
刚挠结合板制作中难点改良
2015-01-03 09:18许人元胜宏科技惠州股份有限公司广东惠州516211
印制电路信息 2015年1期
许人元(胜宏科技(惠州)股份有限公司,广东 惠州 516211)
刚挠结合板制作中难点改良
许人元
(胜宏科技(惠州)股份有限公司,广东 惠州 516211)
刚挠结合板兼具刚性 PCB 的稳定性和挠性PCB的可弯曲性,发展前景十分可观。本文主要介绍了刚挠结合板在刚性PCB制作过程中出现的制作难点以及改良经验,以供同行业参考。
1 制作基本流程 (图1)

图1 R-FPCB制作流程
2 关键工序与改良
2.1 刚挠结合板制作信息
排板结构:25(H/H)1080 1(H/H)1080 25(H/H)(图2)

图2 六层 R-FPCB结构
半固化片:1080=0.074 mm(2.9 mil)生益 No-Flow PP RC: 64%
2.2 制作中的重点难点
软板部分:软板刚性设备制作,压制PI覆盖膜,PI膜压合;
硬板部分:硬板Core 与 PP 的窗口制作,刚挠结合压板涨缩、溢胶量控制等。
(1)挠性板内层线路制作,鉴于FCCL软板材料薄、软的特性,若用刚性PCB生产设备制作,挠性板过所有水平线均需采用牵引板带过,避免卡板报废。
(2)压制PI覆盖膜。先采用电烙铁将贴好PI覆盖膜的四个角固定,然后结合PI覆盖膜的特性进行压合,由于整板贴 PI 覆盖,压板后发现有PI覆盖膜皱褶,压不实汽泡空洞等问题。故采取局部贴。
压制参数:采用激光开窗,压合温度180 ℃ 、压力0.98 MPa(10 kg/cm2),预压20 s成型90 s。PI膜压合结构如图3。

图3 PI膜压合结构图
原因分析:因整板贴 PI 膜,模拟快压机传统压合时设定压力过小,压力不均导致PI膜未压实,气泡、皱褶等问题,及潜在可靠性爆板的隐患(图4)。

图4 整板贴PI膜未压实(空洞)
改善措施:调整为采用局部贴PI覆盖膜,增大压力到2.45 MPa(25 kg/cm2),可改善细线路区压不实的问题(图5)。

图5 局部贴PI膜易压实
(3)无铜区域填胶不足,空洞、渗水。在完成FA Lot 电镀、蚀刻后发现,无铜区域有渗水,经切片发现为填胶不足,有空洞。改善措施:增加残铜设计,调整压板升温速率到≥3.0 ℃/min,优化压板树脂流动性。
由于No-Flow Pp 不流动特性易产生无铜区填胶不足,通过增加残铜率设计,缩小填胶小空间,提高压板升温速率,改善填胶不足的品质问题。
(4)压板参数控制。生益 No-Flow Pp 使用要求: 70 ℃ ~ 130 ℃间升温速率3.0 ℃/min ~ 5.0 ℃/min,170 ℃ ~180 ℃固化时间≥30 min。
经多次调整压板程序料温测试, 将压程升温速率由 70 ℃ ~ 130 ℃范围的1.55 ℃/min 提升到 3.15 ℃/min,如表1,压板填胶情况有明显的改善。
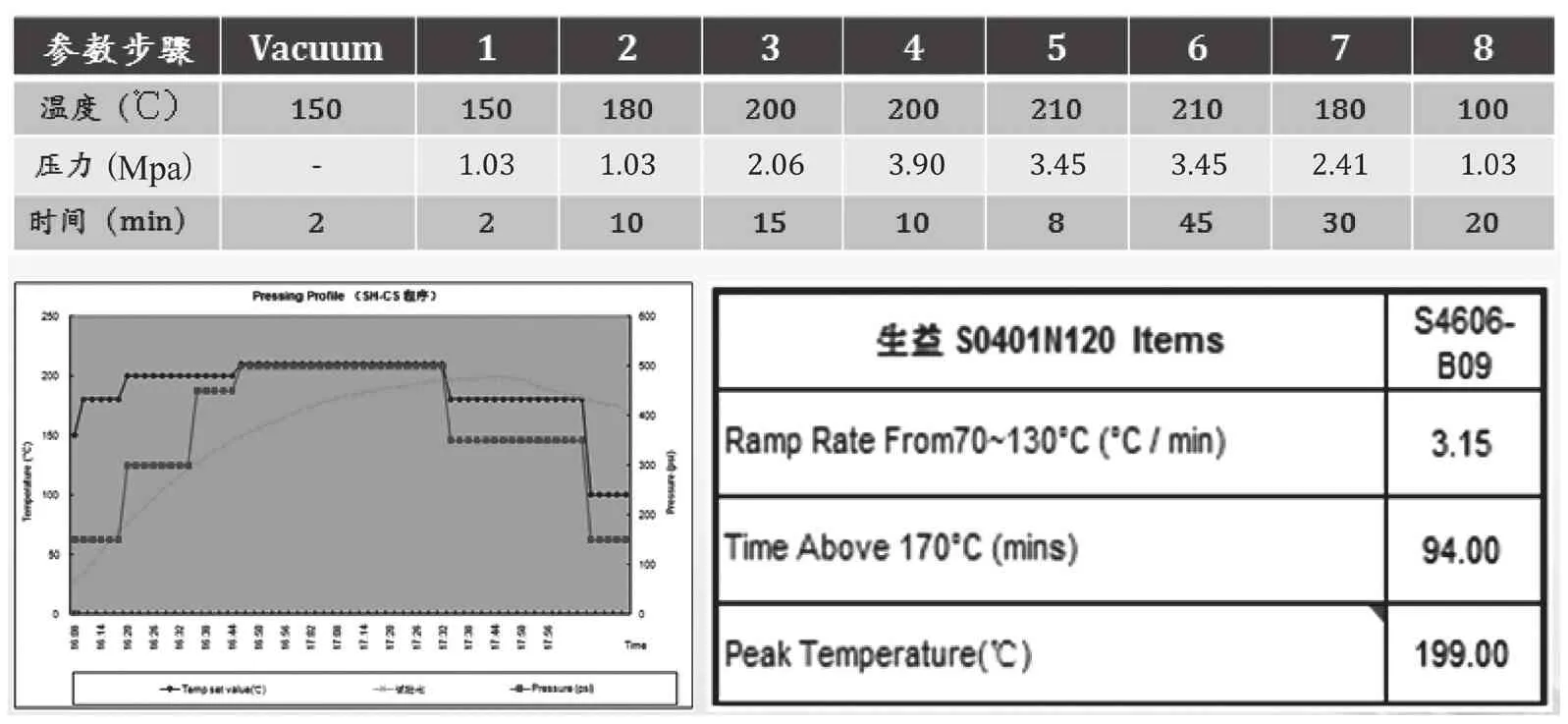
表1 压板参数
(5)压板挠性区隆起的改善。整板贴PI覆盖膜压不实,与PP分层,增加金属化孔的难度,故而调整为仅挠性区贴PI覆盖膜,提升可靠性。经测试发现局部贴PI覆盖膜在压合后挠性区域隆起,外观不良,采取压板时填充PTFE材料予以改善。PTFE材料采用成型加工制成小片,尺寸控制为:PTFE片比 硬板 Cavtiy单边小0.0254 mm。
(6)压板涨缩控制。鉴于挠性材料涨缩稳定性相对较差, 故优先完成挠性板线路、压制PI覆盖膜制作,根据其涨缩系数制作刚性板部分。制作流程为:软板预补偿 – 完成压PI膜后取涨缩系数 – 制作硬板部分。涨缩数据如表2。

