
球磨机齿轮激光再制造应用研究
2014-12-25 01:48军雷竹学张少飞张伟马叶红
设备管理与维修 2014年9期
张 军雷竹学张少飞张 伟马叶红
(1.杨凌永济西北可持续发展研究中心 陕西咸阳 2.陕西龙门钢铁集团大西沟矿业有限公司 陕西商洛)
(3.解放军总后建工研究所新产品试制室 西安 4.陕西相和固体润滑材料工程技术有限公司 西安)
(5.西安奥耐特固体润滑工程学研究有限公司 西安)
在机械维修领域,国内已经形成强大的激光技术加工中心和加工基地,主要分布在北京、西安、沈阳、唐山、山东等地,涉及修复的范围为钻机钻头及截齿、大型轴颈的磨损和腐蚀修复、轴齿轮的轮齿修复、链轮轮齿、巴士合金瓦修复、花键键槽修复、空压机螺杆修复、罗茨风机螺杆修复、铜套修复、铜瓦修复、汽轮机和发电机轴修复、锻造机械的液压柱塞修复、曲轴修复、铝合金活塞密封环槽修复、精密合金模型制造、复杂腔型结构制造、微型高精密件制造等,还有提高耐磨性的金属表面强化处理,如轧辊的表面合金化、刮板机槽体耐磨金属化处理等,以上技术被列为“十二五”确定推广应用的再制造领先技术。
公司在对2.7 m×3.6 m球磨机主传动齿轮轴的齿面经激光熔敷工艺方法修复后,结合固体润滑材料的应用,比对原工况环境,经过一段时间的使用,经检测,各项指标与更换前相比较基本相同;修复件使用性价比和原件基本相同。
一、激光熔敷技术的成熟应用
激光熔敷技术应用到金属缺陷修复上,可使各种机械设备零件起死回生,为企业大量节约加工成本。应用到表面处理上,可以极大提高零件表面的硬度、耐磨性、耐腐蚀、耐疲劳等机械性能,可以极大提高材料的使用寿命。应用到快速制造金属零件上,所需设备少,可以减少工件制造工序,节约成本,提高零件质量。激光熔敷的主要特性与其他传统焊接技术相比,主要优点是速度快、深度大、无变形、熔敷层无夹渣、熔池细腻无气孔。熔敷层与基体为冶金结合,机加工性能强。例如键槽严重磨损后,可在原位熔敷至所需尺寸再铣出键槽。能在室温或特殊条件下进行熔敷。例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行熔敷。可熔敷难熔材料如钛、石英等,并能对异性材料进行相互熔敷。激光熔敷耗材为金属粉末、金属丝、金属片。市场上可购买各种材质、硬度的金属粉末。激光熔敷后熔敷层硬度可在15~75 HRC之间灵活选择,还可以熔敷碳化钨、陶瓷粉末等非金属粉末,可熔敷难以接近的部位,施行非接触远距离熔敷,具有很大的灵活性。激光加工技术中大多采用光纤传输技术,可进行1~200 m光线传输熔敷。可进行薄壁熔敷,基体无变形。
激光熔敷层组织由底层、中间层及面层组成的各具特点的梯度功能材料,底层具有与基体浸润性好,结合强度高等特点;中间层具有一定强度和硬度,抗裂性好等优点;面层具有抗冲刷、耐磨损和耐腐蚀等性能,使修复后的设备在安全性及使用性能上更加有保障,解决了传统电焊、氩弧焊等热加工过程中不可避免的热变形、热疲劳损伤等一系列技术难题,同时也解决了传统电焊、喷涂等冷加工过程中敷层与基体结合强度差的矛盾,因此在工业中应用中越来越受到重视和推广,目前,在重要的进口设备部件修复和大型部件修复中也得以应用,特别是汽车制造行业的部件再制造中应用较多,节材显著,工艺先进。
二、激光熔敷技术的突出优势
1.热影响区小
