丁烯与异丁烷烷基化生产装置自控系统的设计
2015-01-13 04:30李若岩陈建敏朱雨寒
化工自动化及仪表 2015年5期
李若岩 景 丽 陈建敏 朱雨寒 彭 蓉
(1.中国石油兰州寰球工程公司,兰州 730060;2.中国石油兰州化工研究中心,兰州 730060)
随着世界汽车工业的快速发展,车用汽油消费量增长迅速,相应地车用汽油燃烧尾气排放量也显著增加,导致全球环境污染日益严重。为了节约能源并保护环境,提高车用汽油产品的质量,降低汽油中硫和烯烃的含量,清洁汽油的生产显得尤为重要。
采用汽油调和技术和增加高辛烷值汽油组分比例的方法可以显著地提升汽油的品质。丁烯与异丁烷烷基化油具有较高的辛烷值(94~96)、较低的蒸汽压、较低的敏感性,不含烯烃、芳烃和硫化物,挥发性和燃烧性能好的特点,是调和汽油的理想组分之一。
某厂经过市场调研和技术论证后,决定利用国内充沛的混合碳四资源,采用硫酸法烷基化技术生产工业异辛烷产品,建设年产16万t/a工业异辛烷项目(以下简称异辛烷项目),提高资源的综合利用率,实现资源优势向经济优势的转化,以提升企业的经济效益。在此,重点介绍16万t/a工业异辛烷装置自控系统和安全联锁系统的设计方案。
1 烷基化装置工艺流程①
硫酸烷基化工艺是以催化裂化装置副产的混合碳四烃中的异丁烷和丁烯为原料,以浓度为90%~98%的硫酸为催化剂,在低温下液相反应生成烷基化油的工艺过程,硫酸烷基化急冷工艺流程如图1所示。烷基化装置全流程由反应单元、制冷单元、酸烃沉降分离单元和产物精制分馏单元组成。烷基化反应单元中,在硫酸催化剂的作用下异丁烷和丁烯进行加成反应生成烷基化油;制冷单元是在压缩机作用下,利用反应物中大量的异丁烷减压汽化吸收反应热,维持反应在低温液相状态下进行,同时为烷基化反应系统提供足够的循环制冷剂,保证低温进料和反应物进料的分子比;精制单元中,将反应生成的烷基化油酸洗和碱洗,除去烷基化油中的酸性酯类化合物;分馏单元主要是将精制系统的烷基化油经过脱除未反应的异丁烷和正丁烷,在蒸馏塔分离出异丁烷和正丁烷,得到烷基化反应产物异辛烷产品。
