
基于DMC-1842运动控制卡的焊枪运动控制系统
2014-12-31 11:09:30任艳超武建新
机械工程与自动化 2014年5期
任艳超,武建新
(内蒙古工业大学 机械学院,内蒙古 呼和浩特 010051)
0 引言
棱管法兰自动焊接机用于棱管与法兰对接的焊接,其中焊枪又是棱管法兰焊接机的重要组成部分。焊枪运动在焊接过程中发挥着重要作用,良好的焊枪运动控制对焊枪顺利完成工作至关重要。在自动半自动焊接过程中,焊枪运动对焊缝质量的提高与焊接效率的提升有着明显的促进作用。在焊接过程中,良好的焊枪运动可以使焊缝的宽度增加,不均匀的焊缝得到改观,焊缝表面的美观度和焊缝的金属力学性能得到提高[1]。
1 焊枪运动系统总体设计
本次设计的焊枪运动的模型选用三角型运动轨迹,在焊枪运动时,主轴一直运转,当焊枪停止运动时,主轴停止运转。焊枪运行轨迹如图1所示,其中L为运动摆幅,T为运动周期时间。

图1 焊枪运行轨迹
运动控制是对运动进行规划以实现对运动结果的控制,运动控制卡就是一种能实现这种功能的智能控制装置。本文使用GALIL公司生产的DMC-1842运动控制卡来控制焊枪运动的摆幅、摆频以及往复运动的停滞时间等参数[2]。DMC-1842运动控制卡具有8路输入与输出、编码器反馈、步进电机指令、通信以及自动PID调节等功能,使用时需要插入到计算机的PCI总线。
1.1 焊枪运动硬件系统设计
焊枪的最终运动是利用驱动器控制伺服电机来完成,DMC-1842的作用是根据预先计算的运动位置程序控制驱动器,然后驱动器控制伺服电动机运动,伺服电动机的相对编码器再把运动结果值返回到伺服驱动器,如此就构成了半闭环控制系统。设置驱动器面板的各种选项完成PID算法器自动控制运算[3]。半闭环控制系统框图如图2所示。

图2 半闭环控制系统框图
根据焊接对焊枪运动装置要求响应迅速、位置准确的原则选择小惯量交流伺服电动机;根据焊枪运动装置的惯量、动力大小的要求选择交流电动机功率为400W。
1.2 电动机驱动电路设计
DMC-1842运动控制卡使用计算机的PCI接口与PC机通信,PCI是当前计算机中应用最多的一种通信接口,市场上的大部分计算机主板都带有这种接口。DMC-1842运动控制卡与计算机通过PCI通信后,还需要利用与DMC-1842配套的端子板与驱动器链接。从某种意义上说,端子板的性能在很大程度上决定了DMC-1842运动控制卡性能的发挥。与DMC-1842相配合的端子板的型号是ICM-1900ID。ICM-1900ID端子板与驱动器之间的通信电路构成如图3所示 。其中,17为地线,可以减少信号干扰;31~36为驱动器的编码器向接口板输出的位置反馈线路;27,12,28,13为端子板向驱动器输入的位置信号;7,23为驱动器的伺服使能信号。
伺服驱动器有3种运行控制模式:位置控制模式、转矩控制模式和速度控制模式,本次设计对运动的位置要求比较高,对响应速度与实时性要求不高,所以用伺服器的位置控制模式。DMC-1842控制运动时以脉冲的频率控制转动速度,以脉冲的总个数控制运转的角度。

图3 端子板与驱动器通信电路图
1.3 焊接控制过程与焊枪结构
焊接时,使棱管处于水平位置,焊枪在棱管上方的最大垂直距离为焊接的起始点即焊接原点。当DMC-1842运动控制卡给电的一瞬间,通过#AUTO字段程序的作用使焊枪运动到原点,系统回原点动作由回原点程序控制。之后作为开始焊接开关的输入通道1接通,焊枪向棱管运动。在与焊枪水平的位置处设置了一个二线制的接近开关作为极限开关使用,此二线开关选用常开高电平输入有效,在接近开关与棱管距离达到接近开关的检测距离时,执行#LIMSWI中的程序。焊机的焊枪处于棱管任一平面的中间位置时,在焊枪中开始送丝与输出CO2保护气体,由于本次设计的是棱管法兰自动焊接,因此棱管在旋转时,其表面的点到旋转中心的距离是不一样的,所以焊枪在焊接时不但要有往复运动还要有伴随往复运动的上下运动。当棱管的任一棱处在水平中心位置时,焊枪焊接时的焊头与旋转中心的距离最大;当棱管的任一平面处在水平位置时,焊枪焊接时的焊头与旋转中心的距离最小。为满足上述焊枪机构的运动过程,设计的焊枪机构如图4所示。
2 控制系统参数选择
在自动焊接过程中主轴运转速度、送丝速度、焊枪的往复运动和上下运动速度,都是自动焊接时的主要参数[4]。根据实验以及大量生产经验表明,不同的焊丝用不同的运动参数才能达到良好的焊接效果。对于Φ1.0mm的焊丝,采用的焊接速度为300mm/min~400mm/min,摆幅为8mm,摆频合理范围在88次/min~12次/min时,焊接金属飞溅最小,焊接质量最好。当六棱管的半径为200mm时,棱管旋转的最大距离差如图5所示。
在确定了控制系统的运转速度、送丝速度、焊枪的往复运动和上下运动速度等参数后,根据具体参数进行系统程序设计。GalilTools是DMC-1842的配套软件,可以在安装有微软操作系统的个人电脑上运行,通过PCI总线和DMC-1842运动控制卡进行通信,本系统通过GalilTools对所写的程序进行调试与测试。
图4 焊枪机构示意图

