
β-SiAlON-cBN陶瓷复合材料的制备与性能
2014-12-20 05:22岳新艳石晓飞东北大学材料各向异性与织构教育部重点实验室沈阳110819
材料与冶金学报 2014年4期
岳新艳, 何 超, 石晓飞(东北大学 材料各向异性与织构教育部重点实验室,沈阳 110819)
β-SiAlON-cBN陶瓷复合材料的制备与性能
岳新艳, 何 超, 石晓飞
(东北大学 材料各向异性与织构教育部重点实验室,沈阳 110819)
采用放电等离子烧结(SPS)在1 500 ℃下制备不同立方氮化硼(cubic Boron Nitride, 即cBN)含量的β-SiAlON-cBN陶瓷复合材料,研究cBN含量对陶瓷复合材料的物相组成、显微组织和性能的影响.XRD分析表明:在添加复合烧结助剂的条件下合成的β-SiAlON-cBN陶瓷复合材料,β-SiAlON的量随着cBN含量的增加而增加.FESEM观察结果表明:cBN颗粒较均匀地分布在β-SiAlON基体中,一些cBN颗粒表面出现可剥离的层片状物质六方氮化硼(hBN).随着cBN含量的增加,β-SiAlON-cBN陶瓷复合材料的相对密度先下降后略有上升,硬度呈现降低趋势,断裂韧性则先升高后略有降低.β-SiAlON-10 % cBN(质量分数)的相对密度和硬度分别为96.8 %和13 GPa,β-SiAlON-30 % cBN的断裂韧性可达到KIC=3.2 MPa·m1/2.
β-SiAlON;cBN;放电等离子烧结;显微组织;性能
比其他陶瓷材料的强度和断裂韧性高的塞隆陶瓷(SiAlON)具有极高的高温硬度,优异的耐磨性,抗氧化性和抗热震性,因此致密的SiAlON陶瓷可以作为高速切削刀具材料[1,2].SiAlON陶瓷种类包含α-SiAlON、β-SiAlON和O'-SiAlON等,其中以柱状晶组织生长的β-SiAlON具有优于其他SiAlON的韧性.cBN的硬度仅次于金刚石,且它的热稳定性和化学稳定性均优于金刚石,在大气中加热至 900 ℃时不发生氧化,尤其是不存在着金刚石制品加工黑色金属材料发生反应的局限性,成为新一代超硬材料,在刀具材料的研究中引起国内外学者的高度关注.由于高共价键的cBN极难烧结,目前多在高温高压条件下制备cBN.放电等离子烧结(SPS)是一种在短时间内快速升温,使材料达到致密化的新技术.在SiAlON陶瓷中加入超硬材料cBN,经SPS后的复合陶瓷材料将可能综合两者的优点,成为新一代性能优异的刀具材料[3,4].近年来该陶瓷复合材料体系逐渐得到材料研究者们的关注,Goto等人[5]采用SPS技术,以Si3Al3O3N5和cBN为原料在1 700 ℃烧成了相对密度为98 %的SiAlON-20 vol% cBN的复合材料.叶枫等人[6]在β-SiAlON基体中添加质量分数为10 %的cBN颗粒,并添加Y2O3或Yb2O3作为添加剂,在1 550 ℃烧结温度下得到比基体硬度和韧性都有所提高的β-SiAlON-cBN 陶瓷复合材料.J.C. Garrett等人[7]通过反应烧结合成SiAlON基体,并以Y2O3为添加剂,在1 575~1 625 ℃烧结温度下制备出相对密度在97 %以上的α-SiAlON-cBN 陶瓷复合材料.由于制备温度均在1 550 ℃以上,SiAlON基体和cBN颗粒界面结合问题严重阻碍了SiAlON-cBN陶瓷复合材料性能的大幅提升.一方面,SiAlON基体的致密化需要较高的烧结温度和一定的保温时间;另一方面,cBN在较高的温度下会相变为六方氮化硼(hBN),而且hBN的转变量随着保温时间的延长而增加[8]. 而hBN作为较软相,存在于SiAlON基体和cBN之间,破坏了二者界面的结合,会导致材料性能的恶化.因此,如何在相对较低的温度下实现该陶瓷复合材料的致密化烧结至关重要.本实验尝试通过添加Y2O3、Al2O3和Al复合烧结助剂在1 500 ℃合成β-SiAlON-cBN陶瓷复合材料,预期在cBN不相变的温度下获得致密的陶瓷复合材料,并详细研究了不同cBN含量的β-SiAlON-cBN 陶瓷复合材料的显微组织和性能.
