
Y32-315型四柱液压机电气控制系统改造
2014-12-25 01:48孙洪强杜载华卢宇峰
设备管理与维修 2014年9期
孙洪强 杜载华 卢宇峰
(湖北三江航天万山特种车辆有限公司 湖北孝感)
一、问题
某Y32-315型四柱液压机(汉阳县第一机械厂制造)已服役30年。设备整体构造见图1,油泵启动后,液压系统动态稳压运行,电磁换向阀控制改变液压油流方向,实现滑块快降、慢降、泄压和回程等各种转换。工作台下油缸(顶出缸)连接4根顶料杆,顶料杆通过平台小通孔伸出平台。工件校平完成后升起滑块,顶料杆将工件顶起,使之方便工件取出。按下退回按钮,顶料杆下降至平台以下,设备进入下一工作循环准备状态。设备液压原理见图2,泵1和泵2同步启停,电气控制对象主要是三位四通换向阀两侧电磁铁 YA1、YA2(控制滑块油缸)和 YA3、YA4(控制顶料杆油缸),两位四通换向阀电磁铁YA5。
某次弯板校形时,设备出现未操作而顶料杆突然顶出的现象,检查确认是控制电路局部短路故障。考虑到常规换件维修方法无法保证设备继续可靠工作,为此保持设备原有机械和液压部分构造基本不变,通过升级设备电气控制系统,提高设备可靠性。

图1 设备整体构造

图2 设备液压原理(简化)
二、设备电气控制系统改造
1.改造方案
(1)设备出厂设置调整(单次动作按钮点动控制)、手动(按钮操作一次完成滑块下行,回程须再按动回程按钮)和半自动(按钮操作一次自动完成一个工艺动作循环)等3种操作模式。由于设备的减速行程开关、压力继电器和时间继电器等器件已经老化,电气接线不完整且难恢复,手动和半自动模式已不能保证设备可靠工作;在实际生产过程中,该四柱液压机只用于金属板材校平。因此,设备改造后只保留调整模式,在满足使用前提下,适当简化设备构造,去掉不可靠的工作部分,以保证安全。
(2)YA1~YA5 分别由继电器KA1~KA5控制驱动,执行动作依次是滑块下降、上升;顶料杆顶出、退回;滑块下降加速。由于只保留调整模式,故采用MCS-51系列8位单片机,上述动作由按钮S1~S5操作,实现板材校形的单次点动控制。考虑到滑块快速下降比慢速下降的操作危险性更大,故由S1单按钮操作慢速下降,而快速下降则由双按钮S1+S5双手操作控制。设备改造后的电气控制系统见图3。
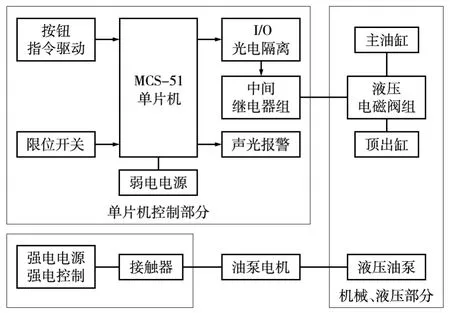
图3 设备改造后电气控制
2.单片机控制电路硬件设计
选择AT89S2051型单片机,控制电路原理见图4,MCS-51单片机输入输出端口分配见表1。单片机P1口连接光电隔离器件,然后驱动继电器、信号灯(XD)及蜂鸣器(FM)的各种动作(或显示)。单片机工作采用DC 5V电源供电,经过光电隔离后的继电器等外围电器采用DC 12 V电源供电。为确保设备工作可靠,控制所需DC 5 V和12 V由开关型稳压装置供电,液压油泵启动由交流强电控制回路承担。除XK1、XK2信号输入单片机处理外,在强电回路另设与紧急停止开关相串联的上下极限开关,形成强制断电保护。
3.程序编制
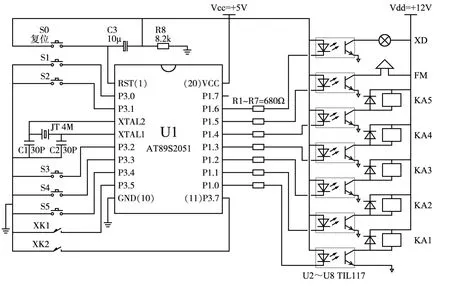
图4 单片机控制电路原理

表1 AT89S2051输入输出端口分配
使用C语言编程,包括初始化(口线说明和变量定义)、读入P3端口数据、输出P1端口数据和故障监控报警等功能程序。在硬件设计中虽然已拟定输入输出口线,但程序中不直接采用 P1.0、P3.7等口线名称而采用自定义的助记符号变量,因此在初始化中要进行变量定义。在输入输出数据运算中,根据给定条件的结果值进行判断,用C语言中的开关分支结构实现数据选择输出。为避免系统或外围电路发生故障而不能正常工作,在程序中设置报警函数,使系统具有故障监控功能,发现故障即自动报警,控制流程见图5,程序源代码略。
设备改造后经过1年多运行,设备故障率降低,可靠性提高。
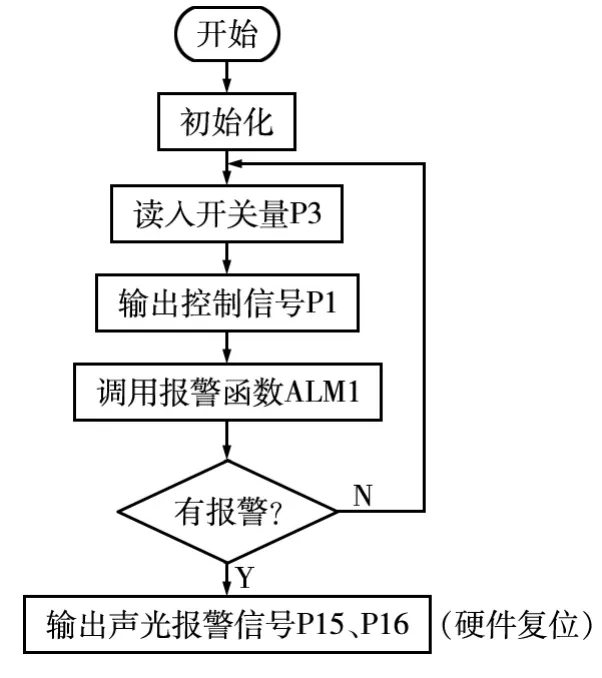
图5 控制程序流程
猜你喜欢
装备制造技术(2019年12期)2019-12-25
汽车维护与修理(2019年3期)2019-08-08
铁道通信信号(2019年3期)2019-04-25
汽车维护与修理(2018年5期)2018-09-29
汽车维护与修理(2018年23期)2018-07-03
校园英语·中旬(2017年10期)2017-11-20
汽车维护与修理(2017年5期)2017-11-17
吉林省教育学院学报(2017年3期)2017-05-31
电子制作(2016年19期)2016-08-24
液压与气动(2015年6期)2015-04-16
