
矿用多轴线车电液比例转向同步控制的研究
2015-01-27 01:30曹益民
机电产品开发与创新 2015年1期
曹益民
(中国煤炭科工集团 太原研究院,山西 太原 030006)
0 引言
矿用多轴线车在转向过程中,要求每组车轮间要保持协调,具体表现为:在转向过程中驾驶员通过连接到方向盘上的编码器发出向某个方向转多少角度的指令,那么就要求矿用多轴线车的每个轮组按照预定的角度转动,且每个轮组转动的角度不同,必须呈现一定的规律,从而保证整个矿用多轴线车转至规定角度,否则矿用多轴线车在转向过程中就会出现车轮卡滞现象,造成矿用多轴线车无法向转动的方向前进。
1 PID 控制原理
在工程实际中,应用最广泛的调节器控制规律为比例、积分、微分控制(简称PID 控制,又称PID 调节)。PID控制器问世至今已有70 多年历史,它以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。当被控对象的结构和参数不能完全掌握,或得不到精确的数学模型时,控制理论的其他技术难以采用时,系统控制器的结构和参数必须依靠经验和现场调试来确定,这时应用PID 控制技术最为方便。即当我们不完全了解一个系统和被控对象,或不能通过有效的测量手段来获得系统参数时,最适合用PID 控制技术。PID控制,实际中也有PI 和PID 控制。如图1 所示,PID 控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。PID 控制的基本形式如下:
(1)比例(P)控制:比例控制是一种最简单的控制方式。其控制器的输出与输入误差信号成比例关系。当仅有比例控制时系统输出存在稳态误差。
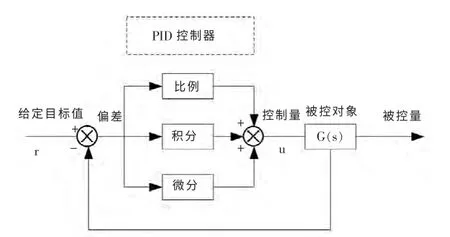
图1 PID 控制器原理图Fig.1 Schematic diagram of PID controller
(2)积分(I)控制:在积分控制中,控制器的输出与输入误差信号的积分成正比关系。对一个自动控制系统,如果在进入稳态后存在稳态误差,则称这个控制系统是有稳态误差的或简称有差系统。为了消除稳态误差,在控制器中必须引入“积分项”。积分项对误差取决于时间的积分,随着时间的增加,积分项会增大。这样,即便误差很小,积分项也会随着时间的增加而加大,它推动控制器的输出增大使稳态误差进一步减小,直到等于零。因此,比例+积分(PI)控制器,可以使系统在进入稳态后无稳态误差。
(3)微分(D)控制:在微分控制中,控制器的输出与输入误差信号的微分(即误差的变化率)成正比关系。自动控制系统在克服误差的调节过程中可能会出现振荡甚至失稳。其原因是由于存在有较大惯性组件(环节)或有滞后组件,具有抑制误差的作用,其变化总是落后于误差的变化。解决的办法是使抑制误差的作用的变化“超前”,即在误差接近零时,抑制误差的作用就应该是零。这就是说,在控制器中仅引入“比例”项往往是不够的,比例项的作用是放大误差的幅值,而目前需要增加的是“微分项”,它能预测误差变化的趋势,这样,具有比例+微分的控制器,就能够提前使抑制误差的控制作用等于零,甚至为负值,从而避免了被控量的严重超调。所以有较大惯性或滞后的被控对象,比例+微分(PD)控制器能改善系统在调节过程中的动态特性。
2 PID 参数选择
PID 控制器的参数选择是控制系统设计的核心内容。它是根据被控过程的特性确定PID 控制器的比例系数、积分时间和微分时间的大小。PID 控制器参数选择的方法很多,概括起来有两大类:
