关于金刚石钻进工艺优化几个问题的研究
2014-12-25 02:13高申友蒋国盛汤凤林
钻探工程 2014年9期
Чихоткин В.Ф.,高申友,蒋国盛,彭 莉,汤凤林
(1.中国地质大学,湖北 武汉430074;2.无锡钻探工具厂,江苏 无锡214174)
金刚石钻进,特别是孕镶金刚石钻头钻进,与其它钻进方法不同,在钻进过程中,钻头-岩石副相互作用时,在钻进规程参数(钻压FH、钻头回转速度n、给定性能的冲洗液量Q)的作用下,钻头金刚石破碎岩石,形成孔底,岩屑沉积在孔底,磨损钻头胎体,使金刚石露出,继续破碎岩石。其它钻进方法时,这三个钻进规程参数都起着非常大的作用。但在金刚石钻进时,在所钻岩石物理力学性质f和钻头类型B已经确定情况下,钻压和钻头回转速度可以决定钻进速度和孔底岩屑的多少,但不能改变留在孔底岩屑的数量,而改变孔底岩屑数量在很大程度上取决于冲洗液的数量。冲洗液量过大时,会导致孔底没有岩屑,全被冲走,不能磨损胎体,金刚石不能露出,结果是钻头抛光。冲洗液量过小时,不能排走孔底岩屑,滞留孔底岩屑过多,致使钻头产生非正常磨损,如拉槽、金刚石脱落等。只有冲洗液量合适时,才能保持孔底有适量的岩屑,既能保证岩屑有效磨损胎体,使金刚石露出,保持正常钻进,又不至于孔底岩屑过多而使钻头产生非正常磨损。可见,在这种情况下,冲洗液量大小是金刚石正常钻进中非常关键的规程参数。金刚石钻进时,钻头-岩石副相互作用与所钻岩石物理力学性质f、所用钻头类型B、钻进规程参数(FH、n、Q)和正常钻进条件的关系见图1。下面主要讨论金刚石钻进优化与冲洗液量关系的几个问题。
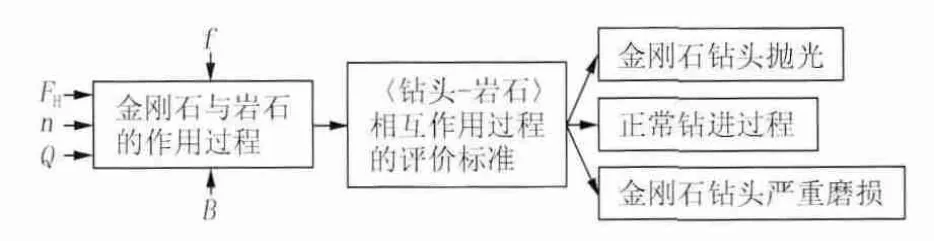
图1 “金刚石钻头-岩石副”相互作用示意图
1 钻孔结构与钻进工艺优化的关系
为了说明钻孔结构对钻进工艺优化的影响,我们选择了2个类似的钻孔(见图2),钻孔结构参数除了孔口直径不同外(钻孔结构1孔口直径为146 mm,钻孔结构2孔口直径为89 mm),其余均相同:孔底直径均为59 mm,深度均为100 m,钻具为CCK-59绳索取心钻具,所用钻头均为金刚石孕镶钻头。

图2 两个开孔直径不同的钻孔结构图
冷却钻头、排除岩屑和润滑钻具,使用工业用水。假设钻压、钻头转速和机械钻速相同,则每个钻孔需要的冲洗液量需要计算。
为了计算需要的冲洗液量,可以利用伊瓦切夫А.М.公式:

式中:ξ——考虑冲洗液流流动速度在孔内的均匀性系数,ξ=1.2 ~1.3;DCKB——钻孔直径,mm;d——钻杆直径,mm;V——冲洗液返流速度,m/s。
式(1)表明,此式没有考虑“钻头-岩石副”相互作用的概念,没有考虑金刚石钻头钻进和破碎孔底岩石的过程。
所以,在第一种情况下,在按第一种钻孔结构(孔口直径为D=146 mm)进行钻进时,按计算公式得到的冲洗液量供给孔底时,孔底岩屑很快从钻头唇面下面排走,导致钻头抛光,机械钻速完全停止。在第二种情况(孔口直径为D=89 mm)下,完全相反。向孔底供给按公式算得的冲洗液量时,由于冲洗液量可能不足,孔底充满岩屑。钻头唇面下面形成岩屑垫层,导致胎体严重磨损,金刚石露出超过极限值,支撑值降低,金刚石从胎体中脱落。同时,从胎体脱落下来的金刚石,落到工作唇面下面,导致钻头产生非正常磨损,例如形成拉槽等。
