
22mm厚X80管线钢试制1
2014-12-13 02:39郑中刘宏亮黄健姜育男刘志璞文小明赵迪
中国科技纵横 2014年4期
郑中 刘宏亮,2 黄健 姜育男 刘志璞 文小明 赵迪
(1.本钢集团有限公司,辽宁本溪 117000;2.东北大学材料与冶金学院,辽宁沈阳 110004)
22mm厚X80管线钢试制1
郑中1刘宏亮1,2黄健1姜育男1刘志璞1文小明1赵迪1
(1.本钢集团有限公司,辽宁本溪 117000;2.东北大学材料与冶金学院,辽宁沈阳 110004)
企业依托其2300mm热轧机组设备优势,研制开发了第三代22mm厚规格X80管线钢。研发初期低温韧性(-15℃)DWTT偏低成为制约批量生产的瓶颈。分析发现,组织不均是引起DWTT性能不合格的主要因素,经过对成分和轧制工艺等技术参数的调整,成功解决了韧性偏低的问题,并顺利通过客户的入场检验,进行焊管试制。
管线钢 厚规格 DWTT X80
随着我国经济持续稳定的增长,我国对能源的需求也与日俱增,过去十年,中国天然气消费增长两倍,未来十年仍将保持同样的增长速度。随着管道运输的发展,管线钢向两个方向发展,一方面要求管线钢强度级别增加;而另一方面,则要求管线钢厚度不断增加。
本企业借助其2300mm热轧机组设备试制22mm厚规格X80管线钢板卷,产品的强度指标超过标准要求,但韧性不稳定,本研究重点对此进行分析。
1 X80管线钢的成分及工艺
对于厚规格X80管线钢而言,既要考虑进精轧前奥氏体晶粒尺寸的细化,又同时需要考虑采用较快冷却速率保障心部组织[1-3]。因此,本研究一方面,添加较高的Nb和Cr进行控制轧制,细化奥氏体晶粒尺寸,另一方面添加Mo等合金,发挥对相变的影响作用。具体试制钢板的成分如表1所示。
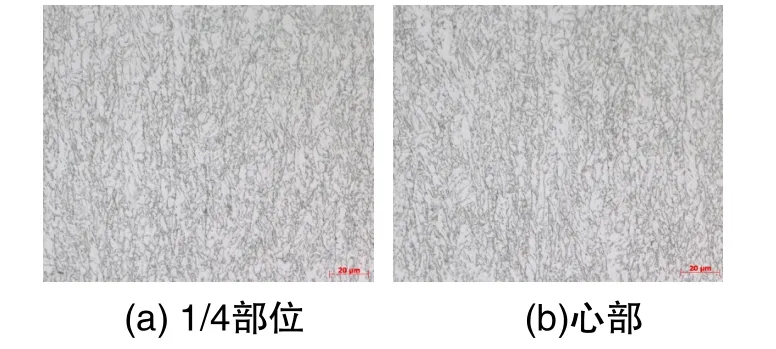
图1 管线钢金相组织
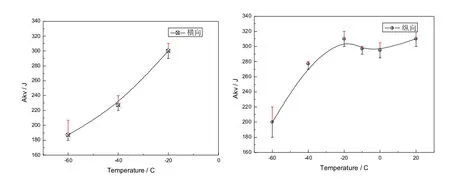
图2 系列冲击功检验结果
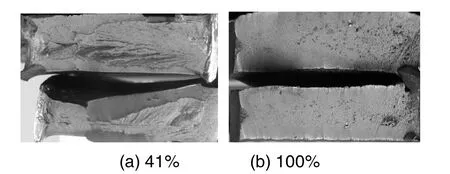
图3 DWTT断口形貌

表1 试制钢板的化学成分,质量分数%

表2 22mm厚规格X80标准要求
生产的工艺流程为:铁水预处理→转炉冶炼→炉外精炼→板坯连铸机→蓄热式加热炉→2300mm热连轧机组→控轧控冷→卷取包装。
2 试验结果与分析
2.1 试验钢组织
轧制后管线钢组织以准多边形铁素体、粒状贝氏体以及少量贝氏体铁素体为主,如图2所示。该类型组织具有良好的强韧性,是X80钢级管线钢的典型金相组织。
2.2 拉伸试验及分析
试验的钢板表面质量良好,随机抽取一卷头部、中部、尾部通卷取样分析,拉伸试样取样方向与轧制方向呈30°,结果表明,拉伸性能完全满足标准要求,并与标准要求相比有很大的富余量,通卷拉伸性能稳定,屈服强度正585~615MPa之间,抗拉强度在685~710MPa之间,标准如表2所示。
2.3 试制钢板的冲击韧性
为检验试制钢板不同位置冲击性能的均匀性,同样在钢板头部、中部、尾部的宽度1/4位置取夏比冲击试样,如表2所示。测试结果表明,冲击韧性也相对稳定280~370J,-20℃的冲击功与标准要求相比有很大富余量。
制管后对管体取样分析其韧脆转变温度,分别在管体横向和纵向取样,进行不同温度测试,结果如图2所示,分析认为韧脆转变温度为-20℃。
2.4 落锤性能测试结果
前期生产过程中出现DWTT不稳定问题,部分试样DWTT低至40,如图3(a)所示,后期采用增加冷却速率同时降低卷曲温度的方式进行生产,所得试样DWTT获得改善,满足性能要求,如图3(b)所示。
3 结语
以准多边形铁素体、粒状贝氏体以及少量贝氏体铁素体为主的组织,止裂性能理想,是改善厚规格X80管线钢DWTT性能的主要原因。卷曲温度降低和冷却速率增加有利于获得上述混合组织,对DWTT性能影响明显,是生产厚规格X80管线钢的关键技术因素。尽管研发的厚规格X80满足性能要求,但韧脆转变温度相对较高,还需进一步进行深入研究。
[1]C.J. Liu, H.L. Liu and M.F. Jiang, Effect of Rare Earth Elements on Transformation Behavior and Microstructure Characteristics in X80 Pipeline steels[J],Rare metal Materials and Engineering.2011,40(S3):51-55.
[2]刘宏亮,刘承军,王云盛 等.稀土管线钢轧制工艺的模型研究[J].稀土,2011,32(3):1-7.
[3]刘宏亮,刘承军,姜茂发.稀土对X80管线钢中铌元素赋存形式的影响[J].稀土,2011.32(5):6-11.
刘宏亮(1982-),辽宁省铁岭市,博士后,研究方向:微合金理论与轧钢工艺研究。
猜你喜欢
今日农业(2022年16期)2022-09-22
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
中国外汇(2019年22期)2019-05-21
中华家教(2018年11期)2018-12-03
四川冶金(2018年1期)2018-09-25
河北工业大学学报(2016年6期)2016-04-16
山东冶金(2015年5期)2015-12-10
上海金属(2015年6期)2015-11-29
上海金属(2014年5期)2014-12-20
