
苎麻落麻纤维增强TPS 全降解复合材料力学性能的研究
2014-12-23 01:01:52张佳王瑞徐磊苏阳
应用化工 2014年9期
张佳,王瑞,2,徐磊,苏阳
(1.天津工业大学 纺织学院,天津 300387;2.天津工业大学 先进复合材料教育部重点实验室,天津 300387)
由于人们对生态环境保护越来越重视,环境友好型材料开始进入研究者的视野。作为替代传统塑料的一种可完全降解材料,关于淀粉塑料的研究一直在进行,但由于全淀粉材料力学性能和耐水性偏差,成本较高,制约其工程应用[1]。而天然纤维素纤维的加入可以有效地克服这两个缺点,天然纤维与淀粉同为多糖分子结构,将纤维与TPS 共混,能得到较好的强化效果[2]。其中植物纤维以其来源广泛、价格低廉、易降解和绿色环保的优势,成为很有前景的环境友好型复合材料的备选原料[3-5],而麻类纤维以其较高的强度和模量[6-7]更是得到人们的青睐。国外对于麻类纤维增强淀粉复合材料的研究已有报道,如Gironès 等[8]用熔融加工的方法分别制备了剑麻丝和大麻丝增强TPS 复合材料,结果表明,纤维的加入使TPS 的玻璃化转变温度提高,材料的储能模量和杨氏模量也有明显的增加。随着纤维含量的增加,复合材料的拉伸强度和弯曲强度都增大。Prachayawarakorn 等[9]研究了黄麻纤维和木棉纤维对热塑性木薯淀粉复合材料的影响,用密炼机将用甘油塑化的TPS 与两种纤维混合,并通过模压成型制备复合材料。随着两种纤维的加入,复合材料的应力和杨氏模量有显著提高,复合材料的吸水性明显减小,但由于木棉纤维的纵孔结构,使木棉纤维增强TPS 复合材料表现出较高的吸水性。
目前,国内外关于开发落麻短纤维增强淀粉复合材料的研究较少。在纺织生产过程中,会产生30% ~40%的落麻纤维[10],利用落麻纤维作为增强体,开发天然可降解复合材料,可以使落麻在纺织之外的行业发挥作用,并且具有价格低廉、绿色环保、强度高、密度低、热稳定性好等特点,为天然纤维增强复合材料体系添写新内容[11-12]。
本文以甘油/尿素/山梨醇为淀粉的复合增塑剂,制备出拉伸TPS 为基质,与不同长度、不同含量的苎麻纤维混合,制备复合材料,并研究苎麻纤维长度及用量对全降解复合材料力学性能的影响,并通过SEM 观察研究复合材料拉伸断裂后的界面结合情况。
1 实验部分
1.1 材料与仪器
苎麻落麻纤维,黑龙江元宝纺织股份有限公司提供;玉米淀粉;甘油、山梨醇均为分析纯。
SZ-15 小型搅拌机;BL6170-D 平板硫化机;HT-20 小型单螺杆挤出机;3369 万能材料试验仪;TM-1000 扫描电子显微镜。
1.2 复合材料的制备
将淀粉含水量提高到20%,与甘油/尿素/山梨醇(质量比为4/3/3)组成的复合增塑剂进行预混合,然后用搅拌机高速搅拌5 min,密封储存24 h。
将不同长度的苎麻落麻纤维按照质量5% ~20%加入到高速预混合后的淀粉中,将混合物喂入单螺杆挤出机,加热区温度120 ℃,螺杆转速130 r/min,在挤出口处设置条形成型器,热压成型,得到厚度4 mm 的条状试样。
1.3 性能测试
根据GB/T 1447—2005 和GB/T 1449—2005 对试样进行拉伸和弯曲测试,实验速率为5 mm/min。用SEM 观察复合材料拉伸断裂后的界面结合情况。
2 结果与讨论
2.1 力学性能分析
2.1.1 拉伸测试图1 为不同长度纤维质量分数对复合材料拉伸强度、断裂伸长率和拉伸模量的影响。
由图1 可知,拉伸强度和拉伸模量都随着纤维长度和纤维含量的增加而增加,在纤维长度9 mm,含量为20%和15%时分别达到最大值25.14 MPa和1 136.36 MPa。这是因为苎麻落麻纤维和淀粉都是碳水化合物且结构组分相似,所以在它们的表面可以形成范德华力和新的氢键[13],这使纤维与基质表面有良好的兼容性,复合材料的力学性能提高,说明落麻纤维是复合材料的有效增强剂。但是,随着纤维含量的增加,纤维凝聚降低了纤维与基质之间的应力传递,使得拉伸强度和拉伸模量的增加变缓,因此纤维在基质中的均匀分散和纤维-基质表面较强结合力是使复合材料获得满意力学性能的必要条件。