可见,钻孔结构对所需冲洗液量有很大影响,因而对钻进工艺优化有很大意义,应引起我们的注意。
2 冲洗液空化气蚀对钻进工艺优化的影响
冲洗液在钻头、钻杆和环状空间中流动时,经过的断面经常变化,经过钻头水口时变化更为明显。我们从水力学得知,流量一定时,断面的变化,必将引起流速的变化。速度变化过程越快,则瞬时升降的压强就越大,这种现象称为水击。我们可把冲洗液通过不同断面钻杆柱、外环空间和钻头水口看成是节流管道的情况。通过节流管道中断面最小的部位,液体压力最大,压强最小,往往出现真空度。当这种真空度增大到一定程度以后,液体中溶解的空气首先要分离成气泡,从液体中游离出来。压强再降低,真空度增大,甚至液体本身也会汽化,形成空化气蚀现象。
在钻探过程中,冲洗液在水路系统和钻头中经过形状和尺寸不同的通道,通过复杂的路程。在通道断面变窄情况下,出口压力P2小于入口压力P1,最小压力PC位于液流断面最小的C-C处,从C-C断面到出口部分时,压力增大,PC增到P2(如图3所示)。
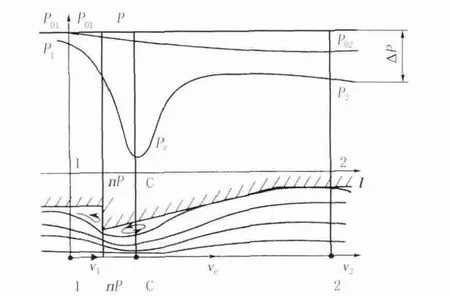
图3 冲洗介质在通道变窄情况下总压力P0和静压力P变化示意
PC在通道断面变化过程中减小时,压力可以达到饱和蒸汽的压力Pнп,此时在液流中会产生气泡。气泡直径减小并在直径大小趋近零时,气泡破裂,产生巨大的压力。这个压力在冲洗液流中产生冲击波,形成气蚀。
为了避免出现这种被腐蚀的现象,必须确定液流产生气蚀过程的临界速度条件。冲洗液流的临界流速为:

式中:Pнп——饱和蒸汽压力;ρ——冲洗介质的密度;χкр——临界无量纲的气蚀系数。
知道了水流临界速度VKP,如果再知道水流的面积,就可以计算出产生空化气蚀的冲洗液量来了。
为了研究空化气蚀的存在和规律性,我们研制了实验台。实验时,通过电力驱动装置带动岩样回转,钻机对钻头施加轴载,定期改变冲洗规程(冲洗液量),钻头对岩样进行破碎,完成岩样的破碎过程。同时,对供给孔底钻头水口处冲洗液的电阻进行测量。如果电阻增加,则说明冲洗液正在变成气液混合物,发生水力动力学作用,产生空化气蚀作用。
实验时,使用工业用水做冲洗液。在钻头水口附近置有电阻传感器。因为水为低电阻导体,所以当水中含有气体时电阻增大,含的气体越多,电阻越大。对示波器进行了调整和校准,使冲洗介质的密度为1000 kg/m3时,其电阻为0个规定单位。钻进实验时,冲洗液供给量依次为 10、20、30、40、50、60、70和125 L/min。记录流经钻头水口处冲洗液的电阻(规定单位)。当冲洗液的电阻与水的电阻不同(增大)时,证明冲洗液中有气体存在,孔底发生了空化气蚀现象。
实验表明,当冲洗液量为0 L/min,密度为1000 kg/m3时,电阻R=0个规定单位。当冲洗液量为30 L/min时,冲洗液流开始发生相变,液流开始饱含气泡,液流连续性被破坏,密度降到730 kg/m3。冲洗液量为50 L/min时,密度为500 kg/m3。当冲洗液量为70 L/min时,密度降到230 kg/m3,气蚀现象连续产生,示波仪屏幕上的读数激烈震荡,并以波的脉冲形式展现出来(见图4~7)。

图4 静态条件Q=0 L/min下,电阻R=0单位,冲洗液ρ=1000 kg/m3时的示波情况
