
双向变频振压制曲试验分析
2014-12-20 02:00李宏
食品与机械 2014年4期
李 宏
(1.江苏食品药品职业技术学院机电工程系,江苏 淮安 223005;2.江苏省食品微生物工程实验室,江苏 淮安 223005)
大曲是白酒生产中的糖化剂、发酵剂和多种微生物的混合酶制剂[1],大曲酿酒工艺为中国传统独特的固态发酵酿酒工艺,曲坯提浆程度(水麦胶的提表程度)是大曲生产的一个重要技术指标。传统人工踩曲的特点是“百脚一坯”、“提浆于表”,所制的曲坯结构致密、提浆好、皮张薄,便于微生物生长[2]。机械制曲作为现代酿酒企业的发展趋势,生产的曲坯大小一致、生产效率高、劳动强度低。按机械制曲的执行机构分,有冲压式、气动式、液压式[3-5];按机械制曲的成型次数分,有单次模压成型、多次模压成型[6]。但无论是哪种机制曲,其“皮紧内松”、“提浆差”的现象都没有得到根本的解决,造成曲坯表皮缺乏营养、保水性能差,对大曲“穿衣”影响很大,导致白酒质量下降。
为了解决上述问题,提出一种新型的双向变频振压成型制曲方法,该方法的特点是借助于上下模压板与曲料、曲模成型箱与曲料以及曲料颗粒之间的振动滑移、反复挤揉操作,模拟人工踩曲过程,并分析振动频率、振动幅度、振动压力、曲坯含水率等参数对曲坯密度与提浆性能的影响。
1 试验方案与参数设定
1.1 双向变频振压制曲成型试验方案
为增强松散曲料的“流动性”,解决机械压曲中存在曲坯“皮紧内松”现象,现采用双向变频振压方式压制曲坯。其基本原理:曲模成型箱固定不动,采用不同的振动电机作为上、下模压板的振源,使上模压板与下模压板具有不同的振动频率,在振动的同时对曲坯表面进行加压的一种压曲成型方式。由于振动传播深度有限,本方案采用上下模压板同时振动。为模拟人工踩曲、表面提浆过程,上模压板振动时采用凹凸不平的碗状压板,对曲坯颗粒反复挤揉。通过变频器改变振动电机的转速,改变振动频率(压曲成型、拍打提浆采用不同的频率)和振幅A的大小,使曲坯密度、厚度、压曲压力、成型时间等,能按需求进行调整(适合不同的高温曲和中温曲)。振动的作用使曲坯表层曲料松散,为保持曲坯形状与密度均匀,在上下模压板停止振动后再采用平头压板压曲到位。
图1为曲坯双向变频振压成型加工过程示意图。具体过程:① 曲料在上料过程中,下模压板边振动边上料;② 上料结束后,凹凸不平的碗形上模压板进行低频振动,与下模压板振动频率不同,使二者的运动产生一个速度差;同时上模压板向下加压移动、下模压板向上加压移动,对曲料进行压曲成型;③ 当上下模压板的移动触发了压力传感器(根据曲坯松紧程度控制动作),上下模压板停止运动,保持原有压力以较高频率振动对曲坯表面拍打提浆。④ 上下模停止振动,将凹凸不平的上模碗形压板改为平头压板,上模压板向下加压移动,下模压板向上加压移动,到与曲模成型箱接触时完成压曲运动,保压后出坯。本方案由于采用振动制曲,使曲坯易于脱模,减化了曲模清洗工序。经多次振透压实、提出面浆,实现了曲坯表面光滑致密、松紧均匀、曲皮薄、穿衣挂霉好。