图5 棱管旋转的最大距离差
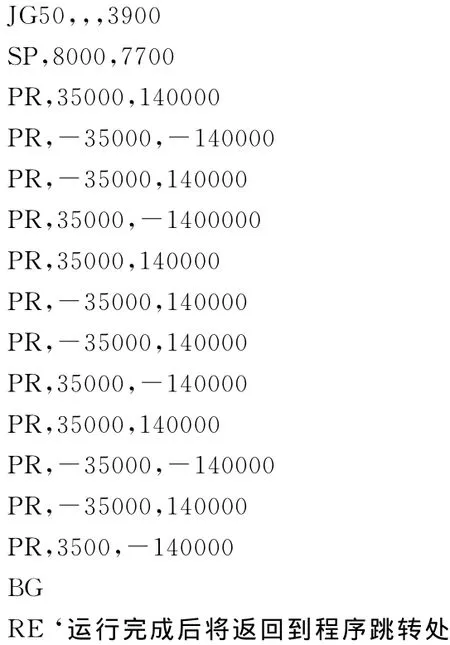
#AUTO标识符标识运动控制卡在一开始上电时会自动运行的自启动子程序,本次设计把需要预先处理的电机工作方式,电机平滑处理,PID算法中的比例增益KP、积分常数KI、微分常数KD以及原点复位等程序放在自启动子程序中。#START标识符标识运行中所进行的动作,本文把控制运动的程序放到此标识符中。#LIMSWI标识符表示中断发生时将要执行的中断子程序。本文使用接近开关中断,当接近开关接近棱管时程序跳转到#LIMSWI程序段,执行#LIMSWI中的程序。在DMC-1842运动程序中以#AUTO标号开始的程序会被自动执行,通过BP把程序保存在控制器的非易失存储器中,在上电或复位时程序会被自动执行。此次自动焊接的具体程序如下:

3 结语
本文以伺服电动机为控制位置的执行机构,通过充分利用DMC-1842运动控制卡在运动控制方面的优势,提出了一种全新的自动焊接控制方法。该控制方法的特点是以DMC-1842运动控制卡为核心,用端子板与伺服驱动器联接来驱动伺服电动机,其结构简单、控制方便。运用DMC-1842自带的软件省去了用单片机、PLC做控制时自行设计软件的过程,减少了系统设计周期,并且系统更稳定高效,能够很好地满足现代焊接对焊枪运动的要求。
[1] 谭蓉.全位置自动焊焊枪移动和运动机构的设计[J].焊接技术,2001(12):32-33.
[2] 付松玲,孙建青,马晓君.PLC控制的焊枪运动机构的研制[J].山东机械,2002(4):23-24.
[3] 曹俊芳,蒋立培,孙亚玲.管道全位置焊接机器人机械系统研制[J].电焊机,2006(12):11-12.
[4] 王侯庭,刘书成,嵇德才,等.高速运动焊丝CO2焊接法[J].焊接通讯,1981(8):7-9.
猜你喜欢
机电工程技术(2022年8期)2022-09-22 08:49:32
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
电脑爱好者(2020年6期)2020-05-26 09:27:33
制造技术与机床(2017年3期)2017-06-23 08:11:44
光学精密工程(2016年5期)2016-11-07 09:06:04
焊接(2016年6期)2016-02-27 13:04:57
制造技术与机床(2015年8期)2015-04-24 07:25:38
上海电机学院学报(2015年3期)2015-02-28 14:29:52
自动化博览(2014年11期)2014-07-11 08:55:48
