
压力容器的焊接结构设计
2015-01-31 07:32孙霄飞
当代化工研究 2015年11期
孙霄飞
(中油辽河工程有限公司机械工程所 辽宁盘锦 124010)
压力容器的焊接结构设计
孙霄飞
(中油辽河工程有限公司机械工程所 辽宁盘锦 124010)
对于压力容器的焊接工艺,我国有着非常详细的、严格的规定,但是,在压力容器的实际生产、制造过程中,压力容器焊接结构的设计不仅依靠相关标准,也依靠具有丰富经验的相关技术人员的合理判断。近几年来,压力容器在实际生产过程中得到了广泛的应用,因此,加强对压力容器焊接结构的研究具有非常重要的价值。本篇论文主要对压力容器的焊接结构设计进行了研究与探讨,以期为业界的相关研究与实践提供参考依据。
压力容器;焊接结构;设计
压力容器是一个典型的、具有代表性的焊接结构件,保证焊接结构设计的合理以及焊接质量的良好,是确保压力容器能够安全使用的重要条件。压力容器主要由六大结构组成,包括筒体、支座、密封元件、法兰、封头以及开孔和接管。压力容器涉及到了很多领域,例如安全防护、防腐、机械加工、无损检测、冶金等等,在实际生产中,压力容器是一种不可或缺的重要设备。由于介质易燃、密封质量以及承受压为过大等因素,压力容器极易引发火灾、爆炸,给财产、设备以及人员造成重大的伤害,因此,应当加强对压力容器焊接结构的研究。
一、焊接结构的主要类型
焊接结构有非常多的类型,因此,焊接结构的分类方法也会有所不同,不同的分类方法之间,会出现一定的重复、交叉现象。一般情况下,可以使用三种方法对焊接结构进行分类,第一种分类方法是制造方式,即生产者;第二种分类方法是结构形式,即设计者;第三种分类方法是用途,即使用者。具体如表1所示:
二、压力容器的焊接接头结构
压力容器的焊接接头主要有三种形式,第一种是搭接接头(图1),第二种是角接接头,T字形接头也属于角接接头(图2),第三种是对接接头(图3)。
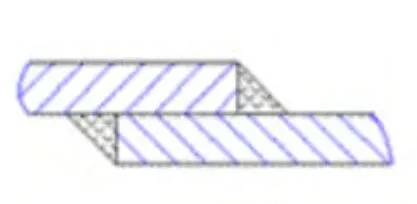
图1 搭接接头

图2 角接接头
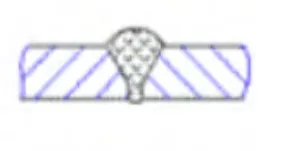
图3 对接接头
第一,搭接接头的结构如图1所示:两个零件互相连接,在其接头处出现部分重合,中面是相互平行的。其主要特点为:属于角焊缝,接头处的结构明显地具有一定的不连续性,在承载后,接头部位的受力情况比较差。搭接接头主要应用于容器与凸缘之间的焊接、器壁有支座垫板之间的焊接以及壳体与加强圈之间的焊接。

表1 焊接结构的分类
第二,角接接头以及T字形接头的结构如图2所示。角接接头指的是两个零件互相连接之后,在其接头处的中面相交成某一角度或者是中面相互垂直的焊接接头。T字形接头指的是两个零件呈T字形连接的焊接接头。角接接头与T字形接头都会形成角焊缝。其主要特点为:相互之间的结构具有一定的不连续性,与搭接接头相同,其在承载后,接头部位的受力状态比较差,应力集中较为严重,无法有效保证焊接质量。角接接头以及T字形接头主要应用于某些特殊部位,例如凸缘与管板、夹套、法兰、接管的焊接等。
第三,对接接头的结构如图3所示。两个零件互相连接之后,在其接头处的中面是处在同一个弧面或者是平面上的焊接接头,就是对接接头。对接接头的主要特点为:方便进行无损检测,受力比较对称,受热也比较均匀,容易保证焊接质量。对接接头是最为常用的一种焊接结构形式。因为对接接头比较容易保证焊接质量,因此应当尽量使用对接接头进行焊接。
三、焊接结构的设计原则
在焊接应力的作用下而形成的局部塑性变形,会进一步导致器壁沿着焊缝产生挠曲、扭曲或弯曲变形,在内压作用之下则会出现一定的附加弯曲应力,从而导致应力集中,为压力容器的使用带来了安全隐患,通过对焊接结构进行合理地设计,能够在最大程度上降低焊接应力造成的危害。
1.焊接接头设计应遵循的原则
