钢筋机械连接中切断机刀具改进技术研究及应用
2015-02-18 02:32:14任海军王桂正
福建建筑 2015年1期
任海军,王桂正
(长江水利委员会长江科学院 湖北武汉430010)
1 概述
钢筋机械连接技术从上世纪八十年代中后期开始发展和应用,经过30多年的推广,现已初具规模,钢筋机械连接已受到广大建设、设计、施工、监理单位的青睐。据不完全统计,每年我国的连接套筒用量超过10亿只,机械连接设备年产量超过2万台,从事钢筋机械连接施工企业或个体经营者超过500家。相比较钢筋绑扎、焊接,钢筋机械连接有质量稳定可靠、连接强度高;操作简单、适用范围广、施工速度快;钢筋间距易控制、钢筋连接区段无钢筋重叠;现场连接无明火作业、无温度内力、可全天候施工;能耗低、无废物排放、无需配备专用供电线路、节能环保;连接质量验收相对焊接直观、简便等优点,特别是大直径钢筋连接中,钢筋机械连接优越性更为明显。众多钢筋机械连接形式中,以直螺纹钢筋接头连接最为普遍,应用较广,随着钢筋机械连接在工程建设中的大量应用,钢筋接头连接的质量控制也成为施工单位、监理单位现场质量控制的重点。
钢筋机械连接的质量控制要点之一就是钢筋接头的加工质量控制,接头加工的第一步控制就是对钢筋接头下料质量的控制。《钢筋机械连接技术规程》JGJ 107━2010中[1]要求直螺纹接头的现场加工,钢筋端部应切平或镦平后加再工螺纹。《滚扎直螺纹钢筋连接接头》JG163-2004中[2]规定,钢筋下料时不宜用热加工方法切割;钢筋端面宜平整并与钢筋轴线垂直;不得有马蹄形或扭曲。对钢筋接头下料质量的要求,就是为了确保丝头加工中径、牙型角及丝头有效螺纹长度符合设计规定。
工程建设中常采用的钢筋下料机具设备主要是钢筋切断机和钢筋切割机,针对钢筋机械连接下料,钢筋切割机成形好,便于加工,但效率低;钢筋切断机效率高,但成形差,特别是刀片不好时,更会给后续加工增加难度。施工单位出于成本控制和加工效率,偏向采用钢筋切断机进行下料,但往往因钢筋切断机刀具选用不合适,钢筋下料后在接头处常出现马蹄形或端面不平整,为确保加工丝头质量,建设、监理单位常要求对出现马蹄形或端面不平整的接头先进行切平或镦平处理再进行丝头加工。这样一来,对于钢筋机械连接下料要同时使用两种下料机具或者直接采用钢筋切割机下料,功效降低、成本也增加。笔者根据多年工程经验和对钢筋切断机的工作机理分析研究,提出对钢筋切断机刀具进行技术改进,有效的解决了采用切断机下料过程中引起的马蹄形和端面不平整,提高加工效率、降低施工成本,对今后钢筋切断机的研发和改进值得借鉴。
2 钢筋切断机刀具改进机理分析
