
填料箱变径处的裂纹检测技术
2015-01-12 01:08桑建军李守彬
电站辅机 2015年4期
桑建军,李守彬
(中广核核电运营有限公司,广东深圳518000)
填料箱变径处的裂纹检测技术
桑建军,李守彬
(中广核核电运营有限公司,广东深圳518000)
填料箱是阀门重要的密封部件,在填料箱的变径处常有裂纹出现。利用超声波检测时,对变径处的裂纹信号难以判断,显示的裂纹信号易与结构信号混淆,导致漏检。通过磁粉检测方法,从侧面验证了裂纹的存在。对于浅表面的裂纹,可通过机加工去除,避免了不必要的零件报废,在提高产品质量的同时,降低了生产成本。
阀门;填料箱;超声波;裂纹;深度;磁粉;检测;方法
0 概 述
阀门填料箱作为阀门重要部件之一,对于介质的密封起到二次保护作用。在填料箱制造过程中,需通过锻造,挤压成型,容易在截面凸变处产生应力集中,导致裂纹的产生。在高压运行工况下的阀门,一旦填料箱出现裂缝,裂纹将在高压的作用下扩展,最终导致开裂,造成介质泄漏,甚至引发爆炸事故。
1 超声波检测实施
阀门填料箱(锻件)材质为A105,属于碳钢中的特殊钢材。填料箱的形状,如图1所示。材质检查按ASTMA388-2011标准进行,检查结果应符合标准要求。
(1)材质中单个圆形缺陷尺寸,不应大于当量直径Ø2mm。
(2)无密集缺陷,在50mm2范围内,当量直径Ø1.5mm不超过5个缺陷回波显示。
(3)斜波检验,不允许出现任何裂纹,对比试样V型槽深为工件壁厚的3%,最大值为3mm。
检测时,采用MUT600B便携式数字超声波探伤仪,直探头选择2.5P14Z,利用工件大平底回波进行调试,找到底面反射波,调至50%屏高,输入Ø2 mm平底孔,工件厚度为175mm,将底波调至屏幕的第四格以内,按回车确认,这时AVG曲线就自动生成。斜探头选择2.5P8×8K2,利用CSK-IIIA试块,调试距离波幅曲线,调试好仪器后,对工件进行检验。
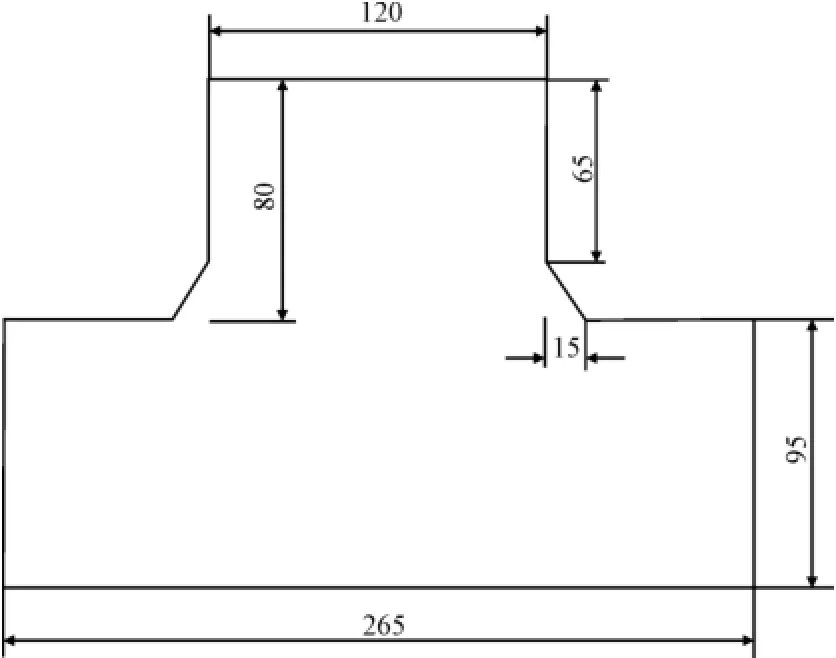
图1填料箱的形状
检测时,在探头的左右前后移动中,未发现缺陷显示。当探头移动到截面边缘时,探头中心离边缘约5~7mm,探头所处位置,如图2所示。在边缘处出现一反射波,其深度在67mm处,当量直径为Ø4mm,该处的波形图,如图3所示。用直尺测量裂纹位置,正好位于凸台变径处。随着探头的移动,反射波波幅不断降低,探头稍微往中心移动,回波迅速变小,再往边缘移动一点,反射波立即消失,很容易误以为是边缘干涉波或者是探头杂波。

图2直探头的探测位置
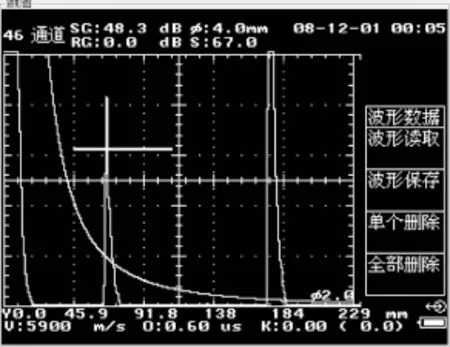
图3端面边缘处的缺陷波形
2 磁粉检测的验证
在超声波检测中,对该批次17个阀门填料箱实施了检测,其中8个在边缘有疑似缺陷波。为了验证无损检测的结果,采用CJX-A型交流磁粉探伤仪,用A型磁轭探头对凸台变径处实施连续法检测(垂直进行两次磁化,其中一次磁轭沿轴向布置)。采用磁轭间距为100mm。经检测,发现凸台变径处有明显的表面裂纹,如图4所示。擦掉磁痕后,重新检测,仍然可见长达30~120mm的周向裂纹。