图1 曲坯双向变频振压成型过程示意图Figure 1 The process of starter-making using bidirectional variable frequency vibration method
1.2 试验参数设定
根据某酒厂曲料成份组成,把大麦40%、小麦45%、黄豆5%、豌豆10%按重量严格匹配,混合均匀后进行适度粉碎,然后加水充分搅拌。将粉碎度控制在43%~45%,以含水量为30%~50%的混合曲料作为试验对象。这里曲坯大小取270mm×175mm×80mm,曲模成型箱可根据各个酿酒企业曲坯大小设定、一机多模灵活更换。
双向双频振动压制曲坯成型,电源为三相AC 380V/50Hz,激振方式为振动电机垂直激振,振动波形为正弦波,振动频率范围为5~60Hz,最大振幅为3mm,上下模压板压力0.5~8kN,上下模压板行程可调范围0~180mm。
2 结果与分析
2.1 双向变频振压对曲坯密度的影响
振动在曲料中进行传递,当曲粒获得的能量超过彼此间的摩擦力和粘结力,不规则的曲粒由静变动,大小曲粒互相咬和镶嵌,又挤出了部分曲料水分,提高了曲坯密度的均匀性。由于曲粒沿振动方向所获得的能量是不同的,为了使曲坯密度均匀,让振动传播得远一些,在曲模成型箱上料结束后,先采用大振幅小频率同时加力振压曲坯(上下模压板采用不同的频率)。为了提高曲坯表面拍打提浆效果,再采用小振幅大频率上下模压板同时加力振压曲坯。由图2可知,振动频率越高,振幅衰减越大,振幅按指数形式衰减。
试验发现,双向变频振压后曲坯靠近心部的密度较均匀,但与上下模压板接触的曲坯最上、最下层、以及与曲模成型箱接触的曲坯前后左右层,越靠近表面越疏松,且不均匀。为使曲坯整体达到密实均匀、松紧适度(由曲坯发酵生产工艺可知,并非密度越大越好)。当密度值达到压力传感器设定的触发值时,上下模压板振动结束,将上模压板改为平头压板,上下模压板分别向上向下加压移动。当上下模压板与曲模成型箱接触时完成压曲运动,曲料经保压后出坯。通过双向变频振压制曲,较好地解决了普通制曲机压曲过硬,曲料间的空隙小、空气少、微生物生长缺少空气繁殖不佳等问题。
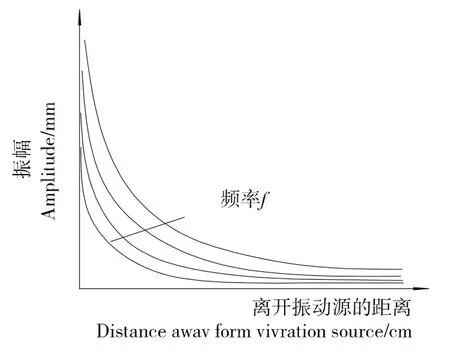
图2 振幅衰减示意图Figure 2 The reduction of vibration amplitude
2.2 含水率对提浆效果的影响
当含水率不变时,随着曲坯振动颗粒间距离逐渐变小,被挤出的水游离在颗粒之间。其中一部分又被曲料吸收,另一部分内则通过曲料间的孔隙向曲坯内、外部流动。随着含水率的增加,由于曲料重新吸收这部分被挤出水的能力有限,在单个振动压缩周期内,向外部流动占了很大的比例。
由试验可知,曲坯的含水率大小对曲坯形态、松紧度、融氧量均有较大的影响。当最大压力不变(维持为4kN),振动压曲频率为50Hz时,分别对含水率为30%,35%,40%,45%,50%,60%曲坯进行试验。当含水量为30%时,曲坯颗粒间粘接强度较差,部分皮料有翘曲情况;当含水量增至45%时,皮料翘曲现象基本消失;当含水量增至50%时,曲坯中原来与皮料结合较紧的面料,由于曲坯中挤出水分的流动、冲刷,出现了心部的皮料比例大于外皮的现象,曲料表面出现白浆外溢情况,试验结果见图3、4。