表2 挠性板涨缩数据
根据实际数据分析来看,宽边的涨缩比较稳定,长边涨缩波动较大,Lot 3批由于线路后停放时间过长,吸湿导致长边涨缩不稳定,鉴于后续在压板前进行烘板除湿处理。
(7)电镀。采用一次电镀走负片酸性蚀刻流程制作,MI要求:孔铜ave0.018 mm,面铜ave0.033 mm;全板电镀参数:14 ASF×90 min,FA试板镀铜厚度孔铜0.024 mm,表铜0.038 mm。
(8)阻焊、文字、沉金。沉金后发现挠性区文字油墨脱落,由于挠性区PI覆盖膜较为光滑,与其结合力较差,无法抵抗沉金药水的攻击导致。改善措施:调整制作流程,将丝印文字调整到沉金之后制作,避免文字脱落问题产生。
2.3 可靠性测试
耐回流焊测试: Rflow 260 ℃×3次,无爆板。
热冲击测试: 288 ℃,10 s浸锡3次,无爆板、PI膜起泡。
耐折弯板测试:弯板,180°,100次以上。
3 总结
本文介绍了刚挠结合板重点突破了传统压机压合 FPC 板压制 PI 覆盖保护膜,刚挠结合板开通窗制作法的改良,挠性区通过100次180度折叠测试和浸锡测试(288 ℃,10s,3次)PI无起泡,符合客户的品质要求。
综合一般刚性PCB厂的制程能力,软板材料的线路制作和行业内刚挠结合板的关键工序在开窗(或揭盖)方式,均为关键技术点。此款刚挠结合板是采取开通窗的制作方法完成,由于开通窗的方式不利于后工序的制作(比如:磨板、PTH除胶),易发生挠性区域的品质隐患,因此开通窗的制作方式严重局限于较小的窗口。后续可针对挠性区域硬板控深铣开窗或激光揭盖开窗,进行技术突破。以上制作方法,请同行业人员给与点评,以优化刚性PCB板厂制作刚挠结合板技术。
许人元,主要从事PCB板制造流程工艺技术改良,技术研究开发管理工作,有十年以上的PCB工艺和制造的工作经验,曾主导过多种品质改善专案,并取得显著成效。
The difficulty points and improvement method in the production of R-F PCB
XU Ren-yuan
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
当代陕西(2022年5期)2022-04-19
水力发电(2021年2期)2021-05-14
河南科学(2020年3期)2020-06-02
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
空间控制技术与应用(2015年1期)2015-06-05
科技视界(2014年11期)2014-06-28
浙江人大(2014年1期)2014-03-20
