番茄酱一效发酵罐建模及控制仿真*
2015-01-10 05:16:11霍宏伟
机械研究与应用 2015年6期
霍宏伟,袁 元
(兰石换热设备有限责任公司,甘肃兰州 730050)
番茄酱一效发酵罐建模及控制仿真*
霍宏伟,袁 元
(兰石换热设备有限责任公司,甘肃兰州 730050)
针对番茄酱一效发酵罐内番茄酱液面高度和罐内温度的动态控制,建立了番茄酱输入质量同罐内剩余质量、输出质量及蒸汽输入热量与发酵罐系统热量相平衡的数学模型,并在Matlab中采用粒子群优化算法对番茄酱输入质量和蒸汽量系统进行优化控制仿真。仿真结果表明,采用粒子群优化算法能够将罐内液面高度和温度控制在所要求范围内,且该算法控制速度快、精度高、工作量小,能够提高生产率,对实际生产过程具有十分重要的指导意义。
番茄酱;粒子群优化算法;建模;仿真
0 引 言
我国番茄酱生产始于20世纪60年代中期,从匈牙利等国家引进番茄酱生产线,工厂分布在北京、天津、上海、杭州、扬州和重庆等城市,生产线日产番茄酱12 t,主要产品是番茄酱罐头。80年代后期,又陆续从意大利引进番茄酱生产线,产地集中在新疆[1-2],番茄年加工能力80万吨以上,约占全国番茄加工总量的90%[3]。番茄酱加工控制系统的研究,可将具有自主知识产权的控制技术应用于生产中,摆脱对国外技术的依靠,从而降低番茄酱生产的技术成本,提高我国番茄酱产业在世界的竞争力。
番茄酱是热敏性物质,易受高温损害,通常采用真空加热方法浓缩,以便能在较低温度下完成蒸发过程。番茄酱用蒸发器通常为多效升膜式强制循环加热方式,效次数可根据企业生产能力选取,通常三至四效,因此,控制第一效蒸发浓缩罐内液面高度和温差变化幅度对番茄酱后续加工质量的优劣至关重要。
在番茄酱生产中,对这一过程虽然采取了控制,但是一般都存在控制范围较大,控制的精度不高等问题。针对该问题,建立输入一效发酵罐中的番茄酱质量同罐内剩余质量、输出质量以及输入的蒸汽热量与整个发酵罐系统热量相平衡的数学模型,并考虑实际生产过程中的重要因素在MATLAB/simulink软件上进行了仿真。仿真结果表明,采用粒子群优化算法能够将罐内液面高度和温度控制在所要求范围之内,而且该算法控制速度快、精度高、工作量小,能够提高生产率,对实际生产过程具有十分重要的指导意义。
1 发酵罐建模
考虑生产实际中的主要因素后,建立了发酵罐罐内液面高度和温度的离散数学模型,用数学方程描述如下:

式中:Hk为第k次时的液面高度;Hk-1为上一次的液面高度;Hk为第k次时的液面高度;Hk-1为上一次的液面高度;ΔH为液面高度差;Min为输入的番茄酱质量;Mout为输出的番茄质量;ρ为番茄酱密度;S为发酵罐底面积;Tin为输入番茄酱的温度;Tk为第k次发酵罐内温度;Qin为输入的蒸汽热量;Qout为系统散失的热量。
此数学模型在Simulink窗口中所搭建的模块化模型如图1所示。

图1 罐内液面高度和温度的模块化模型
罐内番茄酱液面高度通过控制番茄酱输入量、流出量来实现,对连续的平衡生产线,对每一环节番茄酱的供应量基本保持不变,因此,一效发酵罐的输出量应保持一恒定范围,但在实际控制过程中会遇到控制输入量的时间间隔选取以及调节输入量大小等一系列问题。针对解决上述问题,采用增量式PID控制算法控制番茄酱输入质量达到控制液面高度的效果。罐内温度主要是通过控制高温气体的热输入量来进行调节,输入的高温蒸汽通过热交换作用,将热量传递到较低温的番茄酱内,使得流出的番茄酱温度满足下一发酵罐输入要求,这一过程同样采用增量式的PID控制算法。二者的控制框图如图2所示。最后在Simulink中用模块搭建的仿真模型如图3所示。
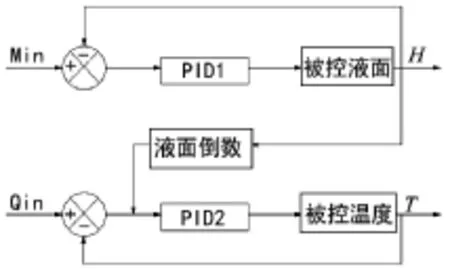
图2 PID控制温度、液面框图