图5 Q=30 L/min条件下,电阻R=2.7单位,冲洗液ρ=730 kg/m3时的示波情况

图6 Q=50 L/min条件下,电阻R=5.0单位,冲洗液ρ=500 kg/m3时的示波情况

图7 Q=70 L/min条件下,电阻R=7.7单位,冲洗液ρ=230 kg/m3时的示波情况
实验表明,冲洗液在钻进过程中,特别是通过钻头水口时,电阻发生明显变化,说明出现了冲洗液变成气液混合物的情况,气蚀气泡破灭时,可以产生比大气压力大许多倍的巨大压力。这种巨大压力在冲洗液中产生冲击波,使钻头受到严重磨损,水口处钻头磨损异常明显,肉眼都可以看出来。
这种冲击波是否对破碎孔底岩石有正面影响,需要进一步研究。
看见,利用这个实验台可以确定出产生水力动力学现象的条件和规律性,研究出空化气蚀作用对钻头非正常磨损和岩石破碎效果的影响、空化作用与钻进规程参数(轴载、转速、冲洗液量)的关系,可以为进一步提高钻探技术经济指标奠定基础。
3 钻头水路结构对冲洗液空化气蚀的影响
前已述及,冲洗液在钻进过程中流经不同断面和形状的冲洗通道时,导致其流动速度和压力不断变化,当冲洗液流动速度超过极限值和冲洗液量超过一定数值时,便会产生空化气蚀现象,对钻头产生严重磨损。
如何解决冲洗液空化气蚀问题,我们对钻头结构进行了针对性设计,并进行了实验,取得了较好的效果。
根据进行的计算和实验,设法在冲洗液通过钻头侧部和底部通道时,使钻头中通过冲洗液流的速度相等的办法来排除钻进过程中产生的空化气蚀作用,就可以解决这个问题。
为此,我们设计出了一种新型钻头并进行了试验。其实质是:钻头外表面上冲洗液通道过水断面的面积和、钻头内表面上冲洗液通道过水断面的面积和、和通过钻头底端唇面冲洗液通道过水断面的面积和相等,并且都等于钻头内径和钻头钢体内径间形成的过水面积和钻头钢体外表面和孔壁间形成的过水面积(见图8)。
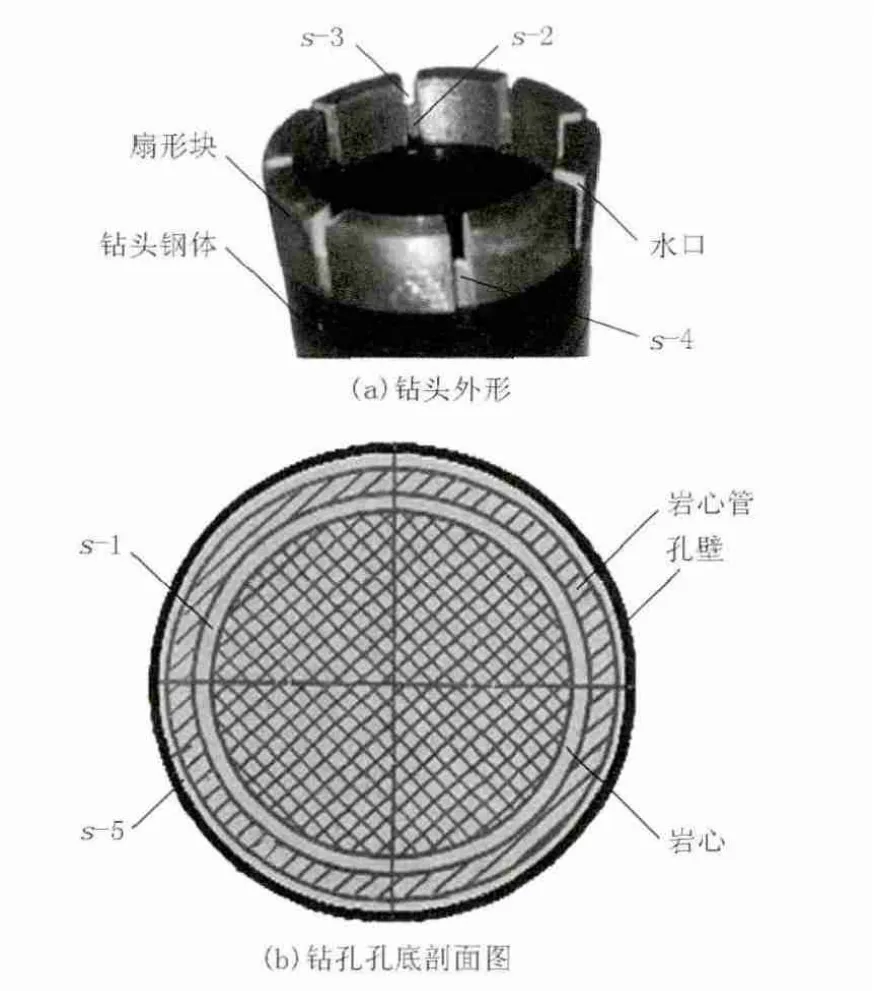
图8 钻头各水路结构过水面积间的关系
从图8可见,钻头钢体上置有扇形块,扇形块被水口分开。在与岩心管连接的钻头钢体的内、外表面上,有用通道水口连接起来的冲洗通道,其过水面积相等,即S-2=S-4=S-3。钢体内表面和岩心间的过水面积S-1,和钢体外表面和孔壁间的过水面积S-5相等,即S-1=S-5,也等于S-2=S-4=S-3。
由于钻头设计的冲洗系统各个通道的过水面积均相等,冲洗液在流动过程中不再有张开和收缩的情况发生,排除了由于冲洗液流动时速度和压力变化产生空化气蚀现象,所以提高了钻进效率和钻头寿命,提高了钻探工作的技术经济指标。实验证明,采用这种结构的钻头,可使钻头寿命提高20% ~25%,机械钻速提高10% ~20%。
4 水路单位面积冲洗液量与机械钻速的关系
前面已经谈到,孕镶金刚石钻进时,孔底岩屑数量是否适量,非常重要。过去对岩屑规程研究重视不够。事实证明,正确确定岩屑规程是正常钻进过程的保证,钻进正常与否主要取决于岩屑能否适时合理地排出并在孔底保留适量的岩屑。这是一个新的论点,是一个新的思路,是俄罗斯多年理论研究的结果,也是俄罗斯多年钻探经验的总结概括。这一成果获得了俄罗斯发明专利。