2 烷基化生产装置各单元的自控原理
2.1 反应单元
异丁烷与丁烯的烷基化是放热反应,在反应过程中随着反应温度的升高,放热量减小,平衡常数随着反应温度的升高而急剧降低,反应从10℃升高到100℃,反应温度超过100℃后,平衡常数的变化趋于稳定,降低幅度减小。因此从热力学的角度看,尽可能地使烷基化反应在低温下进行才会获得异丁烷与丁烯烷基化高的反应平衡转化率。反应器进料流量稳定不仅能保持物料平衡,还能保持反应所需的停留时间,避免由于流量变化使反应物带入的热量和放出的热量发生变化,从而影响反应温度,因此研究进料流量的控制十分必要。烷基化反应器进料控制原理如图2所示。

图1 硫酸烷基化急冷工艺流程示意图
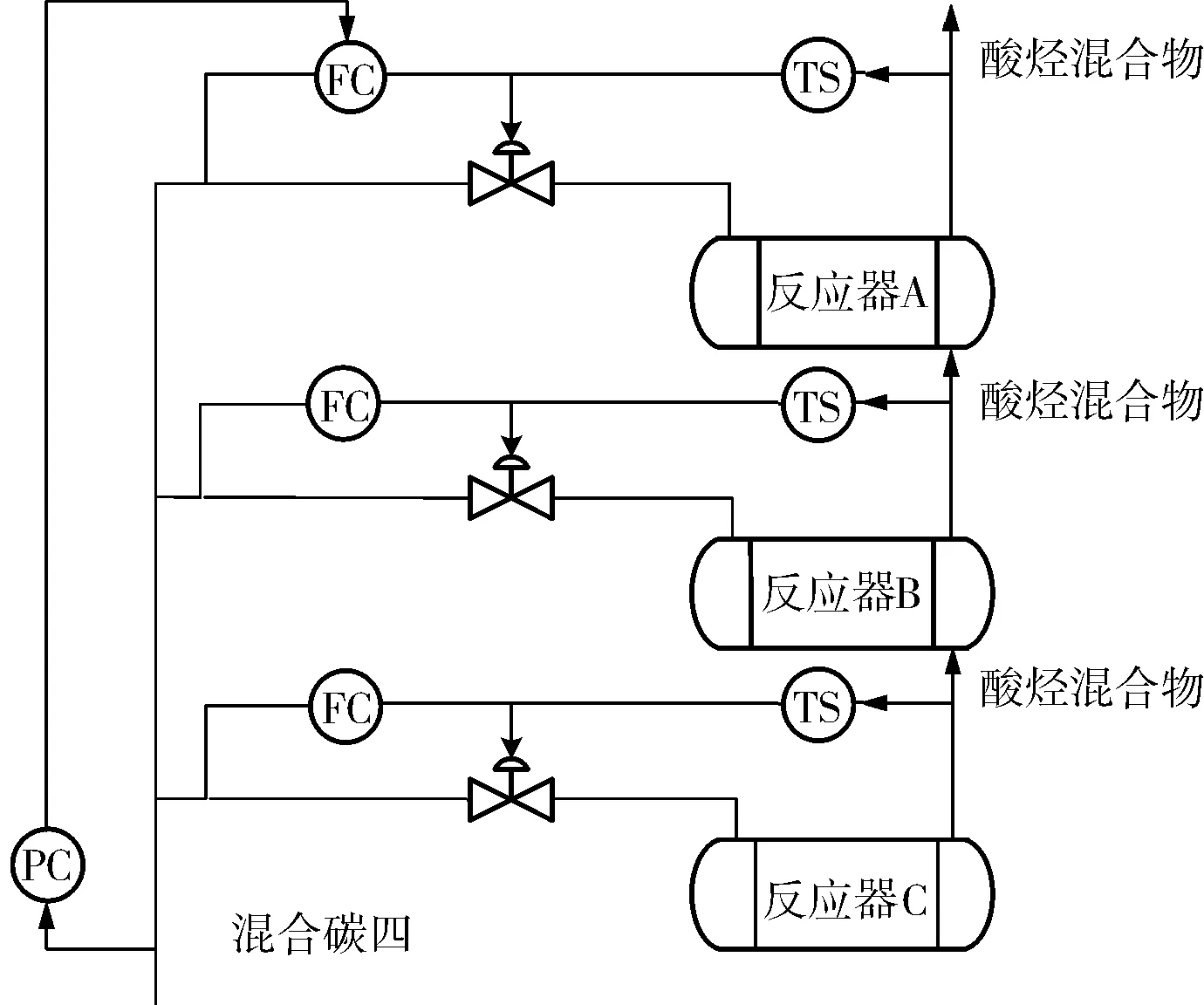
图2 烷基化反应器进料控制原理
混合碳四经过过滤器的过滤处理和聚结器的分离处理后,采用进料总管压力与各反应器进料流量串级控制,保证反应进料流量平稳,各反应器负荷相同;当酸烃混合物温度过高(超过20℃)时,安全联锁关闭各反应器的进料调节阀,确保烷基化反应在低温下进行,以达到较高的烷基化反应转化率,使丁烯转化率达到99.5%以上。
2.2 压缩制冷单元
压缩制冷单元的控制技术,主要是离心式压缩机的防喘振控制。离心式压缩机通过原动机带动叶轮高速旋转,以提高气体的动能,再将动能转换为气体的压头。离心式压缩机在运行过程中,当负荷下降到一定数值时,气体的排送会出现强烈的振荡现象,机身亦随之发生剧烈振动,这种现象即为喘振。喘振发生时压缩机出口压力和出口流量表现为剧烈波动,压缩机与所连接的管网系统和设备也发生强烈振动,甚至会导致压缩机的损坏。因此,离心式压缩机组的主要控制就是防喘振控制。
