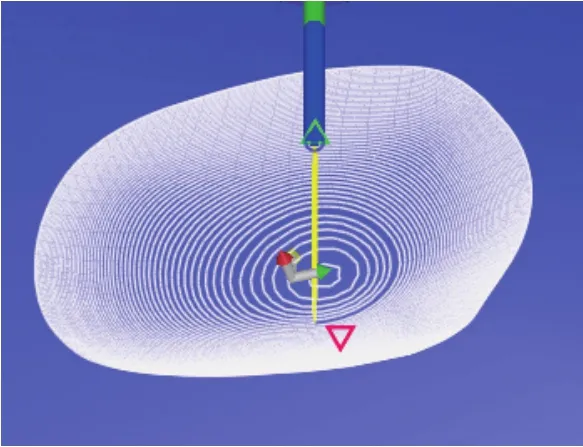
图2
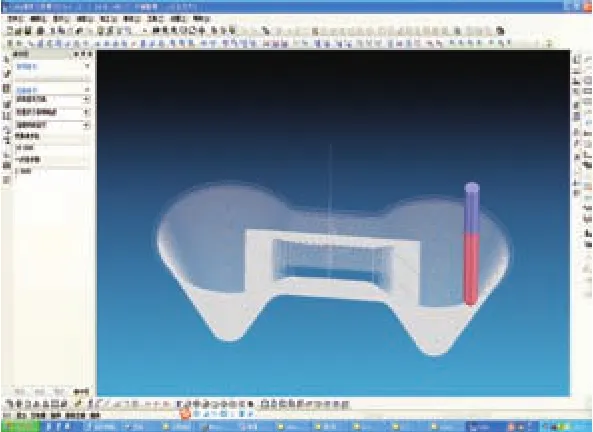
图3
(2)数控程序设计方法:在板材三维无模成形时,采用Mastercam软件,先实体造型,再利用编程软件对型腔分层挖槽,根据三维轮廓曲线形成若干小线段或圆弧进给。刀具路径根据工件的不同,分别可以采用平行陡斜面加工、三维轮廓偏置加工、交线清角加工以及环线等距加工等。进给速度结合材料拉伸系数来设定,不仅有数控加工经验,还要有锻压知识。
如图4为用于女性内衣行业加工程序生成,图5为异形回转件程序生成图。
(3)成形方式分为:凹成形和凸成形。图6为凹成形加工图,图7为凹成形夹具结构简图,图8为凸成形轨迹仿真生成图,图9为凹成形夹具结构简图。

图4

图5

图6
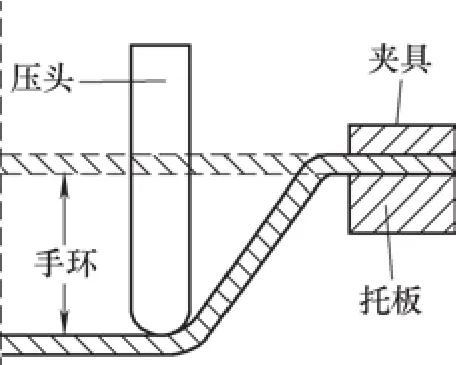
图7

图8
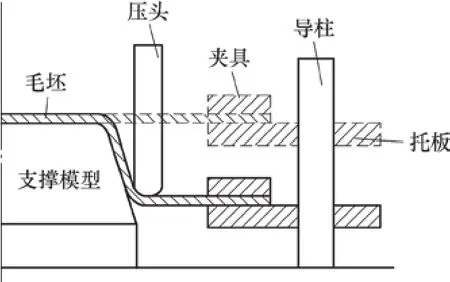
图9
4. 成形的典型零件及应用范围
金属板材三维快速成形复合机床可广泛用于汽车覆盖件、航空航天零件、家电、医疗器械和工艺展品等产品的无模快速制造,减少模具开发,降低产品制造费用。
(1)汽车零部件行业如图10所示。
(2)餐饮器具行业如图11所示。
(3)工艺艺术品如图12所示。
(4)其他异形件的成形如图13所示。

图10

图11

图12

图13
现在无模单点成形技术已经成熟,它特别适合于曲面钣金件的多品种小批量生产及新产品的试制,所加工的零件尺寸越大、其优越性越突出。随着航空、航天、海运、高速铁路、化工以及城市建筑等行业的发展,对不同形状、不同尺寸的大型三维曲面钣金件的需求也在不断地增加,该技术必将产生巨大的经济效益和社会效益。
收稿日期:(20150415)
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
汽车工艺与材料(2021年5期)2021-05-17
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2018年9期)2018-09-19
材料科学与工艺(2018年3期)2018-06-21
锻造与冲压(2018年6期)2018-03-20
滇池(2017年5期)2017-05-19
国际木业(2016年4期)2017-01-15
国际木业(2016年6期)2016-02-28
