
柔性化组合快换夹具的设计及应用
2015-02-20 02:42北方华安工业集团有限公司黑龙江齐齐哈尔161046赵广军赵国伟李方军姜焕成张立岩高云斌
金属加工(冷加工) 2015年14期
■北方华安工业集团有限公司 (黑龙江齐齐哈尔 161046) 赵广军 赵国伟 李方军 姜焕成■张立岩 高云斌
柔性化组合快换夹具的设计及应用
■北方华安工业集团有限公司 (黑龙江齐齐哈尔 161046) 赵广军 赵国伟 李方军 姜焕成
■张立岩 高云斌
摘要:本文设计了一种柔性通用化组合快换夹具,满足了多品种、小批量和快速轮换生产加工需求,缩短了工装夹具更换调整时间,降低了生产成本。
随着科技进步和加工制造行业的发展,生产加工模式正在向精益化、智能化、柔性化、多品种和小批量的方向发展,传统的专用流水生产线加工方式,已不适应现在生产加工模式。为适应机械加工制造的发展需求,使加工用夹具满足多品种、小批量和快速轮换生产加工需求,缩短工装夹具更换调整时间,降低生产成本,根据公司产品零部件结构和夹具特点,设计出一种柔性通用化组合快换夹具。
1. 柔性化组合快换夹具的设计
(1)结构设计。根据不同产品零部件的结构特点,结合标准夹具和专用夹具的优点,研究设计出了柔性化组合快换夹具。现以某型产品零件加工为例,其夹具设计结构如图1所示。
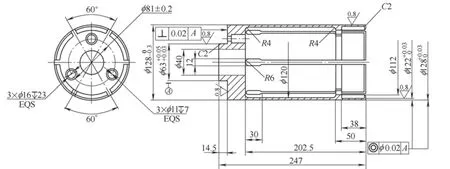
图2 工件12车小端快换定位套结构图
(2)工作原理。通过接盘本体3及螺栓,将夹具安装在机床上。夹具工作时,拉杆靠气缸作用向左移动,带动夹瓣沿着衬套锥面向左移动而产生径向收缩,使工件夹紧,反之松开。加工工件更换时,只需更换相应的快换定位套7,其他部件不需更换,可分别装夹工件10、工件11和工件12。加工工序为车工件10小端、车工件11小端、车工件12小端。车工件12小端快换定位套结构如图2所示。该夹具还可将3种工件掉头装
夹,更换相应的快换定位套7,即可夹紧三种工件的另一端,加工工序为车工件10大端、车工件11大端、车工件12大端。车工件12大端快换定位套结构如图3所示。这样该夹具就可以应用于3种不同工件、6道工序的车削加工,实现夹具柔性化和通用化。
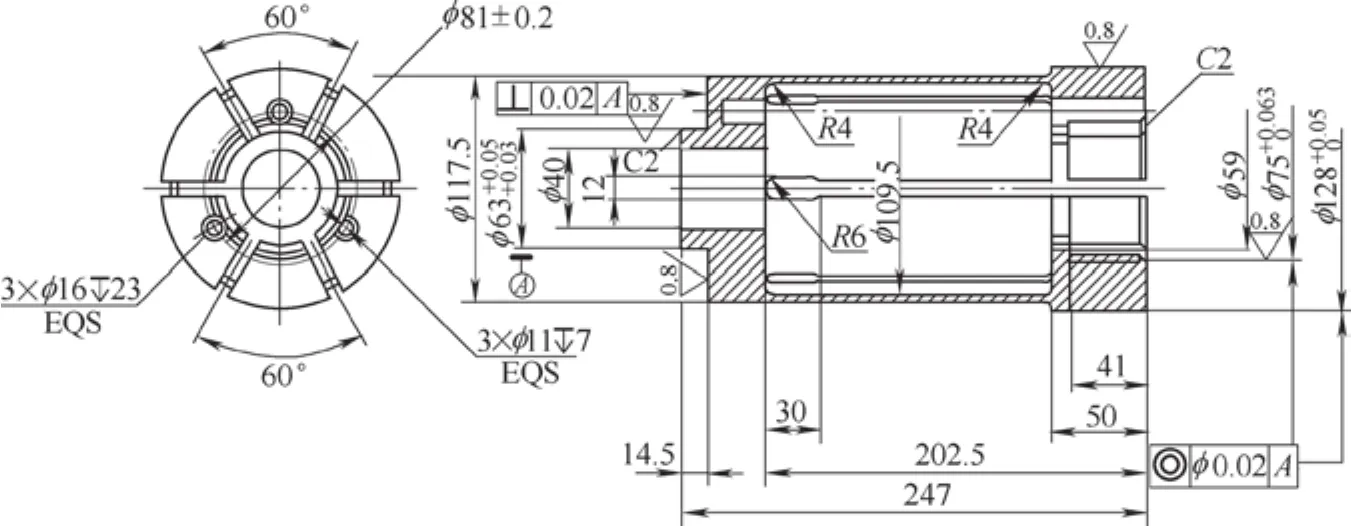
图3 工件12车大端快换定位套结构图

图4 柔性化组合快换夹具应用图
2. 关键技术
(1)实现了在一台机床上承担不同零件或同种零件不同工序的装夹,大幅度缩短了夹具更换及调整时间,提高了生产线精益化、柔性化程度及生产效率,减少了工装夹具的制造费用,从而降低了生产成本。
(2)当加工产品更换时,该夹具通过更换相应的快换接盘定位套4及相应的元器件,即可将组合快换夹具安装在不同机床上,实现了专用接盘通用化,减少了接盘制造数量,从而降低了生产成本。
3. 柔性化组合快换夹具的优点
(1)柔性化组合快换夹具,具备较高的通用化、柔性化程度,解决了专用夹具装夹单一、利用率较低等问题。
(2)柔性化组合快换夹具,部件更换简便快速、大幅度缩短了夹具更换调整周期,实现了多品种小批量产品零件快速轮换、快速响应加工模式。
4. 应用效果
柔性化组合快换夹具安装后,对某型产品壳体、尾杆和头螺3种零件逐一进行装夹加工(见图4)。通过加工考核,该夹具夹紧牢固、稳定、可靠,装夹精度满足工艺要求。零件更换时,夹具相应的快换定位套更换快捷方便,大大节约了夹具调整更换的时间。
通过柔性化组合快换夹具设计应用,提高了夹具的柔性化、通用化及系列化程度,大大缩短了夹具更换调整周期,操作简便,缩短了生产加工周期,提高了生产效率,同时减少了工装夹具制造数量,节约了资金,降低了生产成本。
收稿日期:(20150405)
猜你喜欢
机械工业标准化与质量(2022年9期)2022-09-30
军民两用技术与产品(2021年8期)2021-11-24
电子制作(2019年20期)2019-12-04
汽车零部件(2019年7期)2019-08-14
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
幸福(2016年5期)2016-04-19
制造技术与机床(2015年10期)2015-04-09
视野(2015年21期)2015-02-05
