
圆柱铣刀铣削双螺杆成形螺旋面的研究
2015-01-09 02:32:37李静敏
浙江海洋大学学报(自然科学版) 2015年1期
李静敏,陈 胜
(浙江海洋学院船舶与海洋工程学院,浙江舟山 316022)
圆柱铣刀铣削双螺杆成形螺旋面的研究
李静敏,陈 胜
(浙江海洋学院船舶与海洋工程学院,浙江舟山 316022)
分析了现阶段挤出双螺杆加工存在的问题,提出了用圆柱铣刀加工螺旋面的工艺方法。该方法具有所需刀具品种少、制造成本低、加工效率高的优点。文中运用曲面包络理论,根据建立的加工数学模型分析了加工误差,采用基于接触线取点求距的优化方法确定了刀具加工参数。
成形螺旋面;圆柱铣刀;接触线;优化方法
螺杆的加工质量是挤出机和注塑机等产品性能的关键影响因素。随着技术的进步特别是数控加工技术的发展,出现了端截面无瞬心包络法[1]、内旋风包络法[2]等螺杆加工新技术。但这些加工技术正在发展和完善过程中,同时由于这些工艺方法需要的装备价格较高,国内众多螺杆制造企业无法承担,所以在螺杆企业中尚未得到普及。
现阶段对螺杆成形螺旋面加工方法中,粗、半精加工主要采用铣削或车削,精加工则采用磨削或与抛光。这些工艺需要按照螺杆成形面参数,设计制造盘形铣刀、指状铣刀及成形砂轮等专用成形刀具,一种螺旋面参数,需要一把专用刀具。由于挤出双螺杆由多段功能段组成,每段参数多,关系复杂,所以螺杆加工所需刀具种类众多,加工成本很高。
圆柱铣刀是标准通用刀具,其制造、刃磨都比较方便,若采用圆柱铣刀加工双螺杆成形螺旋面,加工的螺旋面能满足螺杆设计要求,这样刀具设计制造费用将大为减少。同时在铣床上可用分度头和挂轮来适应不同导程螺旋槽,这对多品种、参数变化大的螺杆加工具有较好的经济效益。本文就圆柱铣刀加工成形螺旋面的机理、误差产生的原因及刀具安装参数计算以保证加工精度等方面进行研究。
1 圆柱铣刀加工的螺旋面形状
用圆柱铣刀加工成形螺旋面如图1所示。建立工件坐标系oxyz和刀具坐标系o1x1y1z1,其中x1和x轴平行,y1和y轴、z1和z轴夹角为刀具安装角,坐标原点o1与o距离为,z1和z分别为刀具和工件轴线。
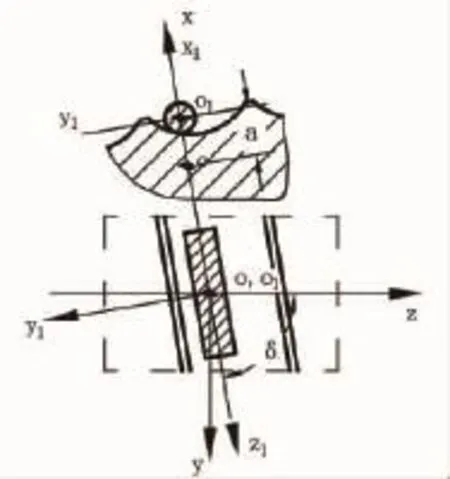
图1 圆柱铣刀加工成形螺旋面示意图Fig.1 Schematic drawing of machining forming spiral surface by cylindrical milling cutter
根据曲面包络成形原理,螺旋面是铣刀回转面与工件的相对运动所形成的曲面族的包络。分析圆柱铣刀所加工的是何种形状的螺旋面时,可假定工件不动,铣刀回转面绕工件轴作螺旋进给运动,则这里工件坐标系为定坐标系,刀具坐标系为动坐标系。

T1-0为刀具坐标系到工件坐标系的坐标变换矩阵。根据曲面包络条件有

2 加工接触线
挤出螺杆在设计上一般给出其端面或轴向截形。这里以端面截形给定为例,设其方程⇀r=(x(u),y(u),0),以下计算采用铣刀加工时得到的接触线方程。仍以图1所示,螺杆作螺旋运动,形成右旋螺旋面方程为

式中θ为转角,p为螺旋常数,变换到刀具坐标系中螺旋面方程为


这里x′(u)、y′(u)表示对u求导。由共轭原理可知,接触点处刀具曲面和螺旋面的法向矢量共线,因刀具是回转曲面,有曲面上各点法向矢量与刀具轴线相交,则刀具坐标系中表示的相切条件为刀具轴线和失径三者共面,即展开后为