图3 一效发酵罐PID控制仿真模型
2 发酵罐控制及仿真
2.1 增量式PID控制算法
PID控制器是连续控制系统中技术成熟、应用最为广泛的控制器。在模拟控制系统中,最常用的控制规律是PID控制。常规PID控制系统原理框图如下图1所示,系统由模拟控制器和被控对象组成。

图4 模拟PID控制系统的原理框图
PID是一种线性控制器,它根据给定值r(t)与实际输出y(t)构成控制偏差[4]。

其控制规律为:

式中:Kp为比例系数;TI为积分时间常数;TD为微分时间常数。
将式(5)进行离散化处理,就可以得到离散的数字PID表达式:
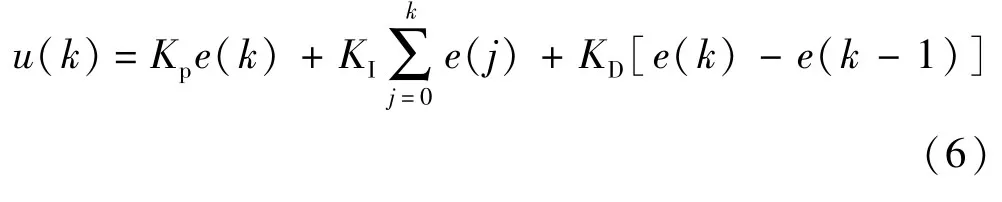
式中:T为采样周期;K为采样序号,k=0,l,2,…;u (k)为第k次采样时刻的计算机输出值;e(k)为第k次采样时刻的输入的偏差值;e(k-1)为第k-1次采样时刻的输入的偏差值。
有了上面u(k)的表达式,就可以根据“递推原理”得到u(k-1)的表达式:

如果用式(6)减去式(7),就可得到式(8):


