
铜微沟道热沉精密加工技术研究
2014-12-14 07:08杨文韬梁一平王立威韩文娟
重庆理工大学学报(自然科学) 2014年9期
杨文韬,梁一平,王立威,韩文娟
(1.六盘水师范学院物理与电子科学系,贵州六盘水 553004;2.六盘水市光电信息技术重点实验室,贵州六盘水 553004;3.重庆师范大学物理与电子工程学院,重庆 400047)
微沟道传热是传热领域的前沿技术,具有体积小、制冷功率大的特点,在半导体器件冷却领域具有无可比拟的优势,在大功率激光器列阵、大型计算机芯片冷却、可控核聚变、航天技术、电子等领域具有广泛的应用前景。微通道散热是1981年美国斯坦福大学斯坦福电子实验室Tuckerman等[1]首先提出的。其基本思路是通过制作微小通路增大换热面积,使液体传热媒质如水通过微管道带走管外的热量,从而实现降温冷却的目的。国内外对这种传热技术予以了广泛的关注,形成了当前传热领域的一个研究热点。有的从沟道形状设计方面进行了研究,找到一些优化设计的方案[2-3];有的对传热工质进行研究,包括单相流到多相流以及流体中加入纳米材料增强传热等方面[4-7]。
将大功率半导体激光器采用微沟道冷却是从美国加州大学利福莫尔国家实验室开始的,自1988年以来他们在连续或准连续输出的大功率半导体激光器列阵主动冷却方面取得一系列的研究成果[8-10],最终制造出微通道冷却封装组件[11]。它具有制冷效果好、体积小、便于将多个二极管激光器列阵迭层组装为面阵以获得极大功率半导体激光输出的优点。重庆师范大学物理与电子工程学院戴特力[12]带领的团队取得了微通道冷却方面的辉煌成绩,在国内首次成功制作了用于半导体激光器冷却的硅微沟道组件,达到了国际先进水平,填补了国内空白。
国内外制作微通道制冷器一般都采用硅微通道结构,这种技术的优势在于制作技术成熟,可以制作精细微通道;然而硅微沟道热沉需要专业的设备加工,焊接工艺复杂,制作成本高,难以推广应用,目前基本上还局限于实验室使用。如何制作成本更低的微通道是微沟道散热实用化的一个必须解决的问题。紫铜具有热导率高的特点,能实现紫铜的沟道加工和焊接,是铜微通道降低成本的一种较好的方法。铜微沟道加工一般需要采用雕铣机雕铣的方法实现。普通机械加工方法存在的问题是加工存在剪应力,需加工的沟道壁太薄会导致破裂,沟道和沟壁厚度受到限制,不可能加工很薄的沟道壁。普通雕铣机很难加工壁厚低于300 μm的沟道,太薄的管道壁会导致加工时管道壁穿孔。要提高换热器件换热能力,需要有效地增加换热面积,降低沟道壁厚是唯一的选择。雕铣加工后获得的微沟道壁有很多毛刺(如图1),会增加沟道阻力系数,毛刺也很容易脱落阻塞微通道,导致制冷工质无法通过微通道。
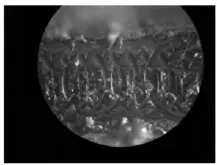
图1 雕铣加工后的微沟道在250倍显微镜下存在的大量毛刺
在实验中采用了对比的研究方法,对镜面电火花机二次加工和化学方法综合处理的效果进行了比较。镜面火花机可能加工的精度为微米级,加工后表面可达到镜面效果。电极采用铜材料,但铜加工电极损耗很快,加工成本高,二次加工薄壁穿孔概率也很高。实验证明,采用机械-化学二次加工方法,工艺简单,加工表面光滑均匀平整,可以精确地控制加工速度;加工时由于工件不会承受应力作用,沟道壁可加工得很薄也不会损坏,从而可获得理想的铜微沟道。
1 加工工艺优化
机械-化学二次加工工艺制作铜微沟道的具体方法是:先运用雕铣机在需要刻槽和间壁的位置预先刻出沟道壁和沟道均为300 μm的微沟道,然后采用化学腐蚀的方法对间壁做进一步腐蚀,让间壁达到需要的厚度。通过反复实验,掌握了腐蚀液与腐蚀速度之间的关系,通过精确计算,采用不同配方和浓度的腐蚀液对铜微沟道进行二次处理,在实验室中获得了薄壁厚度仅为10 μm的微沟道,达到了预期目的。化学处理后微通道的显微照片(图2、3)显示:微沟道内没有毛刺,很光滑,便于通过气液两相流。
化学方法处理铜微通道的原理是铜在FeCl3,CuCl2,KCl溶液中会发生化学反应生成易溶物质,反应条件为室温。
化学方程式是:

配置腐蚀速度不同的腐蚀溶液的方法如下:
定速腐蚀液:将一定比例的FeCl3和HCl溶解于适量水中制得。只要将FeCl3物质的量浓度控制在0.25~1.0 mol/L范围内,则腐蚀速度基本不变,如图4所示。
可变速腐蚀液:将 CuCl2,KCl,HCl溶解于适量水中制得。从实验中获得了变速腐蚀速度与浓度的关系,如图5所示。

图2 化学处理后的微沟道50倍显微照片
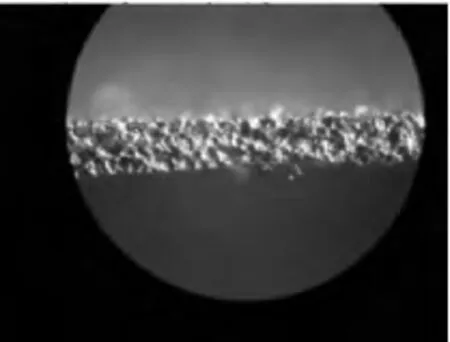
图3 化学处理后的微沟道250倍显微照片