离心式压缩机的压缩比(压缩机出口压力p2与入口压力p1之比,即p2/p1)与进口气体体积流量Q之间的关系如图3所示,其中n为压缩机转速,QA为安全运行区进气量,QB为喘振临界点进气量。可以看出,在每一转速下,都有一个p2/p1值最高的点(称为驼峰)。将不同转速下的各个驼峰点连接起来就可以得到一条喘振边界线(图2中的粗虚线)。边界线左侧阴影部分为不稳定的喘振区,边界线右侧部分则是安全运行区。

图3 离心式压缩机工作特性曲线
正常情况下,压缩机的喘振是因负荷的减少,使被输送气体的流量小于该工况下特性曲线喘振点流量所致。因此,只能在必要时采用部分回流的办法,使之既适应工艺低负荷生产的要求,又满足流量大于最小极限值(喘振点流量)的需要,只要返回气体流量Q返≥Q喘-Q进,就能满足防止压缩机发生喘振的要求。
防喘振控制方案分为固定极限流量防喘振控制和可变极限流量防喘振控制两类。固定极限流量防喘振控制原理(图4)在于压缩机的流量始终保持大于最大转速下喘振点的流量值,QB为设定裕量的喘振进气量,在此状态下操作压缩机就不会产生喘振。

图4 固定极限流量防喘振控制曲线
固定极限流量防喘振控制的控制方案如图5所示,如果测量值大于QB则旁路阀完全关闭;如果测量值小于QB则旁路阀打开,使一部分气体循环,直到压缩机流量达到QB为止。这种方案的优点是控制系统简单,使用仪表少,系统可靠性高。其缺点是在转速降低、压缩机在低负荷运行时,极限流量的裕量显得过大而造成能量浪费大,无疑会增加运行费用。
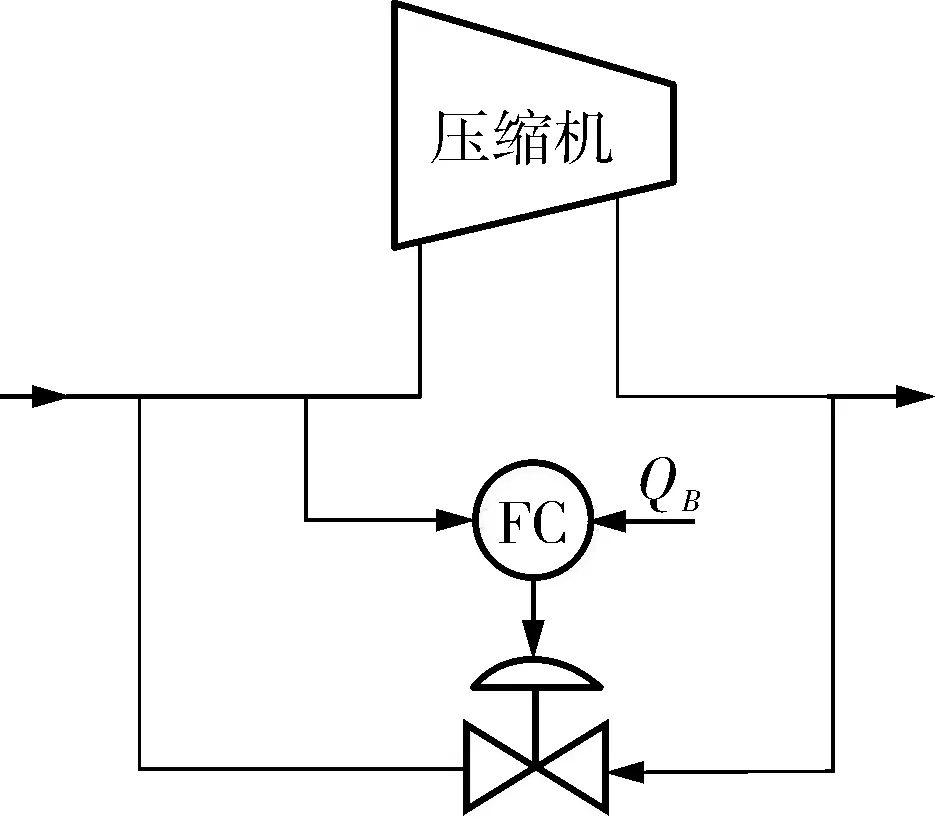
图5 固定极限流量防喘振控制方案
可变极限流量防喘振控制方法,为减少压缩机的能量损耗,压缩机负荷通过调速改变。因为不同转速工况下其喘振极限流量是一个变数,它随转速的下降而减小。为防止喘振的发生,必须满足:
式中a、b——系数,由压缩机制造商提供;
h1——入口流量的差压;
β——流量系数。