另外,复合材料的断裂伸长率随纤维的质量分数的增加有显著地降低,因为纤维的结晶度比淀粉高,所以显示较低的延展性,也因此纤维长度的增加,复合材料的断裂伸长率下降的更明显。但是纤维含量的增加似乎对断裂伸长率的影响很小。
2.1.2 弯曲测试图2 为不同长度纤维质量分数对弯曲强度和弯曲模量的影响。
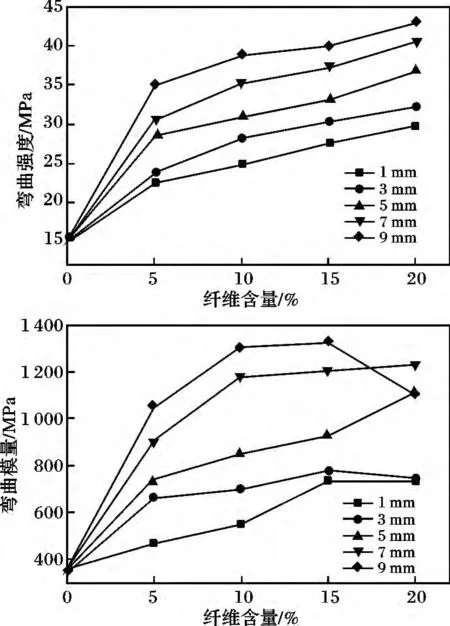
图2 纤维含量对复合材料弯曲性能的影响Fig.2 The effect of fiber content on the flexural properties of composites
由图2 可知,弯曲测试的结果与拉伸测试结果有相同的趋势,弯曲强度和弯曲模量都随着纤维长度和含量的增大而增大,在纤维长度为9 mm 含量为20%和15%时达到最大值分别为42.95 MPa 和1 326.98 MPa,弯曲强度和模量显著高于拉伸强度和模量。根据威布尔分布的统计强度理论[14-15],弯曲强度高于拉伸强度是由于应力性质差异造成的。在弯曲测试中,复合材料逐渐失效,然后产生的应力具有一个梯度,这造成了材料承受的拉应力只有一半体现在测量强度的增加,而在拉伸测试中,所有复合材料横截面都承受均匀应力。
2.2 复合材料断面形貌分析
图3 为苎麻落麻纤维增强淀粉基全降解复合材料断裂表面的SEM 形态。
由图3 可知,图3a、b 显示了纤维含量不同时的复合材料断面形态,很明显纤维含量多时,界面有更多纤维。大部分纤维在基质中是成束的状态,只有少部分以单纤维的形式存在,这可能是在制备工艺过程中,加热剪切的作用使纤维积聚造成的。图3c清楚地显示纤维束被TPS 覆盖且与基质没有空隙,说明纤维与基质有良好的结合,这是由于纤维与淀粉都是糖类化合物,有相似的化学结构,两者表面形成的范德华力和氢键使两者之间形成强烈的相互作用。另外,在加入纤维作为增强体后,基质仍然形成连续状,说明增塑剂仍能够有效地塑化淀粉。图3d显示,在纤维长度长时,纤维在基质中出现弯曲的现象,这可能与复合材料是通过螺杆挤出的方法制备的有关,而这也可能造成复合材料应力分布不匀。图3e、f 显示了淀粉基复合材料三种破坏机理:基质破坏、纤维断裂和纤维-基质界面破坏[13,16-17]。这三种类型的破坏机理在所有纤维长度和含量的复合材料中同时存在。图3e 中的孔洞和图3f 中悬浮的纤维都是由于复合材料断裂过程中纤维的拔出以及纤维聚集的存在,而图3e 中显示在复合材料断裂的过程中也存在纤维断裂的原因。
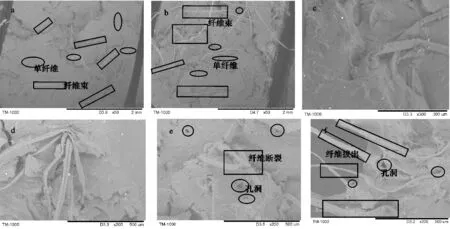
图3 复合材料断面形貌Fig.3 The fracture surface of composites
3 结论
(1)复合材料的拉伸强度和模量随着苎麻纤维长度和含量的增加而增加,达到25. 14 MPa 和1 136.36 MPa,接近于未加入纤维时的2 倍,断裂伸长率明显下降,但是纤维含量的增加对断裂伸长率的影响不大。弯曲强度和模量与拉伸强度和模量呈现相似的增长趋势。复合材料机械性能的提高主要是因为在苎麻纤维和TPS 表面可以形成范德华力和新的氢键,使纤维与基质表面有良好的兼容性,复合材料的力学性能提高,说明苎麻纤维是复合材料的有效增强剂。
(2)复合材料中的增强体被基质覆盖且没有空隙,说明苎麻纤维与TPS 基质有良好的结合,另外,在加入纤维作为增强体后,基质仍形成连续状,说明增塑剂仍能够有效地破坏淀粉分子内的氢键,塑化淀粉。
(3)复合材料的断裂主要包括基质的破坏、纤维的拔出和纤维本身的断裂,但纤维拔出明显比纤维断裂的数量多,说明纤维与基质的表面结合力还有待提高。
(4)经过挤出过程后,复合材料中的纤维出现聚集成束的现象,在一定程度上影响复合材料的力学性能。可以考虑通过纤维表面改性的方法提高纤维在基质中的分散性和纤维-基质的表面结合力,进一步增大纤维长度和含量,得到性能更优异的全降解复合材料。
[1] 马骁飞,于九皋. 纤维增强尿素和甲酰胺混合塑化热塑性淀粉[J].精细化工,2004(5):366-369.