图4 定速腐蚀液浓度与腐蚀速度关系
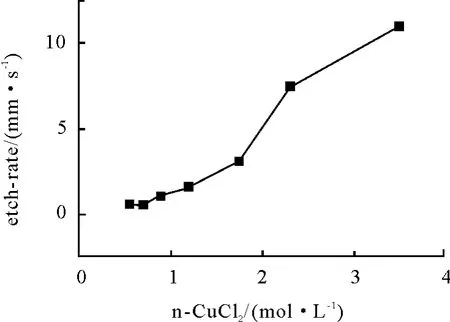
图5 变速腐蚀液浓度与腐蚀速度关系
定速腐蚀液的速度基本固定,随溶液浓度速度变化很小,适用于将机械加工的沟道大幅度减薄到接近预定的厚度。然后改为可变速腐蚀液,选用合适的浓度,便于掌控腐蚀速度,对沟道壁进行进一步的精确减薄,最后得到厚度精确的沟道壁。如果腐蚀工件较厚,需要更大腐蚀速度,可以放入超声清洗机中振荡以增加腐蚀效率且增幅较大。铜微沟道机械-化学二次加工工艺处理步骤如下:
1)将铜板使用普通机械雕铣机加工粗坯,获得约300 μm的沟道。
2)将雕铣加工后的微通道铜材放入烧杯,倒入分析纯丙酮并放入超声波清洗器中超洗3次,每次8 min。
3)将用丙酮超洗过的微通道铜材加入分析纯酒精,超洗1次,约10 min。
4)用烧杯配置快速腐蚀液,可放在可调电压的电炉上略加热,保证加热温度小于60℃,除去机械加工毛刺。
5)用去离子水清洗工件,应用阿贝测长仪测量沟道宽度和沟道壁厚度,选择合适的腐蚀液,计算达到设计尺寸需要的腐蚀的时间。
6)将微沟道基板放入腐蚀液腐蚀。
7)将腐蚀后的微通道基板放入超洗机中用去离子水超洗5次,每次5 min,可见有黄色物质被超洗掉。
8)使用水冲洗腐蚀液。
9)使用去离子水超洗10遍,每遍6 min。
10)无水酒精超洗。
11)使用丙酮超洗3遍,获得精密的铜沟道工件。
2 结束语
微沟道毛刺化学加工技术是铜微沟道制作的一项关键技术,在室温条件下首先利用雕铣机将铜板加工成初坯,然后利用快速腐蚀配方将沟道壁调节快速腐蚀到基本符合需要的厚度,此时铜微沟道毛刺已被去除;接着,利用慢速腐蚀配方将沟道壁精确控制到需要的厚度。实验证实,微沟道壁可以利用化学方法达到10 μm而不会穿孔。这项技术对制作精密微沟道壁有十分重要的意义,具有巨大的经济价值。
[1]Btuckerman D,Pease R F W.High-performance heat sinking for VLSI[J].IEEE Electron Device Letters,1981,1(5):126-129.
[2]Husain A,Kim K Y.Shape Optimization of Micro-Channel Heat Sink for Micro-Electronic Cooling[J].Components and Packaging Technologies,2008,31(2):322-330.
[3]Sung-Min Kim,IssamMudawar.Analytical heat diffusion models for different micro-channel heatsink cross-sectional geometries[J].International Journal of Heat and Mass Transfer,2010,53(19/20):4002-4016.
[4]Bello-Ochende T,Liebenberg L,Meyer J.Constructal cooling channels for micro-channel heatsinks[J].International Journal of Heat and Mass Transfer,2007,50(21/22):4141-4150.
[5]Engineering A T.Micro-channel heat sink with slurry of water with micro-encapsulated phase change material:3D-numerical study[J].Applied Thermal Engineering,2009,29(2/3):445-454.
[6]Jang S P,Choi S U.Cooling performance of a microchannel heat sink with nanofluids[J].Applied Thermal Engineering,2006,26(17/18):2457-2463.
[7]Farsad E,Abbasi S P,Zabihi M S,et al.Numerical simulation of heat transfer in a micro channel heat sinks using nanofluids[J].Heat and Mass Transfer,2011,47(4):479-490.
[8]Mundinger D,Beach R,Benett W,et al.Demonstration of high performance silicon microchannel heat exchangers for laser diode array cooling[J].Applied Physics Letters,1988,53(12):1030-1032.
[9]Beach R,J Benett W,Freitas B L,et al.Modular Microchannel Cooled Heatsinks for High Average Power Laser Diode Arrays[J].IEEE Journal of Quantum Electronics,1992,28(4):966-976.
[10]Missaggia L,Walpole J,Liau Z,et al.Microchannel heat sinks for two-dimensional high-power-density diode laser arrays[J].IEEE J.Quantum Electron,1989,25(9):1988-1992.
[11]Benett W J,Beach R J,Ciarlo D R.Monolithic Microchannel Heatsink[P].United States Patent.1996.
[12]戴特力,罗於静,王华,等.测量激光二极管条微沟道封装热沉的热阻尼系数[J].激光杂志,2000,21(3):29-31.
猜你喜欢
建材发展导向(2022年6期)2022-04-18
中国金属通报(2021年6期)2021-07-01
装备制造技术(2020年4期)2020-12-25
河北省科学院学报(2020年4期)2020-03-19
科学(2020年6期)2020-02-06
中华诗词(2019年8期)2020-01-06
装备制造技术(2019年12期)2019-12-25
传媒评论(2019年7期)2019-10-10
制造技术与机床(2017年10期)2017-11-28
西安建筑科技大学学报(自然科学版)(2016年1期)2016-11-08