1 实验材料和实验方法
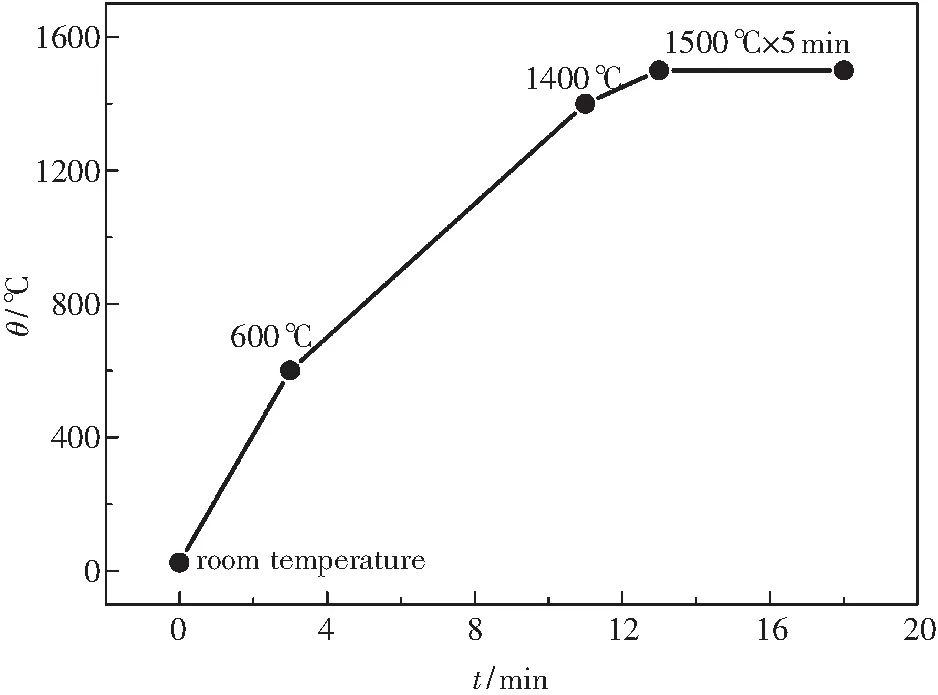
图1 SPS工艺曲线Fig.1 SPS sintering process
采用Si3N4(25 nm)、AlN(40 nm)和Al2O3(30 nm)为原材料反应合成β-SiAlON,与7.5 μm的cBN混合,并选用Y2O3(40 nm)、B2O3(25 μm)和Al(1 μm)为复合烧结助剂制备β-SiAlON-cBN陶瓷复合材料.按照β-SiAlON的化学式Si6-zAlzOzN8-z(z=2)称量相应的Si3N4、AlN和Al2O3粉,cBN的质量占反应合成的β-SiAlON与cBN总质量的比例(质量分数)为w(cBN), 实验选取w(cBN)分别为10%, 20%, 30%和40%, 另外还加入占混合粉料总质量3%的B2O3、5 %的Y2O3和2%的Al粉作为复合烧结助剂.以刚玉球为磨球,采用无水乙醇为球磨介质,经20 h球磨后并在80 ℃烘箱中干燥6 h后备用.将混合均匀并烘干后的粉末装入直径为16 mm的高纯石墨模具中,设计样品厚度为2.5 mm.选用SPS-1050型放电等离子烧结炉,以N2为保护气体,轴向加压40 MPa在1 500 ℃保温5 min的条件下烧结样品,烧结工艺曲线如图1所示.
