
改造普通车床为铣扁专用车床
2014-12-23 06:44梁华
机械工程师 2014年12期
梁华
(中国航空工业标准件制造有限责任公司,贵阳550014)
0 引言
某零件上有一位置精度要求较高的平面需要加工,生产批量较大,在工厂里常见的加工方法是在铣床上进行铣削加工,或是在加工中心上进行铣削加工。当生产任务紧张,设备调配不开时,就需要利用其它设备。为了解决这一问题,我们对普通车床拖板部分进行简单的改造,装上自制铣扁夹具,将普通车床改造成为铣扁专用车床,能够较好地解决实际生产中设备紧张的难题,并能取得良好的经济效益。
1 车床改造方法
针对图1所示的零件铣扁问题,我们对工厂一台C616普通车床进行改造。

图1 零件简图
普通车床的工作原理是主轴带动工件作旋转运动,车床的刀架带动车刀作纵向、横向或斜向的直线移动,通过车刀和工件的相对运动,切削出合乎要求的零件。我们将零件由传统铣床铣扁工艺改为车床铣扁工艺时,对原车床拖板上的刀架进行了简单改造,装上了如图2所示的铣扁夹具,并在车床主轴孔中装上φ14 mm的立铣刀,通过主轴带动刀具旋转,刀架上的零件作纵向、横向移动,形成相对运动,进行铣扁的工序。
零件的装拆通过图2中的拧紧螺钉1松紧来控制,操作方便。拖板带动刀架上的零件纵向、横向移动,定位准确,较好地保证了mm的尺寸。
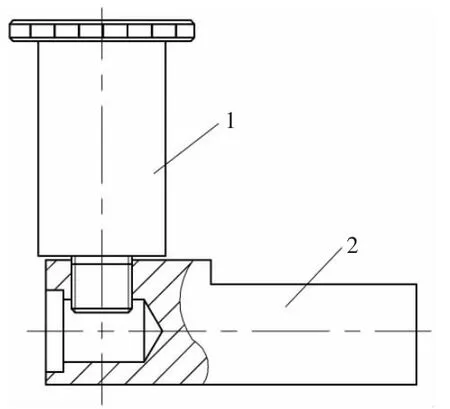
图2 铣扁夹具示意图1.拧紧螺钉2.夹具体
2 结语
实践证明,普通车床经过上述的简单改造,不仅保证了零件铣扁的尺寸精度,还减轻了工人的劳动强度,提高了劳动生产率,解决了生产中设备使用紧张的难题,且没有破坏原普通车床的结构,适合大批量生产,经济实惠,因此普通车床的利用率也得到提高和扩展,扩大了其使用范围。总之,经过上述技术改造后,在保证产品质量的前提下,提高了设备的利用率,降低了生产成本,经济效益十分明显。
[1] 王先逵.机械加工工艺手册[M].北京:机械工业出版社,2009.
[2] 朱耀祥.浦林祥,现代夹具设计手册[M].北京:机械工业出版社,2010.
猜你喜欢
设备管理与维修(2020年23期)2021-01-04
新天地(2020年7期)2020-08-04
中小企业管理与科技(2019年22期)2019-09-09
特别文摘(2018年10期)2018-12-24
赢未来(2018年9期)2018-09-25
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年1期)2016-05-17
山东工业技术(2014年11期)2014-05-04
