
数控双柱立式车床镶条修复的技术研究
2014-12-25 08:30王磊
机械工程师 2014年11期
王磊
(哈尔滨锅炉厂有限责任公司,哈尔滨150046)
0 引言
重容分厂DVT500X40/63Q-NG数控双柱立式车床为我厂重点大型设备,肩负着大型筒形工件的加工任务,可完成内外圆柱面、圆锥面、端面、切槽等工序的粗、精车削加工,本文主要介绍该设备的一次故障排查和解决方法,供设备修理同行参考。
1 设备故障
DVT500X40/63Q-NG数控双柱立式车床工作中突然出现故障,一声异响后横梁无法移动,无法正常工作,造成设备非正常停机,现场排查在设备上盖的顶部升降箱体中发现异常,两侧的横梁升降丝杠位置均上移120 mm左右,其与蜗轮之间的固定键也随之脱落,并将箱体挡盖顶开,导致横梁无法正常升降,进一步检查发现右侧横梁与立柱间的镶条已烧死并挤压在横梁和立柱的导轨之间。
2 故障原因分析
经过对设备工作原理分析,丝杠顶部有一个齿形轮,横梁两侧箱体内对应各有一个脉冲感应器,通过齿形轮与脉冲感应器的接触来控制横梁的上下移动量,箱体上被丝杠顶出的挡盖上有安全限位,正常情况下如果丝杠存在异常移动,其顶部就会接触安全限位导致机床报警直接紧急停车,但是由于限位失灵,发生异常情况后电机没有得到停止信号而继续旋转,导致右侧镶条挤压烧死后,横梁已经无法移动,右侧丝杠的异常上移直接带动左侧丝杠位置上移直至与蜗轮脱开,是造成本次设备故障的根本原因。
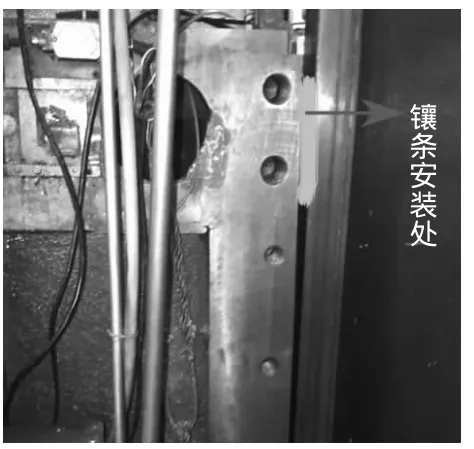
图1
3 解决步骤
1)首先恢复两侧丝杠到正常工作位置。通过用工具同时转动两侧丝杠,使两侧丝杠下落,恢复正常工作位置,使齿形轮与脉冲感应器接触良好,同时修复、更换横梁两侧丝杠防蹿安全限位。
2)恢复横梁的水平安装精度。经测量横梁左右高低差为20 mm左右,由于立车横梁升降为单电机带动两侧蜗轮减速箱实现的,需将较高侧的联轴节脱开后,转动低侧横梁升降传动轴,同时通过水平尺将横梁找正。
3)将烧死的镶条取出并更换新镶条。根据实际情况,我们设计了如下3种取出损坏镶条的方案:
方案一:遇到此类问题的通常解决方法为用手电钻沿镶条垂直中心线钻孔,且首尾相连,相当于将一根镶条从中间破为两根,将挤压应力消除后,即可轻松将镶条取出。这也是我们首先尝试采用的方法,可是没有成功。经分析认为,一般常见的设备的镶条均为铜质或铸铁材料,而该台设备的镶条材料特殊,为1A90铝合金制成,塑性很强(δ=32%~40%,ψ=70%~90%),用此种方法后由于钻削时切削力的作用使镶条挤压到一起,更难以取出。
方案二:制作工装板,类似凹型假镶条,板的下端顶住镶条下部,板的上端焊接一个拉板用螺栓产生向上的拉力,同时下方用30t千斤顶向上顶工装板。经过试验,镶条有些许松动,但是由于镶条塑性较强,导致又挤在一起,且此时工装板下端已经撕裂变形,镶条仍然无法取出。
方案三:经过几种方法的尝试,无法正常取出镶条,只能采用破坏的方式,此时我们想到了用硬质合金旋转锉(俗称风铣刀)将镶条铣掉,可是标准风铣刀长度不够,无法铣到镶条根部,于是我们加工了加长套,并与风铣刀焊接,通过不断尝试,在尽量不破坏导轨的情况下将镶条全部铣掉。最终,通过刮研新镶条,并安装调整,设备恢复了正常使用。
本次修理过程中,我们总结了此类立车遇到该种故障的原因和修理步骤,以及取出镶条的几种方案,有一定的通用性及实用性,可供同行在今后的修理实践中参考借鉴。
[1] 北京有色冶金设计研究总院.机械设计手册[M].4版.北京:化学工业出版社,2003.
[2] 中国机械工程学会设备维修专业学会.机修手册[M].3版.机械工业出版社,1993.
猜你喜欢
化学工程师(2021年7期)2021-08-09
机械设计与制造工程(2021年3期)2021-04-16
现代临床医学(2021年2期)2021-03-29
微特电机(2021年6期)2021-03-07
中国特种设备安全(2019年8期)2019-10-14
现代制造技术与装备(2015年4期)2015-12-23
邵阳学院学报(自然科学版)(2015年2期)2015-06-05
噪声与振动控制(2015年4期)2015-01-01
电力建设(2014年8期)2014-04-16
压缩机技术(2014年5期)2014-02-28