通过阿基米德排水法测定β-SiAlON-cBN陶瓷复合材料的相对密度.借助Rigaku Ultima III型X射线衍射仪进行样品的物相分析.采用FEI-Quanta-250型场发射扫描电子显微镜(FESEM)观察β-SiAlON-cBN陶瓷复合材料的显微形貌.借助401MVDTM数显显微维氏硬度计测定该陶瓷复合材料的维氏硬度, 测量硬度的载荷为1 kg,保压时间为10 s,测量10个点取平均值.通过450SVDTM维氏硬度计采用压痕法测定材料的断裂韧性,测量韧性的载荷为10 kg, 保压时间为10 s, 测量5个点取平均值,选用韧性计算公式如下[9]:
KIC=0.0719×(P/c1.5)
(1)
式中:P为加载载荷,单位为N;c为半裂纹长度的平均值,单位为m.
2 结果与讨论
2.1 β-SiAlON-cBN陶瓷复合材料的物相分析

图2 不同w(cBN) SiAlON-cBN陶瓷复合材料的XRD衍射图谱Fig.2 XRD patterns of SiAlON-cBN composites with different cBN (mass fraction) (a)—10%; (b)—20%; (c)—30%; (d)—40%
图2是不同w(cBN)的β-SiAlON-cBN陶瓷复合材料的X射线衍射图谱.由图2可知,该复合材料体系的主相为Si4Al2O2N6和cBN,还检测到少量Al6Si2O13和Si6Al10O21N4等中间相. 随着w(cBN)的增加,β-SiAlON即Si4Al2O2N6的峰强明显增加,而Al6Si2O13和Si6Al10O21N4等中间相的峰强逐渐降低.这是由于在不同w(cBN)的陶瓷复合材料样品中加入的复合烧结助剂的质量是相同的,因此w(cBN)高的样品中β-SiAlON基体的量相对较少,即高cBN含量样品中,单位β-SiAlON 的基体中会溶入更多的添加剂.由于β-SiAlON 的形成是一个溶解析出的过程,添加剂可促进液相的形成,导致液相的含量增加,从而有利于β-SiAlON相的形成[10].因此Si4Al2O2N6的峰强随着w(cBN)的增加逐渐增高. 此外,SiAlON陶瓷作为Si3N4陶瓷的Al、O固溶体,如果Al和O没有完全的固溶进Si3N4晶格内,就会形成诸如Al6Si2O13和Si6Al10O21N4等中间相.而液相的增加促进了Al、O的扩散,从而减少了中间相,因此中间相的含量随着cBN含量的增加而减少.由此可见,增加复合烧结助剂的含量是在相对较低温度下促进β-SiAlON相形成的有效方法.
2.2 β-SiAlON-cBN陶瓷复合材料的显微组织
图3为不同w(cBN)的β-SiAlON-cBN陶瓷复合材料的SEM背散射照片,其中衬度为黑色的区域是cBN颗粒,浅色区域为β-SiAlON基体,这是由于含原子序数较大的元素的物质反射的背散射电子数目较多,所以在背散射照片中比较亮.由图3可以看出:无论cBN含量高还是低时,黑色cBN颗粒都比较均匀地分布在浅色β-SiAlON基体中.由图3可以明显看到基体呈现出深灰和浅灰色的两种衬度,Si4Al2O2N6在形成前,复合烧结助剂所形成的液相均匀分布在Si3N4颗粒周围,促进了Al和O元素的扩散及β-SiAlON 的溶解析出过程.Si4Al2O2N6形成后则会排挤开多余的液相,使得富集Si4Al2O2N6区域的大原子序数元素量减少,因此背散射成像时就出现了衬度差别.图3(b)中的深灰区域数量明显多于图3(a);图3(c)中的深灰区域开始有针棒状的组织出现;图3(d)中的针棒状组织比图3 (c)更加明显、粗大.据文献报道发育良好的β-SiAlON 相为柱状晶组织[11].因此当cBN的质量分数逐渐升高时,Si4Al2O2N6由图3(b)中细小的块状,长大成为较粗大的针棒状组织;其原因可推测为随着单位基体中溶入的添加剂含量的增多,产生较多的液相对Si4Al2O2N6相的形成和生长的促进作用更加显著.