正常钻进条件下的岩屑规程,可用下式表示:

式中:Q——冲洗液用量,m3/s;S∑——钻头冲洗系统过水通道总面积,m2;VM——机械钻速,m/s;(16~31)×102——金刚石钻头最优钻进规程时进行正常钻进的边界条件范围;(16×102)——边界条件下限;(31×102)——边界条件上限。
这个公式表明,机械钻速与单位水口的面积的流速有非常直接的关系,所以为了保证正常钻进,必须把产生的岩屑适量地排出去。公式的边界条件表明,在金刚石钻进条件下,在机械钻速选定之后或保持机械钻速不变的情况下,单位面积通道冲洗液流量与机械钻速值之比低于下限16×102时,就会导致井底岩屑过多而对钻头胎体产生严重磨损;单位面积通道冲洗液流量与机械钻速之比高于上限31×102时就会导致井底岩屑迅速排走,与钻头胎体接触的岩屑过少,金刚石不能及时出露,从而使金刚石抛光。一般情况下,处于下限16×102和上限31×102之间时,就可以使钻进处于正常钻探过程之中,机械钻速稳定,因而可以增加回次时间,改善钻头工作条件,提高钻探效率,提高钻探的技术经济指标。俄罗斯多年的钻探实践经验证明,这个结论是正确的,取得了很好的技术经济效果。当然,在钻探工作中,还要根据实际情况,对上限和下限进行合理选取与论证。
这个规律也为金刚石钻头水路结构的设计提供了新的理论依据,有很大的指导意义。
考虑钻头冲洗系统结构特点,根据设定或希望得到的机械钻速来实际应用这个公式,可以计算出给定钻进条件所需的冲洗液量。同样,考虑钻头冲洗系统结构特点,根据给定的冲洗液量,可以计算出得到的机械钻速。在这些情况下,由于有岩屑对钻头胎体的磨损作用,可以保证切削具(金刚石)顺利切入被破碎的岩石,孔底金刚石露出变成一个自动调节的过程,使金刚石钻进始终在正常钻进下进行。可见,钻头冲洗系统才是冲洗液量和机械钻速间合理比例的决定性条件。
5 结论
根据以上分析、研究、讨论和实验,可以得出以下结论。
(1)孕镶金刚石钻头钻进时,钻头金刚石破碎岩石,岩屑沉积孔底,磨损钻头胎体,使金刚石露出,继续破碎岩石。钻压和钻头回转速度可以决定钻进速度和孔底岩屑的多少,但不能改变留在孔底岩屑的数量,而改变孔底岩屑的数量在很大程度上取决于冲洗液的数量。只有冲洗液量合适时,才能保持孔底有适量的岩屑,既能保证岩屑有效磨损胎体,金刚石露出,保持正常钻进,又不至于孔底岩屑过多而使钻头产生非正常磨损。可见,在这种情况下,冲洗液量大小是决定金刚石正常钻进中非常关键的规程参数。正确确定岩屑规程,可以保证正常钻进。
(2)钻孔结构,特别是开孔直径对冲洗液量的计算有很大影响,因为冲洗液量是根据钻开孔直径平方和钻杆直径平方的差计算的。开孔直径越大,可能会导致计算的所需流量偏大,使孔底保留合适岩屑以保证正常钻进受到很大影响,这一点不大引起人们的注意,应该引起重视。
(3)在钻探过程中,冲洗液走过非常复杂的路程,在冲洗水路系统中经过形状和尺寸不同的通道,引起流速和压力的变化。计算和进行的实验证明,在冲洗液一定流量和速度下,这种变化会引起空化气蚀现象,对钻头产生严重磨损,大大影响钻探的技术经济指标。