钢筋切断机主要由行走轮组、传动结构、机体、离合装置、刀头、刀座等组成见(图1)。主要工作过程:电动机输出动力经过皮带传动和三级齿轮传动减速后,带动曲轴旋转,曲轴推动连杆使滑块和动刀片在机座的滑道中做往复直线运动,使得动刀片和定刀片相错而切断钢筋。
按照材料力学分析,钢筋切断过程中受到集中应力的剪切和挤压见(图2),在挤压应力范围内,钢筋的剪切应力达到许用切应力条件,发生剪切破坏。
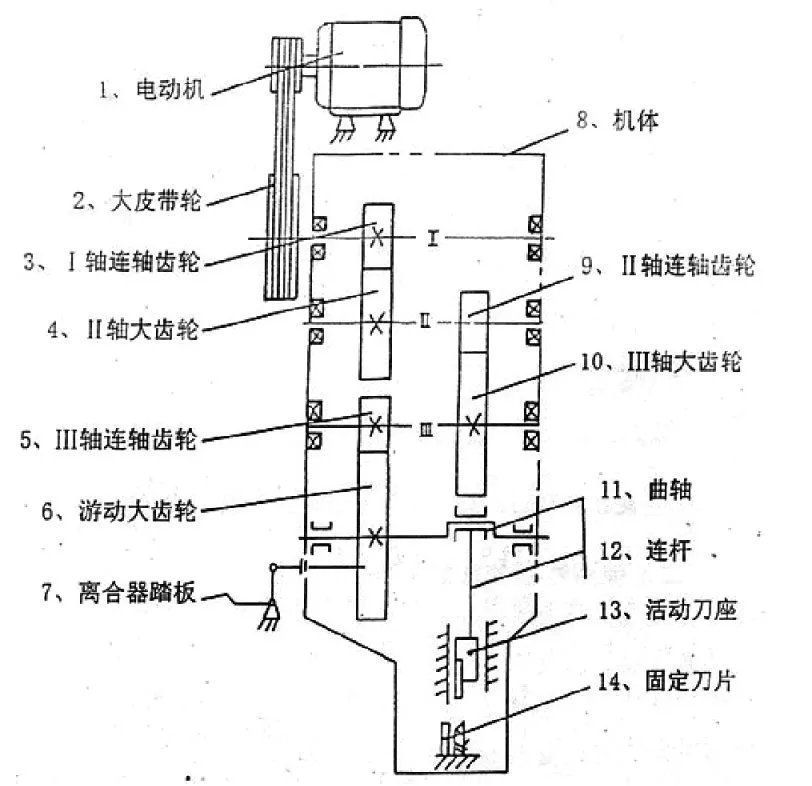
图1 钢筋切断机结构示意图
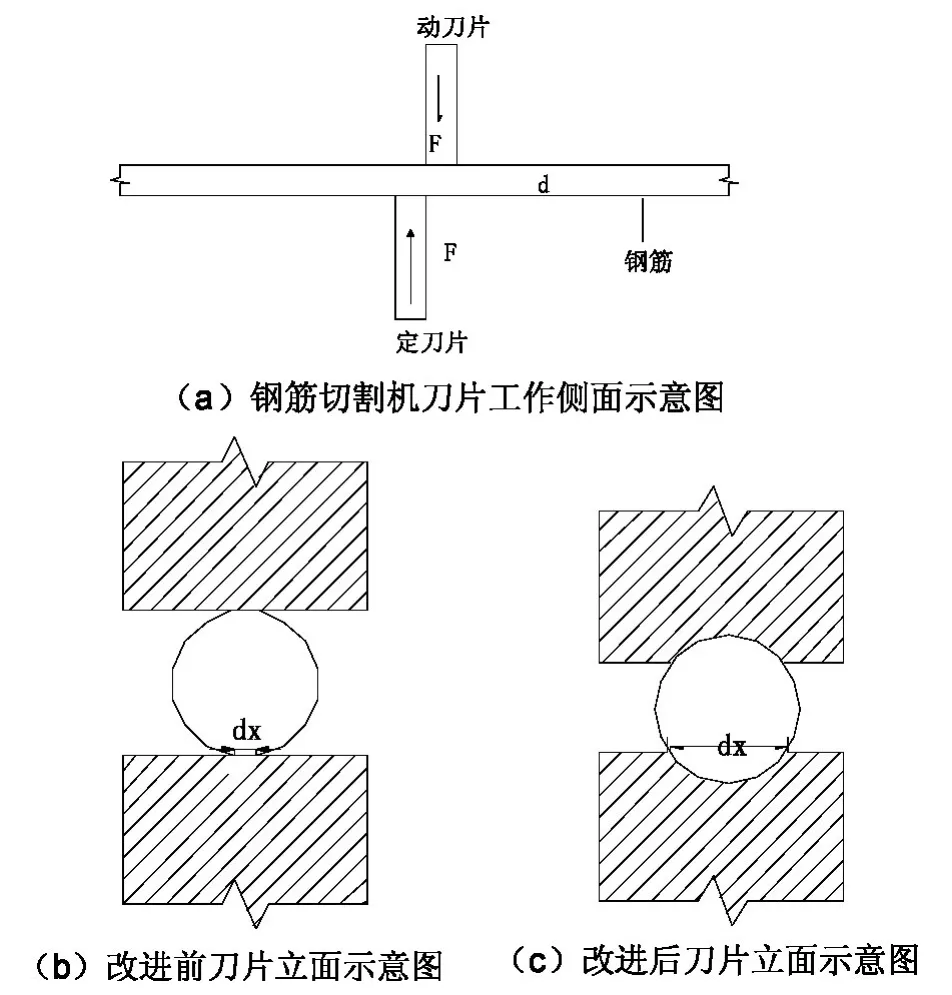
图2 刀片切割钢筋示意图
(1)假设切应力在剪切面上是均匀分布的,可得钢筋实用切应力计算公式[3]:

切应力强度条件:τ≤[τ]。[τ]为许用切应力,常由试验方法确认,塑性材料:[τ]=(0.5~0.7)[σ],脆性材料:[τ]=(0.8~1.0)[σ]。Fs为剪切面的剪切力,为钢筋截面积。
(2)假设应力在挤压面上是均匀分布的,可得钢筋实用挤压应力计算公式:

挤压强度条件:σbs≤[σbs]。[σbs]为许用挤压应力,常由试验方法确认,塑性材料:[σbs]=(1.5~2.5)[σ],脆性材料:[σbs]=(0.9~1.5)[σ]。Fbs为挤压面的挤压力,Abs为刀片与钢筋的实际接触面,δ为刀片宽度,dx刀片与钢筋接触弧长。
根据公式(1)和公式(2),以及切应力强度条件、挤压强度条件,可以推算出在确保钢筋不受挤压破坏时达到剪切破坏的刀片与钢筋实际接触面,一般钢筋切断机的刀片宽度 较为固定,刀片与钢筋接触弧长 应满足的尺寸要求为:

因此,为了避免钢筋在切断时不被刀片挤压破坏,现场施工中或者选择切断机时应注意对刀片刀刃外形进行加工改进。根据现场加工主要钢筋的尺寸选择合适的刀片刀刃,确保刀片与钢筋接触弧长,可以有效的保证钢筋切断后端头的平整度及圆滚度,减少钢筋接头螺纹加工前的切平、镦平处理。
3 钢筋切断机刀具改进技术的应用
亭子口库区交通复建工程潘家口大桥位于广元市元坝区青牛乡文书村,桥面设计高程EL462.97m~EL463.863m,设计桥长369.58m,宽7.5m,设计桥型为3联4×30m简支转连续T梁,全桥11个桥墩,桥墩采用板式桥墩,最高47m,桩基采用嵌岩桩,最深25m。全桥桩基、桥墩等主要受力钢筋采用HRB335Φ28螺纹钢,经工艺试验结果确定,采用滚扎直螺纹钢筋连接,连接强度高,成本较低,施工方便,质量易控制,质量验收直观。