[2] 王金永,赵有斌,林亚玲,等. 淀粉基可降解塑料的研究进展[J].塑料工业,2011(5):13-17.
[3] Mohanty A K,Misra M,Hinrichsen G. Biofibres,biodegradable polymers and biocomposites:An overview[J].Macromolecular Materials and Engineering,2000,276(3/4):1-24.
[4] 王俊勃,郑水蓉,赵川,等.碱处理对苎麻/醋酸纤维素复合材料的影响[J]. 复合材料学报,2002(6):130-133.
[5] Nishino T,Hirao K,Kotera M,et al.Kenaf reinforced biodegradable composite[J]. Composites Science and Technology,2003,63(9):1281-1286.
[6] 刘训堃,滕翠青,余木火.苎麻织物增强PLA-PCL 复合材料的制备及其性能研究[J]. 塑料工业,2007(1):22-24.
[7] Bi S,Hong J,Chu C. Effect of processing conditons on properties of ramie roving reinforced polypropylene composite[J].Advanced Materials Research,2011(332/333/334):1659-1665.
[8] Girones J,Lopez J P,Mutje P,et al. Natural fiber-reinforced thermoplastic starch composites obtained by melt processing[J]. Composites Science and Technology,2012,72(7):858-863.
[9] Prachayawarakorn J,Chaiwatyothin S,Mueangta S,et al.Effect of jute and kapok fibers on properties of thermoplastic cassava starch composites[J]. Materials & Design,2013,47:309-315.
[10]王瑞,王春红. 亚麻落麻纤维增强可降解复合材料的拉伸强度预测[J].复合材料学报,2009(1):43-47.
[11]王亚亮,杨敏鸽,王俊勃,等. 苎麻纤维增强复合材料的研究现状[J].材料导报,2008(S1):342-345.
[12]张一甫,张长安. 苎麻落麻纤维增强热固性树脂复合材料的制备及性能研究[J]. 玻璃钢/复合材料,2002(1):13-14.
[13] Espigule E,Vilaseca F,Puigvert X,et al. Biocomposites from starch-based biopolymer and rape fibers. Part I:Interfacial analysis and intrinsic properties of rape fibers[J]. Current Organic Chemistry,2013,17(15):1633-1640.
[14]Whitney J M,Knight M. The relationship between tentile strength and flexure strength in fiber reinforced composites[J].Experimental Mechanics,1980,20(6):211-216.
[15]Wisnom M R.The relationship between tensile and flexural strength of unidirectional composites[J]. Composite Materials,1992,26(8):1173-1180.
[16]Yu L,Dean K,Li L.Polymer blends and composites from renewable resources[J]. Progress in Polymer Science,2006,31(6):576-602.
[17]Vilaseca F,Mendez J A,Pelach A,et al.Composite materials derived from biodegradable starch polymer and jute strands[J].Process Biochemistry,2007,42(3):329-334.
猜你喜欢
中国造纸(2022年3期)2022-07-21 09:12:40
纺织科学研究(2020年1期)2020-02-25 00:38:01
中国纤检(2017年12期)2018-02-07 19:50:10
纺织科学研究(2017年6期)2017-07-03 12:14:28
动物营养学报(2017年2期)2017-02-28 05:04:26
棉花科学(2016年3期)2016-06-14 02:40:12
中国麻业科学(2015年5期)2015-12-28 06:22:11
中国麻业科学(2015年5期)2015-12-28 06:22:07
现代纺织技术(2015年5期)2015-02-24 04:57:03
现代纺织技术(2015年1期)2015-02-24 00:57:59