热影响区的相变和加热温度、冷却速度有关,也和相变温度持续的时间有关。有时候某区域虽然加热温度达到了相变温度,由于相变的滞后,还没有来得及相变,焊接热源又远离该区域,温度也随之下降到相变点以下,该区域没有发生相变或者力学性能上的变化。热源的加热功率密度越大,热源所能达到的焊接温度越高,融化母材所需的时间就越短,短时间内融化母材和填充金属,并且以较快的速度移动,焊接温度场曲线就会被很大程度上压扁,等温线甚至会重合,这样热影响区宽度就越小。

图1 激光熔敷热影响区
激光熔敷的特点是激光熔敷层与基体形成冶金结合,结合强度与原设计强度基本相同,基体材料在激光加工过程中仅表面微熔,基体受热影响区域极小,如图可见,激光熔敷热影响区 0.1~0.2 mm,熔化区为0.05~0.1 mm。激光加工过程中基体温升≤80℃,激光加工后基体也不会出现热变形。激光熔敷技术可控性好,易实现自动化控制。
氩弧焊和电弧焊熔敷层与基体也形成冶金结合,但其加热功率密度较小,熔池较深,基体受热影响区域大,如图可见,熔敷热影响区和熔化区明显增大。激光与弧焊热影响区对比,熔敷层与基体均无粗大的铸造组织,熔敷层及其界面组织致密,晶粒细小,无孔洞、无夹渣和裂纹等缺陷。氩弧焊的热影响区为2.3~4 mm,熔化区为2.5~3 mm。

图2 氩弧焊热影响区
2.裂纹倾向小
由于激光熔敷过程中,加热迅速,喷嘴移动迅速,基体表面温升不超过80℃,相变的滞后,还没有来得及相变,焊接热源又远离该区域,温度也随之下降到相变点以下,该区域没有发生相变或者力学性能上的变化。
图3所示为手工电弧焊接的熔池、熔合线(熔敷结合面和基体的结合面)温度分布,可以看出最高温度达到1350℃,据熔合线4.1 mm的熔合面温度达到600℃,金属相变热裂倾向最大的温度区间为 t8/5和 t8/3,也就是随着时间推移,当冷却温度从800℃开始,到500℃和300℃分为热裂纹、冷裂纹产生和控制的关键时段,这也就是焊接中为什么焊前加热和焊后保温的缘故,主要目的是防止和减少裂纹的出现。小件修理或许能够实现预热和保温,而大件的修理和不能因为修理而退火变质的保证,显然手弧焊是无法保证的,也足以说明为什么电焊修复的轴类零件会出现频繁断裂的缘故,因为,理想化的均匀预热、保温、冷却是很难实现的。
手弧焊的热影响区3.5 mm左右,熔化区6.5 mm左右。可知,激光熔敷微熔层热影响区一般仅为气体保护焊氩弧焊的1/10,为电弧焊接的1/20。
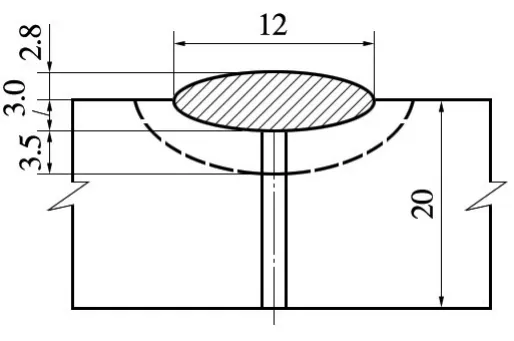
图3 手弧焊热影响区

表1 手弧焊热影响区熔合线温度分布
三、激光熔敷技术修复球磨机齿轮
矿业公司有8台2.7 m×3.6 m和4台3.2 m×5.4 m的球磨机,传动齿轮轴为轴齿一体设计和加工,齿轮轴配件的价格分别为5.4~7.8万元、9.8~11.8万元,使用周期3.5年,修复费用占原件的65%~80%(视磨损情况),使用寿命基本相同。2009年12月与西北可持续发展研究中心合作,对第一选矿车间的2.7 m×3.6 m球磨机传动齿轮进行激光熔敷修复,初次实践就收到很好效果,修复件使用寿命达3年。
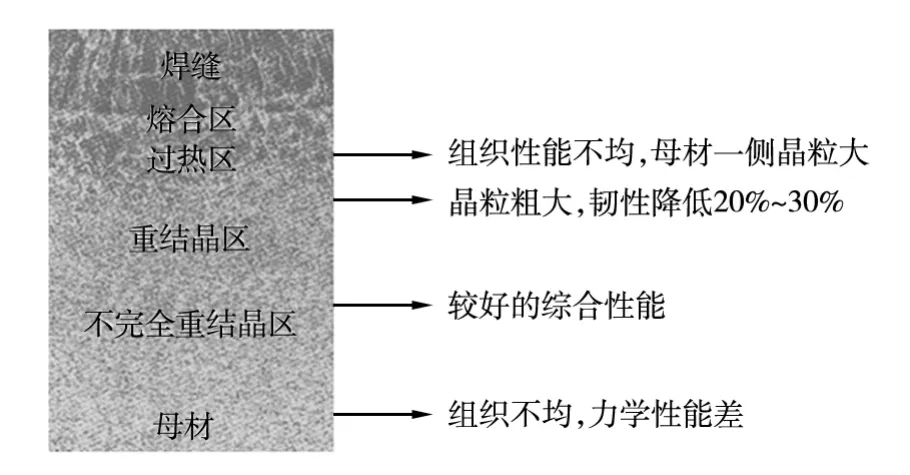
图4 手弧焊热影响区晶粒分布
1.修复前状况