将式(4)、(5)代入式(6)后,式(6)可简写成θ=θ(u),此式代入式(4)得到接触线为

方程(6)可采用数值求解,对每一给定的ui(i=1,2…n)可求出对应的θi(i=1,2…n),从而得到接触点与接触线。显然刀具半径和安装角度的不同得到不同的接触线。
3 接触线取点求距优化法确定刀具参数
以上得到的接触线L,绕刀具轴线旋转即可得到成形刀具回转面,成形铣刀、成形砂轮就是以此原理设计和制造。采用圆柱铣刀加工双螺杆成形螺旋面工艺,则存在误差。为使加工误差控制在一定范围内,符合螺杆设计要求,应采用合理的刀具直径和刀具安装参数。这里采用基于接触线取点求距优化方法来确定刀具直径及加工安装角度。
接触线取点求距优化法的基本思想是:根据计算的接触点,求各点与刀轴的距离,相邻两点与刀轴距离两两求差,得到距离差值总和,总和为刀具直径与刀具安装角度的函数,以此为目标函数优化求解,就可得到最近似于圆柱铣刀的刀具直径和安装距离与角度。利用计算得到的刀具参数为已知条件,计算零件加工形状,与加工要求数据相比较可分析加工误差。

建立如下优化目标函数与约束条件

这里a1、a2、δmin为工艺上要求的刀具安装中心距极值与最大安装角。对优化模型求解,可得到最接近标准圆柱铣刀的铣刀直径及安装参数。
4 同向双螺杆加工应用实例
图2为同向双螺杆零件简图,端面截形为圆弧连接,外圆Φ90 mm,右旋、双头,采用标准铣刀。依据螺旋面尺寸参数,应用上述方法计算,得到计算结果见表。加工实践显示,零件轴向截形轮廓误差可控制在0.2 mm范围内,满足挤出机螺杆零件加工要求。
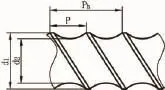
图2 同向双螺杆零件简图Fig.2 Sketch of intermeshing co-rotating twin screw

表1 工件参数及刀具参数计算结果表Tab.1 Chart of workpiece parameters and cutter parameters computed result
5 结论
本文分析了采用圆柱铣刀加工成形螺旋面工艺存在的理论误差,提出了基于接触线分段取点求距确定刀具加工参数的优化计算方法。实践表明,该方法对品种多、尺寸参数变化大、由多段不同导程组成的双螺杆的加工来说,可节省刀具设计、制造费用。
[1]王 可,赵文珍,唐宗军.异形螺杆无瞬心包络法铣削技术研究[J].中国机械工程,2001,12(3):294-296.
[2]章尽莹,王隆太.螺杆的内旋包络法及其数控加工的数学模型[J].机械研究与应用,2005,18(5):56-58.
[3]姚南珣.复杂曲面优化造形[M].大连:大连理工大学出版社,1996.
[4]吴明全.圆柱直纹螺旋面的类型判别系数及通用方程式[J].齿轮,1986(1):1-4.
[5]景 宁,孙 丽,王秀伦.用标准圆柱立铣刀加工成形圆柱螺旋曲面机理的研究[J].机床与液压,2001(4):30-31.
The Research of Machining for Intermeshing Co-rotating Twin Screw Forming Spiral Surface by Using Cylindrical Milling Cutter
LI Jing-min,CHEN Sheng
(School of Naval Architecture and Ocean Engineering of Zhejiang Ocean University,Zhoushan 316022,China)
This paper analyzes the machining method for extruding intermeshing co-rotating twin screw at this stage and proposes a machining method--using cylindrical milling cutter.This method has such advantages as less kinds of cutter tools,low cost,and high efficiency.The paper builds the machining mathematic model and analyzes the machining error by applying envelope principle of surface,and achieves the machining tool parameters on the base of engaged line spur optimum method.
forming spiral surface;cylindrical milling cutter;engaged line;optimum method.
TG54
A
1008-830X(2015)01-0095-04
2014-09-10
浙江省教育厅科研项目(Y200803374)
李静敏(1969-),男,浙江普陀人,讲师,研究方向:先进制造技术.
猜你喜欢
模具制造(2019年10期)2020-01-06 09:13:08
中国粮油学报(2019年4期)2019-07-12 09:06:44
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
制造技术与机床(2017年3期)2017-06-23 08:11:47
金属加工(冷加工)(2014年21期)2014-12-02 01:35:40
中国塑料(2014年8期)2014-10-17 03:05:10
火炸药学报(2014年5期)2014-03-20 13:17:54
机电产品开发与创新(2014年4期)2014-03-11 16:42:25
机电信息(2014年29期)2014-02-27 15:54:16