图5显示了增量式PID控制算法的程序流程框图。
2.2 仿真过程
对番茄酱一效罐液面和温度控制仿真过程如下:
第一步:在Simulink窗口中搭建好模块化模型,即将前面已完成的数学模型用模块化的形式展现在窗口中,代替相应的程序。
第二步:由于采用增量式的PID控制方式,首先赋值三个PID参数,再调节相关的模型参数,采用固定步长算法进行仿真。
第三步:根据第二步所仿真的结果,适当调整一个PID参数中的,再进行仿真。再同一坐标图中对比给定的脉冲信号波形与PID控制波形。
第四步:根据实际生产中工艺、技术要求,调整PID参数使其控制波形达到理想波形,符合实际控制波形。
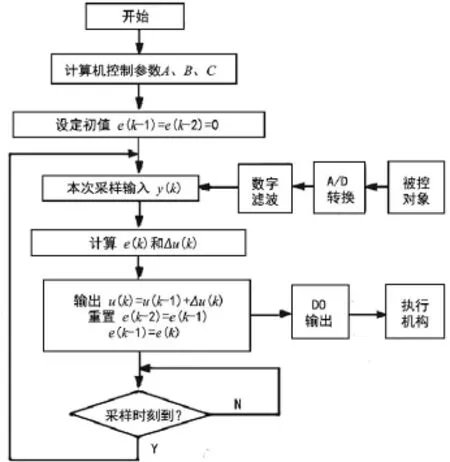
图5 增量式PID控制算法的程序流程框
将已建好的番茄酱液面和罐内温度控制模型在simulink窗口中仿真,下面是采用P1p=1.968 8,P1i= 0.005 4,P1d=0.006 3,P2p=3.00,P2i=1.050 4,P2d= 1.85六个参数控制的液面和罐内温度控制波形图。
通过以上的分析,可做出以下的流程图,如图6。
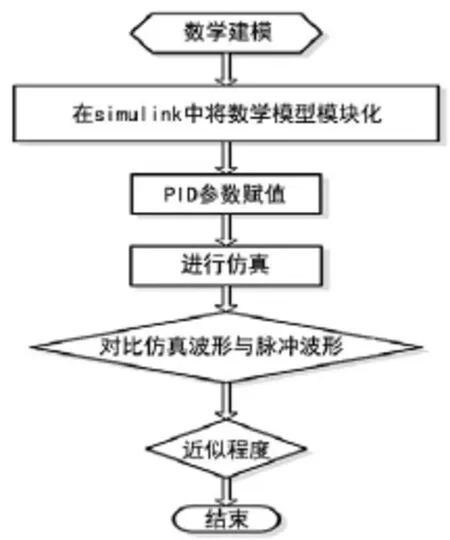
图6 PID控制流程图
3 仿真结果分析
图7(a)、(b)分别是采用增量式PID控制器控制番茄酱液面和罐内温度图,通过比拟实际生产中的番茄酱输入,对仿真模型给一脉冲波形代替番茄酱的输入质量和蒸汽输入量,经过两PID控制示波器输出波形分别代表了液面高度和罐内温度控制效果图。
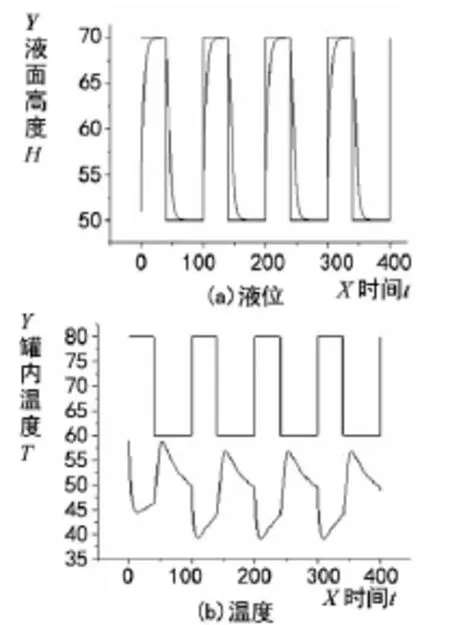
图7 PID控制液位、温度图
从图中可以看出经过PID控制后,液面可以在很短时间内达到一个稳定的范围,满足实际番茄酱生产对液面保持在某一范围内的要求,虽然增量式的PID控制需要经过多次调参数才能到达理想的控制效果,但是其控制精度高,控制效果好,且容易在实际工业生产中实现控制。
温度控制图可知,刚开始一段时间控制效果不理想,而100 ms后其很短时间内控制效果达到刚开始的设定值60,再需要约50 ms,达到番茄酱实际生产罐内温度控制最低值。在实际生产过程中当输入高温蒸汽后,罐内相对较低的温度需要经过热量对流,扩散,散失最后才能达到一相对稳定的结果。从控制图也可看出其过程与实际的相符合。而且也能够达到预期的效果,满足实际生产的要求。
4 结 论
(1)采用增量式PID算法控制番茄酱一效罐液位和温度是可行的;可调节PID参数来很好的控制罐内液面高度和温度,满足实际要求。
(2)该控制方式具有一定的灵活性,其控制过程具有可调性,因此更适合于范围性变量控制,而且增量式控制精度高,响应速度快,能够提高生产率。
[1]贺 平,娄 毅,谢丽蓉.基于WinCC的番茄酱套管杀菌控制系统设计[J].工业控制计算机,2008(12):20-21.
[2]杨桂馥.番茄酱生产技术[J].食品工业科技,1991(5):28-30.
[3]邸瑞芳.番茄系列食品加工技术[J].农业科技,2005(12):33-34.
[4]严晓照,张兴国.增量式PID控制在温控系统中的应用[J].南通大学学报,2006,4(5):48-51.
An Effective Fermentation Tank M odeling and Control Simulation to the Ketchup
HUO Hong-wei,YUAN Yuan
(Lanzhou LSHeat Exchange Equipment Co.,Ltd,Lanzhou Gansu 730050,China)
In order to control the liquid levelof ketchup and temperature in the fermentation tank,amathematicalmodel,that the inputmass is balanced with the residualmass and the outputmass,aswellas the input steam heatwith the heatof fermentation tank system,is established in this paper.Besides,thismodel is simulated in the Matlab by using the PSO algorithm. The simulation result indicates that the range of liquid level and temperature can be controlled by using the PSO algorithm. Such algorithm has advantages of fast control speed,high precision and smallwork-load,so it has very important guiding significance in practical production process.
ketchup;particle swarm optimization algorithm(PSO);modeling;simulation
TG409
A
1007-4414(2015)06-0038-03
10.16576/j.cnki.1007-4414.2015.06.015
2015-09-15
霍宏伟(1987-),男,甘肃人,硕士,主要从事压力容器与板式换热器的焊接工作。
猜你喜欢
中国资源综合利用(2022年11期)2022-12-10 13:14:48
舰船科学技术(2022年20期)2022-11-28 08:22:00
中国特种设备安全(2021年3期)2021-07-28 06:54:18
动漫界·幼教365(大班)(2020年1期)2020-02-03 09:41:36
英语文摘(2019年1期)2019-03-21 07:44:32
制造技术与机床(2017年3期)2017-06-23 08:11:38
食品与发酵工业(2016年9期)2016-10-13 00:43:16
电子制作(2016年21期)2016-05-17 03:53:01
当代化工研究(2016年7期)2016-03-20 16:21:54
幸福家庭(2015年10期)2015-09-10 07:22:44