按以上数学模型构成的可变极限流量防喘振控制方案如图6所示。当所测差压值h1大于计算值时旁路调节阀关闭;当h1值小于计算值时则打开旁路调节阀,以防止喘振的发生[1]。
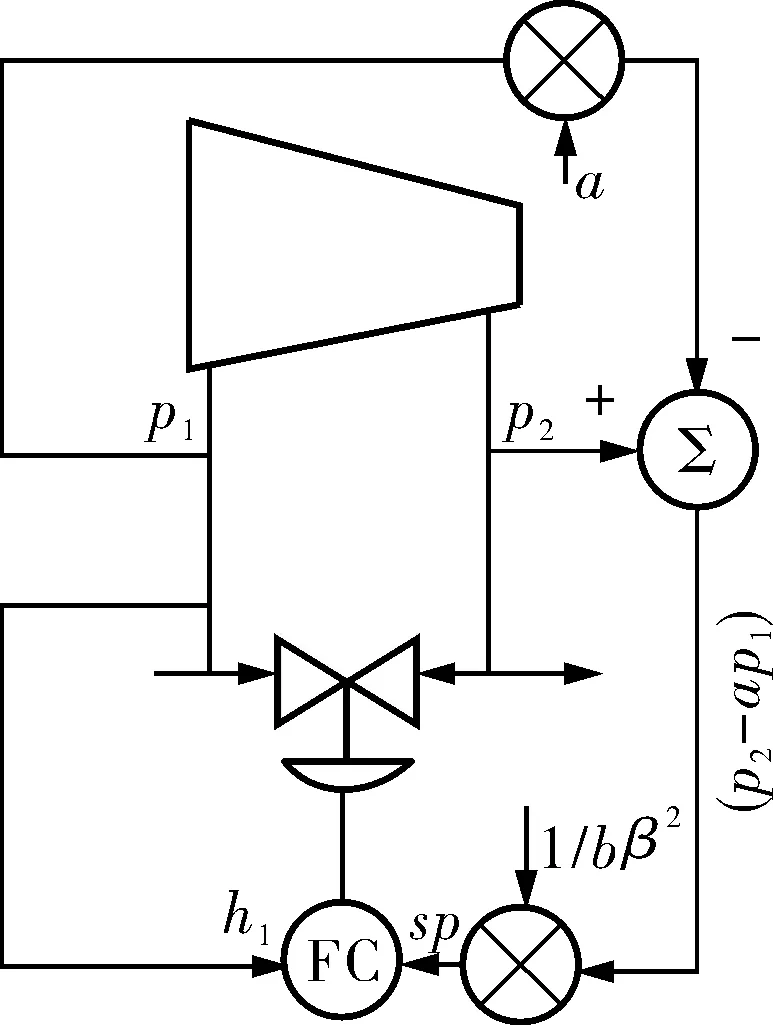
图6 可变极限流量防喘振控制方案
综上所述,考虑减小压缩机组的能量损耗,生产负荷与喘振安全流量动态匹配的原则,本项目离心式制冷压缩机防喘振控制方案主要包括离心式压缩机变频调速控制和可变极限流量防喘振控制两部分。离心式制冷压缩机机组转速为变频调速,由吸入闪蒸罐压力控制电机变频器频率,闪蒸罐压力值可反映离心式制冷压缩机的进气量,压力值升高则生产负荷增加,离心式制冷压缩机电机转速加快;压力值降低则生产负荷减小,离心式制冷压缩机电机转速变慢。
离心式制冷压缩机机组可变极限流量防喘振控制中,较之在入口管道安装流量测量节流装置,对出口压力影响较大,且压缩机吸入压力较低,不允许再有更多的压力损耗,因此本项目流量测量节流装置安装在出口管道上。压缩机厂家根据计算模型(考虑气体的温压补偿、入口与出口质量流量相等关系等)和电机不同转速(随生产负荷变化),对喘振点安全流量值重新设定,通过压缩机吸入流量与喘振点安全流量(当前转速下)的对比,当吸入流量大于喘振点的安全流量时,旁路调节阀关闭;当吸入流量小于喘振点安全流量时,旁路调节阀开始调节。
2.3 精制单元
精制单元将烷基化反应器的生产反应流出物通过酸洗和碱洗,吸收反应流出物中的硫酸酯。这是因为反应器流出物中夹带的硫酸酯在脱异丁烷塔的高温条件下会分解放出SO2,遇水会造成塔顶系统的严重腐蚀并在脱异丁烷塔再沸器结垢,必须予以脱除。
精制单元的主要控制为换热器热交换控制,如图7所示。热交换过程是物料在加热和冷却过程中,相互进行热量交换,热流体将其热量传递给冷流体,或者说冷流体将其冷量传递给热流体。载热体为脱正丁烷塔来的混合异辛烷,被加热介质为碱洗罐用碱液。通过换热控制,既充分回收了混合异辛烷的热量,又加热了碱洗液,满足碱洗流程的要求。