球磨机齿轮传动轴为轴齿一体设计,主要是受安装空间的限制。目前,大型球磨机的传动轴齿均为一体设计,轴齿加工需要大型专用机床,特别是齿轮部位的加工,需要专门特制的加工刀具和机床,传统的齿轮加工设备无法完成。由于在激光熔敷技术应用之前,好多修复采用电弧热焊、涂镀等方法,只能修复轴面缺损,齿轮齿面修复无法完成,即使如此,修复的轴类经常在短时间内出现焊接熔合面附近的齐茬断裂。公司球磨机1146 kg的一根齿轴,齿面磨损不到30 kg,剩余部分全部完好,若整件报废只能按照废钢处理,价值不足3000元。
2.修复工艺
由于齿轮轴齿一般都进行翻边使用,所以,齿面磨损非常严重,齿顶已不存在,齿顶宽已磨成为刀刃状,齿根出现连续2 mm递进的5个台阶,剩余齿面相对原厚度不足50%,单边熔敷厚度超过6 mm。修后件回厂安装后,一直运转了3年。
3.定型的修复方案
因为激光熔敷技术会根据材料的差别对基体结合层、合金层、表面层、熔敷温度控制、表面硬度等制定严格的工艺控制和检测,特别是和基体的结合层配比,会影响到整个修复的成败,若熔合不好就会掉块,产生大量毛细裂纹,还有表面层的配比也很重要,既要考虑到耐磨性,还要考虑啮合副的硬度匹配。经过实践,建议修复工艺如下。
(1)齿面磨损要控制到适当的范围,一般情况下单边磨损<5 mm。
(2)齿面在使用过程中严禁任何电弧焊接、氧气烘烤等>300℃的热影响。
(3)首次激光熔敷修复后,要严格控制磨损量,尽可能不磨到结合层(结合层配方要求高,成本最高),可大大降低维修费用。
(4)激光熔敷要对修复件建立个件维修档案,用户要详细记录,以便循环维修时调整表面层合金粉末的配方,使啮合副耐磨性最佳,达到循序渐进的目的。
(5)激光熔敷修复可循环进行多次,供需方有机结合可大大降低维修综合成本,用户可降低费用支出。
(6)激光熔敷修复的成本会随着良性循环而逐渐趋于稳定,总费用远远低于部件大修(行业维修比例为60%以上)的比例。
四、激光熔敷工艺与节能减排
再制造工程是实现节能减排的关键手段之一,是循环经济4R原则的重要组成,其关键技术是表面工程技术。为充分适应表面工程的发展方向和再制造工程的实践需要,研究开发了以激光熔敷技术为代表的、可适应产业化再制造加工需求的多种自动化表面工程技术。
资源的二次利用或者说“再制造”作为再生资源利用的一种高级形式,是实现循环经济“减量化、再利用、资源化”3原则的重要途径,是废旧产品高技术修复、改造的产业化过程,既是一种节约资源的先进制造,又是一种保护环境的绿色制造。再生资源利用同时也是发展循环经济、推动节能减排的重要途径之一。激光修复为冶金结合,结合强度可与基体媲美,修复后材料的硬度可根据工件进行调整,不退火、不变形、无应力变化,因此在各行业设备中维修中得到了广泛的应用。
猜你喜欢
防爆电机(2022年2期)2022-04-26
重型机械(2020年3期)2020-08-24
石油化工建设(2019年6期)2020-01-16
制造技术与机床(2017年12期)2017-02-02
西南交通大学学报(2016年6期)2016-05-04
焊接(2016年1期)2016-02-27
大型铸锻件(2015年1期)2016-01-12
新疆钢铁(2015年1期)2015-11-07
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