(1)理论计算整定法。它主要是依据系统的数学模型,经过理论计算确定控制器参数。这种方法所得到的计算数据未必可以直接用,还必须通过工程实际进行调整和修改。
(2)工程整定方法。它主要依赖工程经验,直接在控制系统的试验中进行,且方法简单、易于掌握,在工程实际中被广泛采用。PID 控制器参数的工程整定方法,主要有临界比例法、反应曲线法和衰减法。三种方法各有其特点,其共同点都是通过试验,然后按照工程经验公式对控制器参数进行整定。但无论采用哪一种方法所得到的控制器参数,都需要在实际中进行最后调整与完善。现在一般采用的是临界比例法。利用该方法进行PID 控制器参数的整定步骤如下:①首先预选择一个足够短的采样周期让系统工作;②仅加入比例控制环节,直到系统对输入的阶跃响应出现临界振荡,记下这时的比例放大系数和临界振荡周期;③在一定的控制度下通过公式计算得到PID 控制器的参数。
3 PID 控制器的基本结构形式
(1)连续形式的PID 控制器。

式中:e(t)=r(t)-c(t)为控制偏差;KP—比例系数;TI—积分时间常数;TD—微分时间常数。
(2)位置式PID 控制算法。

式中:T—采样周期;k—采样序号,k=0,1,2…;(k)—第K 次采样时刻的计算机输出值;e(k)—第K 次采样时刻输入的偏差值;e(k-1)—第K-1 次采样时刻输入的偏差值;KI—积分系数,KI=KPT/TI;KD—微分系数,KD=KPTD/T。
(3)增量式PID 控制算法。
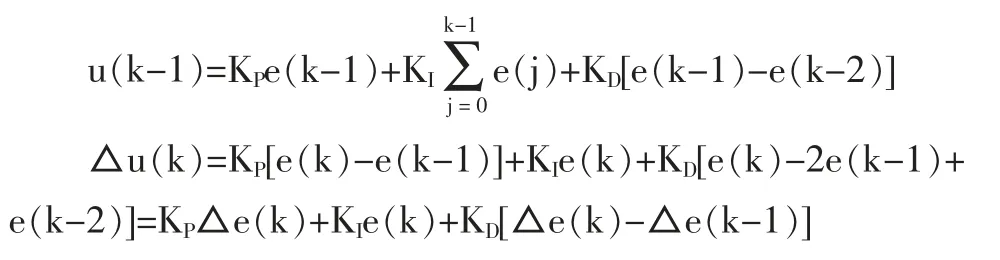
式中:△e(k)=e(k)-e(k-1)。
4 矿用多轴线车中PID 模型的建立
按照矿用多轴线车的工作状况,根据前面所求出的转向偏差,这里采用增量式PID 来计算控制量。
根据公式可以得到矿用多轴线车控制量u 的数学表达式为:
△ui=ui(k)-ui(k-1)
△ui=Kp△ei(k)+KIei(k)+KD[△ei(k)-△ei(k-1)]
由此模型构建的转向控制模式很好地保证了矿用多轴线车在转向过程中的各组车轮按照预定的角度转动,使转向系统能高效地完成各组车轮间同步转向,从而避免了卡滞现象,保证矿用多轴线车能够正常转向行驶。
5 结束语
本文针对矿用多轴线车转向同步问题提出了增量式PID 控制原理,根据该原理建立适合于矿用多轴线车转向同步控制原理的数学表达式,该方法也可为同类型车辆转向同步问题提供很好解决办法。
[1]舒进,陈思忠,杨林.多轮汽车多轮独立转向控制系统设计[J].交通与计算机,2003,6.
[2]汪星刚,盛步云,郑绍春.重型平板运输车转向系统协同控制技术的研究[J].机床与液压,2006,1.
[3]赵静一,刘雅俊,王智勇.基于CAN 总线的全液压驱动载重运输车协同控制系统设计[J].液压与气动,2006,7.
猜你喜欢
数学物理学报(2021年2期)2021-06-09
环球时报(2020-08-11)2020-08-11
数学物理学报(2019年5期)2019-11-29
机电工程技术(2018年10期)2018-12-06
电子制作(2017年17期)2017-12-18
制造业自动化(2017年2期)2017-03-20
广东技术师范大学学报(2016年5期)2016-08-22
江西煤炭科技(2015年4期)2015-11-08
橡胶工业(2015年10期)2015-08-01
哈尔滨师范大学自然科学学报(2015年1期)2015-04-19