(4)空化气蚀现象是由于冲洗液在钻进过程中通过不同尺寸、形状的通道,造成流速和压力急剧变化而产生的。如果我们能够设计出一种新型钻头,使其各个通道的面积都相等,消除流速和压力的变化,就可以基本上消除空化气蚀现象。使各个过水面积S-1、S-2、S-3、S-4、S-5都相等的钻头,可以解决冲洗液空化气蚀问题,可使钻头寿命提高20% ~25%,机械钻速提高10% ~20%。
(5)为了保证在金刚石钻进时,确定合理岩屑规程,保证钻头正常钻进,应该把供给的冲洗液量和机械钻速挂起钩来。公式(3)给出了供给的冲洗液量和机械钻速比的合理边界条件范围,低于下限边界条件,就会出现钻头胎体非正常磨损,高于上限边界条件就会产生金刚石钻头抛光,必须保证这个比值始终处于正常钻进的边界条件范围之内。
[1] 刘广志.金刚石钻探手册[M].北京:地质出版社,1991.
[2] В.Ф.Чихоткин,段隆臣,等.基于破碎单位体积岩石能耗量设计坚硬研磨性岩石用钻头方法的研究[J].2012,39(S2).
[3] 汤凤林,段隆臣,В.Ф.Чихоткин,等.合理设计岩屑规程 保证正常钻进条件——金刚石钻进技术专题之一[J],2004,(6).
[4] Чихоткин В.Ф.Исследование призабойных прочессов в алмазном бурении[M].Москва:1998.
[5] Чихоткин В.Ф.Разработка основных положений процесса алмазного бурения с целью создания высокоэффективного алмазного породаразрушаюего инструмента[M].Москва:1998.
[6] Д.Н.Бащкатов.Оптимизация процесса бурения[M].Москва:2006.
[7] ДОКЛАДЫ,Ⅸ МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ《НОВЫЕ ИДЕИ В НАУКАХ О ЗЕМЛЕ》[R].ТОМ 1,2009.
[8] ДОКЛАДЫ,Ⅸ МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ《НОВЫЕ ИДЕИ В НАУКАХ О ЗЕМЛЕ》[R].ТОМ 3,2009.
[9] Породоразрущающий и металлообрабатывающий инструменттехника и технология его изготовления и применения[A].Сборник научных трудов[C].Киев:2010.
猜你喜欢
化工科技(2021年3期)2021-07-28
石油化工腐蚀与防护(2020年3期)2020-12-31
矿业安全与环保(2020年4期)2020-09-09
中国钨业(2018年4期)2018-11-02
科学与财富(2018年21期)2018-08-22
自动化与仪表(2017年4期)2018-01-18
北京航空航天大学学报(2016年12期)2016-02-27
现代电子技术(2014年10期)2014-07-19
印制电路信息(2011年9期)2011-07-31