图3 不同含水率的曲坯心部形态Figure 3 The shape of the starter with different moisture content

图4 含水量50%(频率50Hz)的曲坯内外形态Figure 4 The inside and outside shape of the starter with moisture content is 50%(while frequency is 50Hz)
2.3 振动压曲频率对提浆效果的影响
曲坯含水率不变时,振动频率越大,单位时间内曲坯中颗粒获得的能量越多,从曲料中挤出的水越多,水的流动也越快。有的流向曲坯表面、有的流向曲坯内侧,时而向外、时而向里。流向表面的水和面料的混合物滞溜在曲坯表层中,而流向心部的混合物又将带出来的面料重新送回到心部。
当最大压力不变(维持为4kN),含水率为40%时,分别以振动压曲频率为5,10,15,20,30,40,50,60Hz进行试验。由试验可知,振动压曲频率越小,曲料中的皮料的被压弯压皱的情况越少。当振动压曲频率小于10Hz时,大部分皮料显示被压制成扁平状,曲料中皮料与面料之间的贴合较好。当振动压曲频率为40Hz时,形成曲坯心部曲料比较均匀,表皮“面浆”较多,试验结果见图5。

图5 含水量40%(频率40Hz)的曲坯内外形态Figure 5 The inside and outside shape of the starter with moisture content is 40%(while frequency is 40Hz)
当振动压曲频率大于60Hz时,皮状颗粒得不到充分的伸展,曲坯心部皮料的皱裙、弯曲情况较为明显,甚至可见少量皮料被压折现象,表皮出现白色悬浊液。这说明只有合适的振动频率,曲料才会产生较好的提浆效果,过快的振动频率,降低了混合物的可流动时间,反而对保证曲坯品质是有害的。
2.4 试验结果对比
试验证明,当混合曲料粉碎度为43%~45%,曲坯含水率为40%,上下模压力为4kN,成型振动频率为10Hz,成型振幅为2~3mm;拍打振动频率为40Hz,拍打振幅为0.9~1.2mm,曲坯双向变频振压成型效果较佳。表1为采用双向变频振压制曲与现有YQ-960型制曲机所生产的曲坯对比情况。

表1 双向变频振压制曲与YQ-960型制曲机生产曲坯比较Table 1 The comparison of bidirectional variable frequency vibration method with YQ-960starter-making machine
3 结论
双向变频振压方式作为曲坯生产的一种创新方式,曲坯成型时从上下两个方向传递交变压力,对曲坯进行柔性、重复压制,通过变频振动把面浆提到了曲坯表面。由于曲料与模盒间的振动,致使曲料不易粘在模盒上,曲模再次使用前无需对模盒进行清洗,简化了机械制曲工艺。既保证了机制曲坯的成型品质,曲坯密度均匀、孔隙度好、软硬适中;又使得曲坯易于脱模、外形平正,四角饱满,获得了较理想的表面提浆效果,具有一定的实用推广价值。
1 任飞,张晓宇.浓香型大曲糖化动力学研究[J].食品与机械,2013,29(1):42~44.
2 沈怡方.白酒生产技术全书[M].北京:中国轻工业出版社,2001.
3 付捷,王瑛.我国酒厂制曲压块机的现状与发展方向[J].包装与食品机械,2005,23(5):29~30.
4 付捷,刘木华,罗钢,等.机械制曲成套设备研制[J].酿酒,2007,34(3):42~43.
5 陈贵林.探索茅台酒制曲自动化实现途径[J].酿酒科技,2011(4):65~66.
6 张静.多点采压压曲机设计及其关键结构件仿真研究[D].山西:太原理工大学,2009.
猜你喜欢
出版人(2022年11期)2022-11-15
中国调味品(2021年3期)2021-03-23
酿酒科技(2020年7期)2020-12-19
合成材料老化与应用(2020年1期)2020-03-16
四川冶金(2019年5期)2019-12-23
中国调味品(2019年11期)2019-11-15
山东化工(2019年9期)2019-05-31
湖南大学学报(自然科学版)(2017年8期)2017-09-12
通信电源技术(2016年5期)2016-03-22
湖南农业大学学报(自然科学版)(2015年3期)2015-07-13
