双切齿轮滚刀结构设计与三维精确建模
2015-02-19 06:12汉江工具有限责任公司陕西723002郑潘妥
金属加工(冷加工) 2015年10期
■汉江工具有限责任公司 (陕西 723002) 郑潘妥 何 猛
双切齿轮滚刀结构设计与三维精确建模
■汉江工具有限责任公司 (陕西 723002) 郑潘妥 何 猛
摘要:本文介绍了双切齿轮滚刀结构的特点和设计方法,阐述了运用Solidworks软件对双切齿轮滚刀进行精确建模的方法和步骤,并列举了几个双切齿轮滚刀模型的应用方法。
双切齿轮滚刀是一种高效的切齿刀具,主要应用于能源、船舶及矿石等大模数齿轮的加工。目前双切齿轮滚刀主要用于模数m=6~30齿轮的加工,随着机床和刀具材料技术的发展,双切齿轮滚刀会向更大和更小模数方向发展,因此,进一步了解双切齿轮滚刀(见图1),对设计和应用人员都是非常必要的。
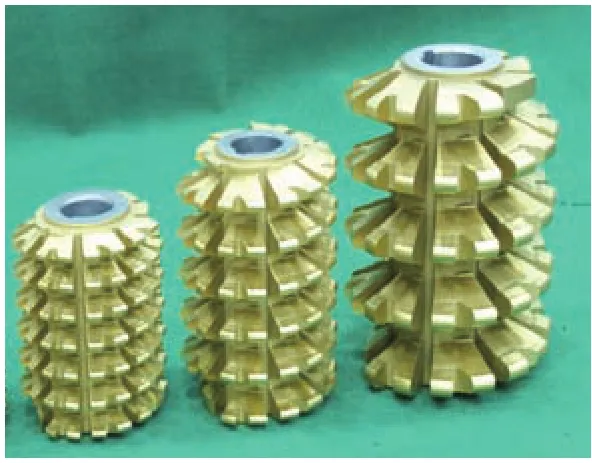
图1
1. 双切齿轮滚刀的结构设计
(1)双切齿轮滚刀的结构特点。双切齿轮滚刀的实物如图1所示,从图中可知双切齿轮滚刀与普通齿轮滚刀相比,其齿背较宽,容屑槽也较窄,且在齿背上增加了一排较矮的切削齿,称之为副切削齿,一般副切削齿的全齿高为主切削齿全齿高的30%~40%,圆周上主切削齿和副切削齿交替等分均布,切削刃比普通齿轮滚刀增加了近一倍,并且带有正前角。
(2)双切齿轮滚刀的结构设计。双切齿轮滚刀是在限定滚刀外径的情况下,为了获得更多的切削齿而采用的设计方法。由于滚刀在滚削过程中70%以上的切削量是由全齿高1/3以上的齿顶部分完成的,其余部分仅完成剩余的30%。
因此,为了保证滚刀刀齿的完整性和高效性,双切齿轮滚刀采用在刀齿齿背上增加一排刀齿1/3以上的副切削刃部分,圆周上主、副切削齿交替等分均布。
设计双切齿轮滚刀的结构时,首先要保证滚刀的结构强度,滚刀的结构强度分为刀体强度和刀齿强度。刀体强度采用刀体轴向键槽与容屑槽底的薄壁厚度与孔径之比计算,B、H、B1、B2、Bd及D的各尺寸如图2所示,Bd/D应大于0.2。刀齿强度采用齿底宽与容屑槽深之比近似计算,对主切削齿B/H一般应大于0.5,副切削齿大于0.7。主、副切削齿的容屑槽深为刃部齿高加上铲背值。
设计槽形角时既要考虑滚刀的寿命,又要保证排屑的顺畅,主切削齿的容屑槽深,槽形角小,副齿的容屑槽浅,槽形角大,通常以刀齿的顶宽宽度和容屑槽张口宽度的比B1/B2来选择槽形角,B1/B2应在0.9~1.1之间为宜。