图7 换热器热交换控制方案
2.4 分馏单元
分馏过程是利用混合液中各组分相对挥发度的不同,即在同一温度下各组分的蒸汽压的特性,使液相中的轻组分转移到气相,同时使气相中的重组分转移到液相,从而达到组分分离的目的。本项目有脱异丁烷塔和脱正丁烷塔,均设置了分馏塔,实现异辛烷产品与异丁烷、正丁烷的分离。
分馏塔都是在一定的压力下进行操作的,这是因为塔内的气-液平衡关系与塔压有着密切的关系,塔压的波动会破坏塔内各层塔板的气-液平衡关系,从而影响分馏塔的分离纯度。此外,一般分馏塔都选择温度作为控制产品质量的间接指标,而温度和产品组分一一对应的关系是随压力而改变的,只有在压力一定时,温度与产品组分才保持这种一一对应的关系,因此本项目中分馏过程的主要控制有分馏塔的塔压控制和塔温控制。
2.4.1塔压
脱异丁烷塔和脱正丁烷塔塔顶为液相采出,然而却含有较多不凝气体需要放空,采用如图8所示的方案控制塔压。该方案还设置了冷凝液温度控制系统,这是因为在气相产品量较多时,分凝器中的温度与压力平衡关系将随气相产品的成分而变,只有在一定冷凝温度下才能保证气相产品的成分不变。同样,为保证液相产品的质量,顶部压力也应进行控制,使其维持定值。
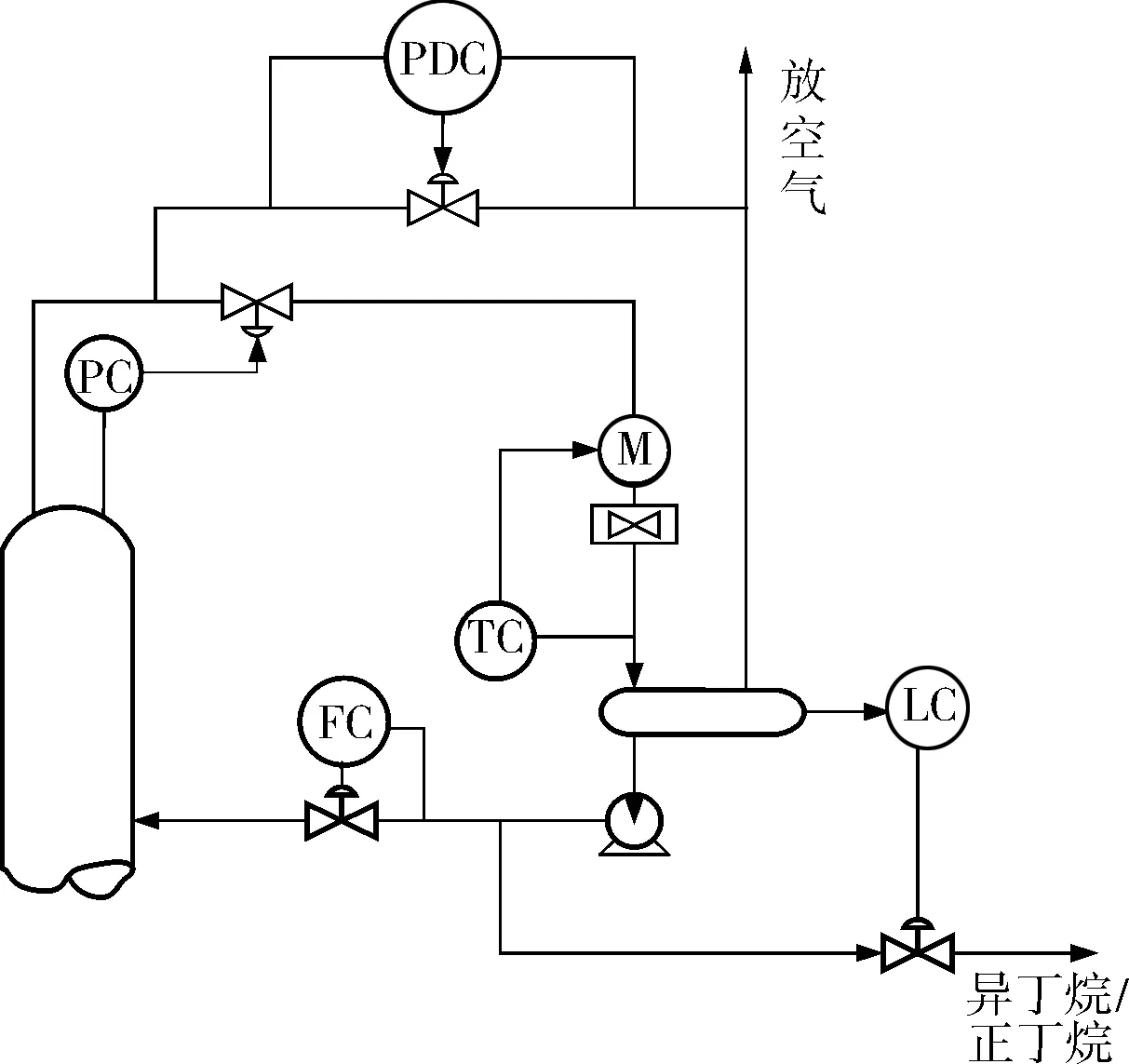
图8 分离塔塔压控制方案
2.4.2塔温
分馏塔塔温控制为塔温与低压蒸汽流量串级控制,控制效果取决于测温点位置的选择。控制温度检测点选择在进料板与塔顶(底)之间的灵敏板上。灵敏板是指当塔受到干扰或控制作用时,塔内各层塔板上的组分都会发生变化,随之各层塔板的温度也将发生变化,当达到新的稳态时,温度变化最大的那块塔板。灵敏板的位置可以通过逐板计算,经比较后得到。但是塔板效益不易估准,在它的附近设置多个检测点,最后根据实际分馏塔运行中的情况,从中选择最佳的检测点作为灵敏板,如图9所示。