前期施工过程中,采用GQ50型钢筋切断机进行钢筋下料,接头处总存在马蹄形且端面不平整,成型较差,经直螺纹滚丝机加工,丝头螺纹存在断丝、螺纹牙型不饱满,不完整螺纹偏多,最多达到4~5个,严重的影响到丝头加工质量见(图3)。为确保施工质量,只有对接头重新切割加工。根据现场钢筋原材料的力学性能参数和钢筋切断机刀具参数,取[τ]=0.6[σ]、[σbs]=2.0[σ]、δ=17mm、d=28mm,由式(3-3)得:dx≥11mm,即可满足钢筋不受挤压破坏。
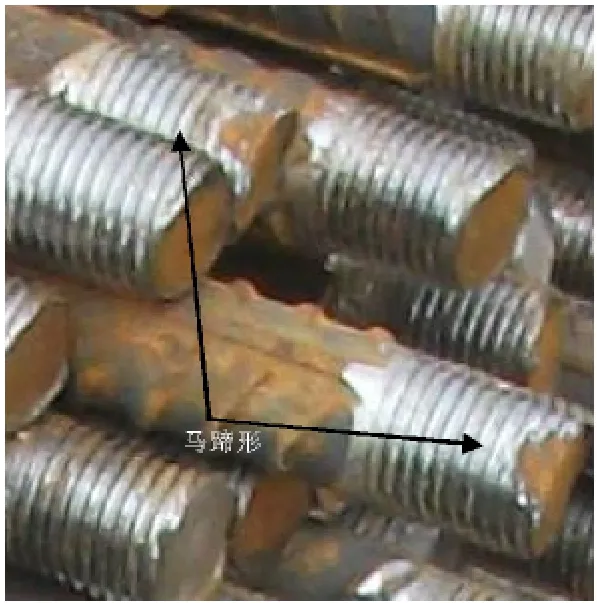
图3 刀片改进前接头丝扣加工效果图

图4 刀片改进后接头丝扣加工效果图
经现场对GQ50型钢筋切断机的刀片刀刃进行加工,将原有的平口刀刃改为弧形刀刃,加工弧长为15mm,内弧半径15mm,成型后的钢筋切割受力示意如图。通过现场实际应用,改进后的钢筋切断机,有效的解决了采用下料过程中引起的钢筋端头出现马蹄形,剪切端面的平整度也大大提高。钢筋接头丝扣加工后,进行简单的处理,即可以满足规范要求见(图4)。
4 小结
钢筋切断机刀具改进技术,在亭子口库区交通复建工程其它桥梁工程建设中推广应用,取得良好的技术效果,并得到建设、施工、监理单位一致好评。对于刀具刀刃的开口弧长,应根据加工钢筋直径大小及加工精细程度要求进行调整,可以通过现场实际加工情况进行验证改进。钢筋切断机作为钢筋加工必备工具之一,在建设工程各领域应用较广,钢筋下料端头质量的好坏,对于其它形式的钢筋连接质量也有一定提高。作为一种改进技术,值得诸多设备生产厂家、广大工程建设技术人员借鉴。
[1]JGJ107-2010,钢筋机械连接技术规程[S].
[2]JG163-2004,滚扎直螺纹钢筋连接接头[S].
[3]刘鸿文,材料力学[M].北京:高等教育出版社,2011.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
重型机械(2020年3期)2020-08-24 08:31:42
制造技术与机床(2018年10期)2018-10-13 06:36:54
电镀与环保(2017年6期)2018-01-30 08:33:37
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
工业设计(2016年4期)2016-05-04 04:00:26
设备管理与维修(2016年6期)2016-03-16 02:21:54
工程建设与设计(2016年4期)2016-02-27 10:50:57
中国塑料(2015年9期)2015-10-14 01:12:34