图2
双切齿轮滚刀主切削刃的容屑槽比普通滚刀小得多,并且刀具的整体刚性不如普通滚刀,因此双切齿轮滚刀往往设计为正
前角的结构型式,以改善切削条件,减小切削力,提高刀具使用寿命,前角一般选择5°~7°。
2. 双切齿轮滚刀的三维精确建模
通常的双切齿轮滚刀图样是二维的,不能直观地反映刀具的整体结构,要求设计和加工人员具有较强的空间想象能力,在加工过程中经常会出现理解错误而导致产品报废的情况。采用三维立体设计,对设计的二维图样进行建模,直观地展现所设计刀具的最终模型,让加工人员更好地理解产品的具体结构,同时对不合理的地方进行优化,使刀具的设计和加工质量得到提升。
利用Solidworks软件,以模数m=16的双切齿轮滚刀为例介绍建模的具体过程。滚刀的主要参数如附表所示,刀齿前刃面参数如图3所示。建模按双切齿轮滚刀的加工工艺进行,主要分为车螺纹→铣容屑槽→铲磨齿形3个部分,对这3个主要部分的建模加以举例说明。
(1)螺旋槽的建模。视基准面为基面,按附表中的滚刀外廓尺寸建立草图,用拉伸、切除命令建立滚刀毛坯模型。以右视基准面为草图基面,绘制滚刀法向齿形图,齿厚留量1.5mm(见图4)。以上视基准面为草图面,以df=195.268mm为半径建立螺旋线,螺距为50.435mm,圈数为7,起始角180°,顺时针,然后将法向齿形图沿螺旋线扫描切除,建模如图5所示。
(2)轴向容屑槽的建模。在上视基准面上绘制滚刀端面草图(见图6),绘制草图时需注意滚刀的前刃面错位值,然后轴向拉伸切除。轴向容屑槽的建模也可先拉伸切除一排,然后圆周阵列出其余的容屑槽,建模结果如图7所示。
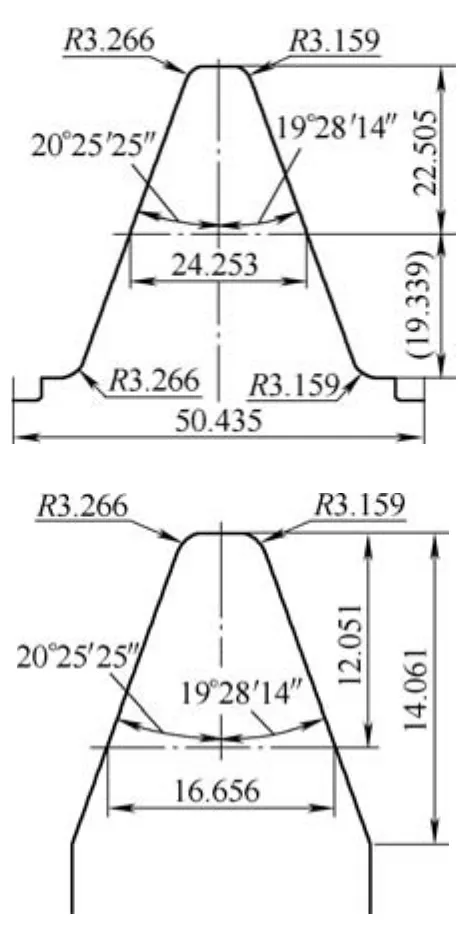
图3 滚刀前刃面齿形