图4为cBN原料粉末和β-SiAlON-10 % cBN(质量分数)陶瓷复合材料中的cBN颗粒形貌的扫描电镜照片.从图4 (a)中可以看出cBN原料粉末多为棱角分明的不规则形状粒子,结合图3和图4 (b)中可以看出在较低倍数扫描电镜下观察,烧结后的β-SiAlON-cBN 陶瓷复合材料中的cBN颗粒的形貌仍然是不规则形状的较多,而在较高放大倍数扫描电镜下观察,一些cBN颗粒形状则比较圆润如图4(b)所示.这些形状圆润的cBN颗粒和β-SiAlON 基体之间出现厚度为纳米级的缝隙,并伴有层片状相从cBN颗粒表面脱落.该层片状相可推断为SPS烧结β-SiAlON-cBN 陶瓷复合材料中cBN颗粒表层相变为hBN.而cBN颗粒变得圆润且和基体出现缝隙可能是因为cBN表层相变成hBN相后硬度明显降低,在磨样抛光的过程中,hBN被抛掉,从而留下未相变的圆润cBN颗粒和基体之间的间隙.由此可见,尽管在1 500 ℃的相对较低温度下,以Y2O3、B2O3和Al为复合烧结助剂,经SPS烧结的β-SiAlON-cBN 陶瓷复合材料中一些cBN颗粒的表面相变现象依然不可避免.然而在图2的XRD衍射图谱中并未检测出hBN的衍射峰,原因是并未发生明显的相变现象.因此hBN含量较少,XRD未能检测到,也可能是由于hBN相和cBN或SiAlON基体的界面结合较弱,且硬度相对较低,在抛光的过程中,hBN被磨掉的缘故.

图4 SEM 形貌:cBN原料粉末 (a) 和烧结后SiAlON-10 % cBN陶瓷复合材料Fig.4 SEM micrographs: cBN raw powders (a) and β-SiAlON-10 % cBN composite
2.3 β-SiAlON-cBN陶瓷复合材料的性能
图5是w(cBN)与β-SiAlON-cBN陶瓷复合材料相对密度和硬度的关系图.从图5中可以看出,β-SiAlON-cBN陶瓷复合材料的相对密度随着w(cBN)的增加先降低后略有升高,而硬度则随着w(cBN)的增加呈现降低的趋势.当w(cBN)为10%时,样品的相对密度和硬度值最佳,分别为96.8%和13 GPa.随着w(cBN)的增加,复合材料中单位体积的cBN含量越多,相变的hBN相对也就较多,因为hBN的密度(2.27 g/cm3)低于cBN(3.49 g/cm3),因此导致样品的相对密度降低.而对于β-SiAlON-40% cBN样品,由于复合添加剂能促进β-SiAlON基体的致密化,而β-SiAlON-40% cBN 基体中溶入的添加剂最多,这可能是其相对密度又略有增加的原因.随着w(cBN)的增加,材料相对密度的降低直接导致其硬度呈现下降的趋势,而对于β-SiAlON-40% cBN样品,由于其单位体积中hBN相对含量较高,hBN作为低硬度相存在于基体和cBN之间,对于材料硬度的削弱作用较为显著,因此,导致复合材料的硬度随着cBN含量的增加逐渐降低.