图4磁粉检测时的裂纹显示
3 缺陷深度的测定
由于填料箱是毛坯锻件,还有一定的加工余量,如裂纹深度较浅,将在机加工后去除,故应对裂纹的深度予以确认,最终判定是否可经机加工清除。采用上述所提斜探头,在工件曲面检测轴向裂纹的深度。探头的位置,如图5所示。经探测,缺陷深度为5~11mm,缺陷处的波形图,如图6所示。确定缺陷深度后,其中6个毛坯件超出机加工余量2~3 mm,故将这6个毛坯件作退货处理。

图5实施曲面轴向裂纹深度探测
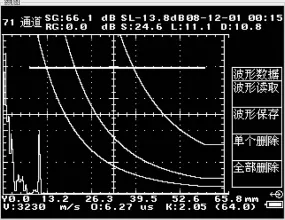
图6曲面轴向裂纹深度定量图
4 超声波检测方案的优化
对于圆柱型工件,在端面检测表面裂纹时,可采用小角度纵波斜探头(约15°)在端面进行检测。这样探头不用靠近边缘,就可以检测到变径处的缺陷回波,如深度为65~80mm的缺陷,探头边缘离工件边缘约11~14mm,这样操作者就不会怀疑是边缘干涉波。利用斜探头在曲面轴向检测缺陷深度时,探头与工件只是部分接触,探头稍微一转动就容易出现杂波,最好采用与工件曲率相同的曲面斜探头,这样耦合更好,缺陷波显示得更清晰。
5 注意事项
(1)对于小角度纵波斜探头,目前只是在理论上提及,对于其角度测试、验收标准以及距离波幅曲线的制作也很难。一般的超声波仪器,也没有将小角度纵波斜探头的调试方法列入使用说明书中,另一个原因是这种探头会在工件中产生横波和纵波,故在调试时应注意区分。对于新购买的探头,角度误差不会太大,只需调好始偏后,输入已知角度即可直接用于检测。
(2)选择直探头时,应在满足检查标准的同时,尽量选用小直径探头,在探测边缘缺陷时,探头不至于悬空。
(3)在超声波探伤中,遇到可疑缺陷波时,应仔细判断,排除非缺陷回波(如斜探头在检测裂纹深度时,工件变径处堆积的机油会引起杂波,只需抹掉堆积的机油,回波即会消失)。
(4)准确调试超声波仪器,尽量减少误差率,尤其是探头K值,便于对缺陷深度的测量。
6 结 语
对该批次填料箱进行超声波检测后,发现存在周向裂纹的工件8个,经磁粉检测后,工件表面均有红色磁痕显示,裂纹长度为30~120mm,其中2个工件的缺陷深度在加工余量内。挖除裂纹后,经探伤检测,未发现裂纹,可进入下道工序。对其余6件予以退货处理。经机加工后,通过超声波检测,该2个工件的浅表面裂纹已去除。
对于内部缺陷的探测,超声波检测的灵敏度高,对疑拟表面缺陷探测时,可利用其它检测方法进行确认,验证探测结果的准确性。
[1]郑晖,林树青.超声波检测[M].北京:中国劳动社会保障出版社,2008.
[2]ASTMA388/A388M-2011.重型钢锻件的超声波检测[S].
[3]宋志哲.磁粉检测[M].北京:中国劳动社会保障出版社,2007.
[4]JB/T4730.3-2005.承压设备无损检测第3部分/超声波检测[S].
TheTestingTechnologyintheValveofStuffingBox CornerSurfaceCrackTesting
SANGJian-jun,LIShou-bin
(ChinaGuangdongNuclearPowerOperationCo.,Ltd.,Shenzhen518000,Guangdong,China)
Stuffingboxisimportanttosealpart.Thearticledescribesthemaindifficultiesinthevalveofstuffingbox forultrasonictesting.Duetothestuffingboxwhendoingultrasonictestingintheendfaceforconvexpartswhichthe surfacecrackisdifficulttojudge,itiseasytoconfusetheoperatorleadtoundetected;bymagneticparticletesting demonstratestherealityandtheuseofK2obliqueprobeinsurfacetodetectthedepthofthecrack.Fortheshallow surfacecrackcanbemachinedoff.Atthesametimetoimprovethequalityofreducingproductioncostandimprove productionefficiency.
valve;stuffingbox;ultrasonic;crack;depth;magneticpowder;test;method
TL353
A
1672-0210(2015)04-0044-03
2015-09-01
:2015-10-12
桑建军(1969-),男,毕业于四川大学,工程师,从事核电站在役检查项目与技术方面的管理工作。
猜你喜欢
流程工业(2022年3期)2022-06-23
汽车实用技术(2021年12期)2021-07-03
煤气与热力(2021年3期)2021-06-09
课程教育研究(2021年23期)2021-04-13
机械工程与自动化(2020年6期)2020-12-28
装备制造技术(2020年1期)2020-12-25
安徽工业大学学报(自然科学版)(2019年4期)2019-03-31
黑龙江科技大学学报(2016年3期)2016-11-03
中学科技(2014年11期)2014-12-25
太空探索(2014年3期)2014-07-10