图4

图5

图6

图7

附表 双切齿轮滚刀的主要参数
(3)齿形后角的建模。齿形后角是双切齿轮滚刀设计中的一个重要参数,计算方法见公式(1)、(2)和(3)。在进行齿形后角建模时采用扫描切除的方
法,实际的后角扫描曲线是一条复杂的空间曲线,计算和绘制都比较麻烦,应用中以较近似的后角曲线代替
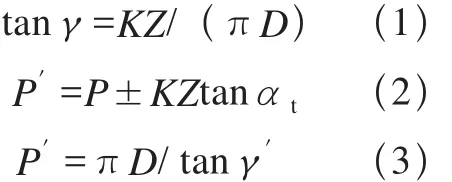
式中,γ是齿顶后角;γ′是齿侧后角;P是滚刀导程;P′是刀齿左、右侧导程(+号为右侧刃导程);αt是齿形端面压力角;K是铲背值;Z是滚刀槽数;D是滚刀外径。
由于滚刀的刀齿是在螺旋线上分布的,刀齿的左右两侧齿形后角不同,应分开建模。首先建立左侧齿形后角模型,在上视基准面建立一段齿顶铲背曲线(见图8),然后在前视基准面中以铲背曲线的左端点为起点,建立角度为4.673 5°(螺旋升角―左侧齿侧后角)、长度超过主切削齿宽度的线段,用曲线投影将两条线合成为一条空间曲线(见图9)。在主切削齿的前刃面绘制滚刀的左半侧轴向齿形草图(见图10),将该草图沿着合成的空间曲线扫描切除,生成左侧后角和齿顶后角(见图11)。
主齿右侧后角与左侧后角的方法一致,仅是后角线段的角度为4.727°(螺旋升角+右侧齿侧后角)。采用相同的方法对副切削齿进行后角建模,并对干涉凸台进行切除,得到一个主副切削齿的后角模型(见图12)。然后利用曲线驱动的阵列对这个建模的齿进行阵列,阵列方向为螺旋线,阵列数Z1和间距D1按公式(4)和(5)计算,法面线为滚刀的分径面。最终的建模结果如图13所示。

式中,d是滚刀的分径;N是螺纹的圈数。
3. 双切齿轮滚刀三维模型的应用
(1)双切齿轮滚刀结构校验。利用可视的三维模型对设计的双切滚刀结构进行校验,查看设计的主副齿容屑槽是否合适,对不尽合理的地方可进行优化处理。对有外径限制而内孔又大的双切齿轮滚刀,经常会出现壁厚较小的情况,可对模型进行厚度分析,改变键槽的位置以满足要求。
(2)铲磨砂轮的验证。生产实际中由于加工设备和工艺等原因,往往不可能配备各种外径规格的砂轮,而铲磨后角对砂轮外径的要求又比较严格,经常会出现由于砂轮的外径太大,造成刀齿顶部出现翘尾现象。利用双切齿轮滚刀的三维模型对铲磨齿形进行模拟加工,根据模拟的结果选择合适的砂轮直径。

图8

图9

图10

图11

图12

图13
(3)边牙齿的铣削编程。
双切齿轮滚刀加工时,在两端留有数个不完整齿,这些齿中壁厚较小的齿在热处理前需要铣掉。根据建立的三维模型,利用Solidcam软件在模型上直接进行模拟铣削,生成铣削程序代码,能够提高产品的加工质量和效率。
4. 结语
采用本文介绍的双切齿轮滚刀结构设计方法能够快速地获得较为合理的滚刀结构。对于建立的双切齿轮滚刀三维模型,其前刃面为精确齿形,齿侧后角和齿顶后角接近实际值,在应用时可认为该模型为双切齿轮滚刀的精确模型,可以利用建立的双切齿轮滚刀进行滚齿过程模拟,查验刀具的受力和排屑过程,使刀具的设计和加工精度进一步提高。
参考文献:
[1] 王小雷. 新结构高效双切齿轮滚刀[J].航空制造技术,2009 (2):45-47.
[2]赵罘,王平. Solidworks2010快速入门与应用[M]. 北京:电子工业出版社,2010.
[3] 四川省机械工业局. 复杂刀具设计手册[M]. 北京:机械工业出版社,1979.
收稿日期:(20150403)
猜你喜欢
骨科(2021年3期)2021-06-05
机械设计与制造工程(2020年3期)2020-04-27
制造技术与机床(2019年10期)2019-10-26
中国港湾建设(2017年11期)2017-12-19
电脑知识与技术(2016年34期)2017-04-15
中南大学学报(自然科学版)(2016年2期)2017-01-19
时代农机(2016年6期)2016-12-01
中华骨与关节外科杂志(2016年3期)2016-05-17
凿岩机械气动工具(2016年3期)2016-03-01
中国港湾建设(2014年12期)2014-12-18