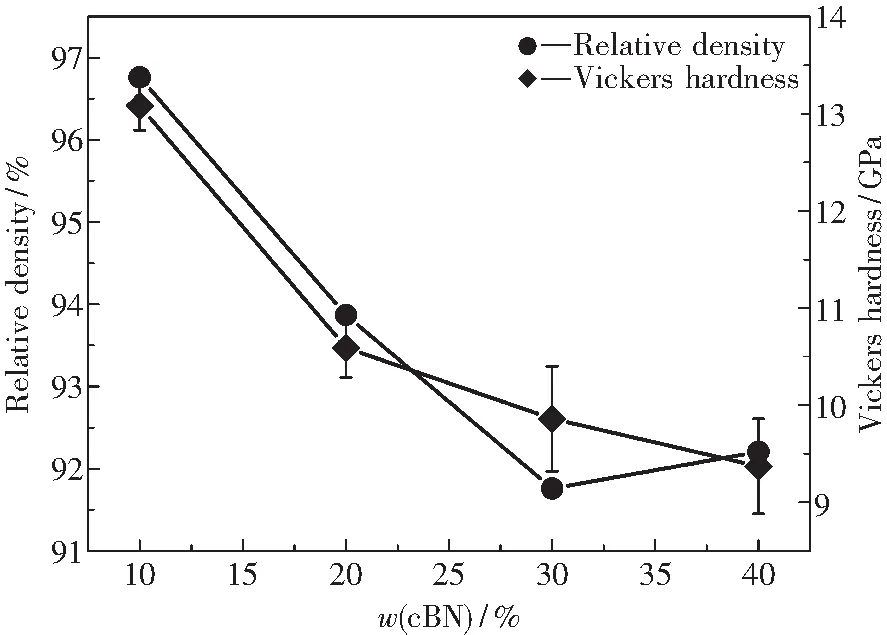
图5 w(cBN)对β-SiAlON-cBN陶瓷复合材料相对密度和硬度的影响Fig.5 Effect of cBN (mass fraction) on the relative density and hardness of β-SiAlON-cBN composites
图6是β-SiAlON-cBN陶瓷复合材料断裂韧性与w(cBN)的关系图.从图6中可以看出β-SiAlON-cBN 陶瓷复合材料的断裂韧性随着w(cBN)的增加呈现先上升后下降的趋势.当w(cBN)为30%时,样品的断裂韧性值最佳为3.2 MPa·m1/2.裂纹在扩展过程中遇到硬质点cBN颗粒时,裂纹无法穿过,只能绕过cBN颗粒,从而导致裂纹扩展的路径变得曲折,裂纹横、纵向扩展距离都减少,宏观表现为复合材料的韧性增加.随着w(cBN)的增加,上述对裂纹扩展的阻碍作用越明显,因此该陶瓷复合材料的断裂韧性呈上升趋势.然而当w(cBN)达到40% 时,由于cBN相变为hBN而导致材料弱界面结合处的增多,使得cBN作为硬质点的作用被削弱,从而对裂纹扩展的阻碍作用减少,因此β-SiAlON-40% cBN陶瓷复合材料的断裂韧性略有降低.综上所述,实验结果表明该复合陶瓷材料的性能受cBN相变的影响,还存在较大的提升空间,因此要在cBN不相变的较低温度下制备高致密度的该陶瓷复合材料,对cBN颗粒进行表面修饰将会是进一步提高该复合材料性能的可行方法.

图6 w(cBN)对β-SiAlON-cBN陶瓷复合材料断裂韧性的影响Fig.6 Effect of cBN (mass fraction) on fracture toughness of β-SiAlON-cBN composites
3 结 论
(1) 以Si3N4、AlN、Al2O3和cBN为原料,Y2O3、B2O3和Al为复合烧结助剂,在1 500 ℃下经SPS合成的β-SiAlON-cBN陶瓷复合材料,其主相为Si4Al2O2N6和cBN.
(2) cBN相较均匀地分布在β-SiAlON基体中,复合烧结助剂虽然促进了β-SiAlON相的形成,而一些cBN颗粒的表层相变现象仍未避免.
(3) 当β-SiAlON-cBN中w(cBN)=10 %时,其相对密度和硬度分别为96.8 %和13 GPa,当w(cBN)=30 %时,断裂韧性可达到KIC=3.2 MPa·m1/2.
[1] Zheng Guangming, Zhao Jun, Jia Chao,etal. Thermal shock and thermal fatigue resistance of Sialon-Si3N4graded composite ceramic materials [J]. International Journal of Refractory Metals and Hard Materials, 2012, 35: 55-61.
[2] Mallik A K, Acikbas N C, Kara F,etal. A comparative study of SiAlON ceramics [J]. Ceramics International, 2012, 38: 5757-5767.
[3] Bitterlich B, Bitsch S, Friederich K. SiAlON based ceramic cutting tools [J]. Journal of the European Ceramic Society, 2008, 28: 989-994.