图9 分离塔塔温控制方案
3 烷基化装置自控系统的实现
本项目设有DCS和安全仪表系统SIS各一套,分别采用MACS-SM系统和HiaGuard系统,系统主要由工程师站、操作员站和现场控制站组成,现场控制站中包括主控单元设备和I/O单元设备。
3.1 DCS
本项目的DCS系统为全厂型过程控制系统(图10),设备包括现场控制站(4对控制器)、系统辅助柜(含安全栅、继电器及防雷栅等)和上位机7台(包括工程师站一台,操作员站5台,GDS气体检测监视站一台)。
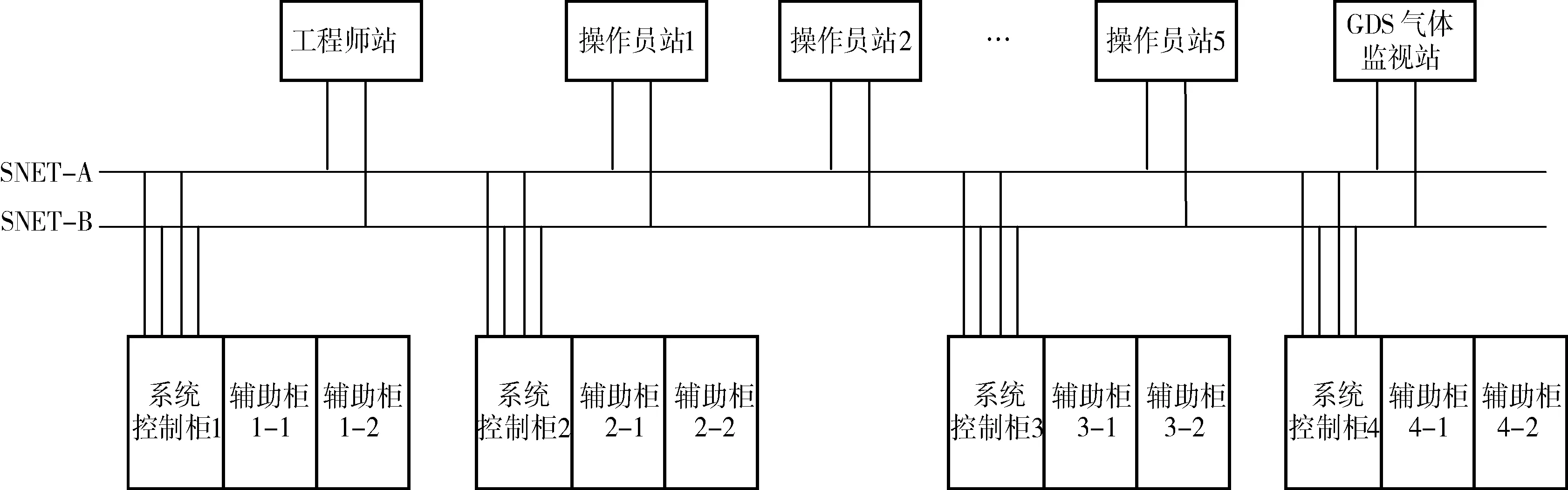
图10 DCS配置
3.2 SIS
SIS(图11)不同于批量控制、顺序控制和过程控制的工艺联锁,当过程变量越限、机械设备故障、系统本身故障或能源中断时,SIS能自动地完成预定的设定动作,使操作人员、工艺装置和环保转入安全状态。

图11 SIS结构示意图
本项目的SIS安全度等级为SIL2级,即装置可能偶尔发生事故,发生事故时SIS对装置和产品有较大的影响,并有可能造成环境污染和人员伤亡,经济损失较大。采用TüV莱茵公司认证的HiaGuard系统,设备包括安全控制站(一对控制器)、系统辅助柜(含继电器及防雷栅等)、上位机一台(工程师站兼Sequence of Event,SOE站)和辅助操作台一面。
3.3 主要的安全联锁控制
3.3.1反应器酸烃出料温度高高安全联锁
当酸烃混合物出料温度超过20℃时,反应器内反应温度过高,不利于丁烯的烷基化反应转化。在此状态下,SIS安全联锁关闭各反应器的进料调节阀停止进料,降低反应器系统的反应温度(联锁信号来自一进二出隔离式安全栅,送SIS信号)。待反应器系统温度达到要求时,继续进料,确保烷基化反应在低温条件下进行,使丁烯达到较高的反应转化率。反应器酸烃出料温度高高安全联锁。
3.3.2制冷压缩机停止/压缩机入口分液罐液位高高安全联锁