在确保焊接质量的前提下,焊接接头设计应当遵循的基本原则主要包括以下几点:第一,应保证焊缝尽可能地光滑、连续,以降低应力集中;第二,根据等强度要求,所使用的焊丝、焊条的强度应当大于等于母材强度;第三,接头设计应保证操作方便,且有利于降低焊接工作量;第四,应当合理地对根部间隙、钝边高以及坡口角度等结构的尺寸进行选择,使其有利于焊透、坡口加工,降低出现焊接缺陷的可能性;第五,应尽可能地降低焊缝填充金属。
2.压力容器的焊接结构设计中应当注意的几点
第一,应当尽可能地错开焊缝。根据相关统计分析表明,在由压力容器的焊接结构而引发的安全事故中,大多数是因为疲劳循环情况下裂纹的进一步扩展引发的,出现这种现象的主要原因在于焊接结构设计的过程中,其他焊缝热影响区对角焊缝、焊缝交叉造成了一定的影响,进而导致出现了微裂纹或者是一些其他的焊缝缺陷。在对容器进行焊接的过程中,每一个焊缝热源都会在其周围的焊接构件区域内产生温度场,这些温度场是不均匀的,从而形成的焊接残余应力也会呈现出不均匀的状态。这些焊接残余应力也会随着焊接工艺、焊缝布置以及焊接构件的尺寸与形状的不同而产生相应的变化,因此,在结构设计的过程中,应当尽可能地错开焊缝。
第二,不等厚截面对接采用的方式是圆滑过渡。在压力容器的焊接结构设计中,在相邻的两个元件壁厚差别比较小的情况下,可以选择等厚结构设计的方式,以避免截面突变现象的出现,导致应力集中;在相邻的两个元件壁厚差别比较大,或者是出现几何形状突变的现象时,连接处的结构就会呈现出不连续性,这是采用的方式应当时圆滑过渡,应保证过渡角小于30度,以避免出现边缘效应。
第三,对于比较重要的接头,切忌采用角焊缝。由于单面坡口接焊缝的焊接结构存在一定的不对称性,此外,其根部极易出现未焊透等一些问题,从而会加大焊缝内表面的轴向弯曲应力,一般会高过材料屈服强度,进而导致在压力容器的使用过程中会出现疲劳裂纹扩展。根据相关统计计算表明,在疲劳寿命方面,角焊缝仅仅是接焊缝的五分之一。因此,压力容器壳体的周向焊缝与纵向焊缝都应当采取对接接头,而且在进行焊接时应当尽量避免焊缝母材出现咬边、气孔、夹渣以及未熔合等缺陷。
结语
在压力容器的焊接结构设计中,焊工工艺、焊接方法以及施焊位置等与经济效益具有十分密切的关联。相关设计人员在进行压力容器的焊接结构设计时,应当充分考虑拟采用的焊接工艺、焊接方法的可操作性与可达性。此外,在合理地进行焊接结构设计的基础上,为达到预防各种焊接缺陷、消除焊接残余应力的目的,可以在进行焊接之前、进行焊接的过程中以及焊接完成之后积极采取各种有效的措施,例如在进行焊接之前预热、选择合理的焊接规范、焊接完成之后进行热处理、焊接完成之后缓冷等,以提高焊接质量。
[1]刘小辉.压力容器焊接结构设计[J].现代机械,2015,06:56-59.
[2]王安. 压力容器焊接结构与工艺CAD设计方法[J]. 化工管理,2014,15:197.
[3]吴召波. 压力容器焊接结构的研究[J]. 山东工业技术,2015,16:22+213.]
[4]付强,罗英,谢国福,杨敏. 反应堆压力容器内壁环形锻件焊接残余应力三维有限元数值模拟[J]. 压力容器,2014,09:28-35.
[5]岳希明,王培萍,李伟然,张士全. 焊接接头系数在压力容器设计中的选取[J]. 企业技术开发,2011,18:75-76.
[6]寇顺利,包海鹰. 钢制压力容器设计中的焊接接头系数[J].电焊机,2010,06:83-86.
T
A
猜你喜欢
房地产导刊(2022年5期)2022-06-01
建材发展导向(2021年13期)2021-07-28
建材发展导向(2021年6期)2021-06-09
金属加工(热加工)(2020年12期)2020-02-06
三门峡职业技术学院学报(2019年4期)2019-05-20
汉字汉语研究(2019年4期)2019-03-04
制造技术与机床(2018年12期)2018-12-23
小学生学习指导(低年级)(2018年5期)2018-04-24
制造业自动化(2017年2期)2017-03-20
小学阅读指南·低年级版(2016年5期)2016-05-14