[4] 李志宏, 袁启明, 杨正方. 陶瓷结合立方氮化硼磨削工具材料制备研究 [J]. 复合材料学报, 2003, 20(5): 39-43.
(Li Zhihong, Yuan Qiming, Yang Zhengfang. Study on manufacturing technology of vitrified bond cBN grinding tools [J]. Act Materiae Composite Sinica, 2003, 20(5): 39-43.)
[5] Hotta M, Goto T. Densification and phase transformation ofβ-SiAlON-cubic boron nitride composites prepared by spark plasma sintering [J]. Journal of the American Ceramic Society, 2009, 92(8): 1684-1690.
[6] Ye Feng, Hou Zhaoping, Zhang Haijiao,etal. Spark plasma sintering of cBNβ-SiAlON composites [J]. Materials Science and Engineering A, 2010, 527: 4723-4726.
[7] Garrett J C, Sigalas I, Herrmann M,etal. cBN reinforced Y-α-SiAlON composites [J]. Journal of the European Ceramic Society, 2013, 33: 2191-2198.
[8] Hotta M, Goto T. Effect of time on microstructure and hardness ofβ-SiAlON-cubic boron nitride composites during spark plasma sintering [J]. Ceramics International, 2011, 37: 521-524.
[9] Lawn B R, Fuller E R. Equilibrium penny-like cracks in indentation fracture [J]. Journal of Material Science, 1975, 10: 2016-2024.
[10] 侯赵平. cBN-SiAlON及B4C复合材料的制备及其组织与性能的研究 [D]. 哈尔滨:哈尔滨工业大学,2009.
(Hou Zhaoping. Preparation and properties of cBN/SiAlON and B4C ceramics composites [D]. Harbin: Harbin Institute of Technology, 2009.)
[11] Ceja-Cárdenas L, Lemus-Ruíz J, Jaramillo-Vigueras D,etal. Spark plasma sintering ofα-Si3N4ceramics with Al2O3and Y2O3as additives and its morphology transformation [J]. Journal of Alloys and Compounds, 2010, 501: 345-351.
Preparationandpropertiesofβ-SiAlON-cBNceramiccomposites
Yue Xinyan, He Chao, Shi Xiaofei
(Key Laboratory for Anisotropy and Texture of Materials, Ministry of Education, Northeastern University, Shenyang 110819, China)
β-SiAlON-cBN ceramic composites with different cBN were prepared by spark plasma sintering (SPS) at 1 500 ℃. Effect of cBN on the phase compositions, microstructures and properties ofβ-SiAlON-cBN composites was investigated. XRD analyses revealed thatβ-SiAlON-cBN composites can be prepared by doped multiple additives, and amount ofβ-SiAlON phase increases with increment of cBN. FESEM results showed that the cBN particles distribute in theβ-SiAlON matrix homogeneously and a lamellar phase is observed around some cBN particles in the polished samples. Moreover, the relative density and the hardness decrease with increment of the cBN except for that ofβ-SiAlON-40% cBN, while the fracture toughness increases first and then decreases slightly. Forβ-SiAlON-10 % cBN composites, the optimum hardness and the highest relative density were 96.8% and 13 GPa. Forβ-SiAlON-30 % cBN composites, the highest fracture toughness wasKIC=3.2 MPa·m1/2.
β-SiAlON; cBN; SPS; microstructure; properties
2014-01-30.
国家科技部重大专项课题项目(2012ZX04003-061), 中央财政专项资金(N120510002, N13081003),辽宁省高校优秀人才支持计划(LJQ2013023).
岳新艳(1974—), 女, 东北大学副教授, E-mail: yuexy@atm.neu.edu.cn.
TB 333
A
1671-6620(2014)04-0288-05
猜你喜欢
石材(2022年3期)2022-06-01
石油管材与仪器(2022年1期)2022-03-02
原道(2022年2期)2022-02-17
铝加工(2020年6期)2020-12-20
今日农业(2020年20期)2020-11-26
理化检验-化学分册(2020年5期)2020-06-15
中国海上油气(2019年5期)2019-10-24
当代化工研究(2016年7期)2016-03-20
焊接(2016年7期)2016-02-27
橡胶工业(2015年8期)2015-07-29