当制冷压缩机停止或压缩机入口分液罐液位超过1 500mm时,安全联锁打开放空切断阀、关闭进料切断阀、关闭出料切断阀(故障停信号来自PLC压缩机入口分液罐浮筒液位计经一进二出隔离式安全栅,送SIS信号)。
4 结束语
采用DCS系统对烷基化装置生产过程进行集中监视、控制和管理;反应单元采用进料总管压力与各反应器进料流量串级控制,保证反应进料流量平稳,各反应器负荷相同。压缩制冷单元对喘振点的安全流量值进行了设定,通过压缩机吸入流量与喘振点安全流量(当前转速下)的对比,实现了离心式压缩机组的防喘振控制。在确保分馏塔塔压控制稳定的前提下,实现了分馏塔塔温的控制,采用灵敏板作为温度检测点,灵敏板的位置通过逐板计算,并在附近设置多个检测点,经DCS选择控制,比较后得到最佳的检测点作为控制灵敏板。
装置自控系统设置了独立的SIS,当安全联锁触发时,SIS能自动完成预定的设定动作,使操作人员、工艺装置和环保转入安全状态。反应器酸烃出料温度高高安全联锁确保了烷基化反应在低温下进行,实现了较高的丁烯烷基化反应转化率;制冷压缩机停止/压缩机入口分液罐液位高高安全联锁,确保了装置重要生产设备的安全运行和生产过程的安全受控。
[1] 陆德民,张振基,黄步余.石油化工自动控制设计手册[M].北京:化学工业出版社,2000.
猜你喜欢
炼油与化工(2021年3期)2021-07-06
石油炼制与化工(2021年7期)2021-01-14
石油石化绿色低碳(2020年2期)2020-12-31
化工管理(2020年19期)2020-07-28
上海节能(2020年3期)2020-04-13
石油化工建设(2019年4期)2019-10-10
上海化工(2019年8期)2019-02-18
潍坊学院学报(2016年6期)2016-04-18
化工进展(2016年1期)2016-03-07
压缩机技术(2014年3期)2014-02-28