
热镀锌线立式连续退火炉炉辊安装调整技术
2014-12-07 11:16包佳侯剑谷媛媛杨春福
中国科技纵横 2014年9期
包佳 侯剑 谷媛媛 杨春福
(中国二十冶集团有限公司,上海 201999)
热镀锌线立式连续退火炉炉辊安装调整技术
包佳 侯剑 谷媛媛 杨春福
(中国二十冶集团有限公司,上海 201999)
热镀锌立式连续退火炉炉辊安装主要包括轴承支撑梁,炉辊轴承座,炉辊辊盖,膨胀节,炉辊,炉辊轴承等几部分的安装。炉辊的安装是炉子安装中最重要,最复杂,要求最高的部分。炉辊安装结构复杂,小件散件多,设备布局紧凑,安装精度要求高。其安装质量决定了钢带在炉内的运行情况。这就意味着炉辊的安装质量,决定了镀锌线生产的连续性。本文详细阐述了扬子江1420冷轧工程(即沙钢)热镀锌线立式连续退火炉炉辊安装调整的方法,过程中的要点,及应该注意的事项。
热镀锌 退火炉 炉辊
1 引言
中国二十冶施工的连续退火炉是世界上安装质量优良的炉子,施工进度相当快,有着多年丰富的经验,达到了国内外先进水平。曾在国内外多个钢厂完成过大型冷轧连续退火机组的安装及冷轧连续退火炉的改造工作,进行过早期和换代后两种不同类型连续退火炉的安装,编制过安装工法和检查标准。在此,我们对热镀锌线立式连续退火炉的炉辊安装及调整技术进行总结,希望其能对此后类似的工程施工有所帮助。
2 设备概况
炉辊安装是整个退火炉安装过程中至关重要的部分,其安装质量决定了能否保证镀锌线的连续生产,通常是炉体最精密的安装工作,也是气密性、炉辊单体试车的紧前工作,影响到退火炉的烘炉。炉辊调整的精度也直接影响到炉体带钢的纠偏调整,对后期炉体内带钢的顺直通过影响重大。因此炉辊调整是否精确,调整速度快慢,将直接影响到整个热镀锌线的总工期。炉辊设备主要由辊子,传动装置及辊子附件组成,辊子附件包括轴承座,轴承,膨胀节等。
3 炉辊的安装及调整
3.1 示意图(图1)

图1
3.2 安装前提条件
(1)炉区主体钢结构安装完成;(2)确定所有螺栓终紧并达到规定扭矩值;(3)炉壳安装、焊接完成,并通过现场外方专家及监理验收检查并确认合格。(4)炉区结构安装完成,验收后,在钢结构平台上设置炉辊安装、调整、验收用的辅助点及参考线(确认所有结构螺栓已经终紧,并达到螺栓扭矩要求;(5)技术说明:底(顶)层参考线标高比炉辊标高高200mm;两侧参考线距炉体中心各为1970mm。
3.3 安装驱动侧、操作侧轴承支撑梁
(1)根据操作侧炉辊窗口中心标高进行调整和验收;(2)验收需要测量的内容及允许误差值如下:1)检查内容:炉辊中心到轴承梁距离(操作侧),技术要求值为±2mm;2)检查内容:两侧间距(驱动侧),技术要求值为±2mm;3)检查内容:横梁到参考线水平距离(操作侧),技术要求值为±2mm;4)检查内容:横梁到参考线水平距离(驱动侧),技术要求值为±2mm。
3.4 对驱动侧炉辊辊盖进行调整定位
(1)将驱动侧辊盖取下,先进行保温工作;(2)根据操作侧炉辊窗口中心标高进行定位、调整、验收。验收后将炉辊盖与炉壳接触处的角钢外侧进行焊接。(3)验收需要测量的内容及允许误差值如下:1)检查内容:炉辊盖中心标高(驱动侧),技术要求值为±2mm;2)检查内容:炉辊盖中心标高(操作侧),技术要求值为±2mm;3)检查内容:炉辊盖水平距离(驱动侧),技术要求值为±2mm;4)检查内容:炉辊盖水平距离(操作侧), 技术要求值为±2mm。
3.5 安装驱动侧炉辊轴承座
(1)对轴承座的标高、垂直度和与辅助线的平行度进行调整、验收。(2)验收需要测量的内容及允许误差值如下:1)检查内容:轴承座中心标高(驱动侧),技术要求值为±0~-1mm;2)检查内容:轴承座中心标高(操作侧),技术要求值为±0~+2mm;3)检查内容:轴承座垂直度(驱动侧),技术要求值为±1mm/m;4)检查内容:轴承座垂直度(操作侧),技术要求值为±1mm/m;5)检查内容:轴承座平行度(驱动侧),技术要求值为±1mm/m;6)检查内容:轴承座平行度(操作侧),技术要求值为±0.5mm/m。
3.6 安装驱动侧炉辊膨胀节
(1)安装顶部驱动侧膨胀节时,必须根据图纸,将轴承座侧标高比炉壳侧的标高调整高出+12mm,并保证辊盖的垂直度。(2)将安装完膨胀节的轴承座进行调整、验收,完成后将炉辊盖角钢的另一侧进行焊接。
3.7 预装操作侧炉辊辊盖
(1)安装操作侧炉辊盖时,如果螺栓孔全部合适,仅安装角上的4个螺栓即可。(2)调整辊盖标高及垂直度。验收后将炉辊盖与炉壳接触处的角钢外侧进行焊接。(3)焊接后,将角钢外侧点焊处用磨光机将临时焊点磨开,取下,进行保温工作。(4)保温后重新安装至原位。(5)验收表格:与驱动侧验收表格相同。
3.8 预装操作侧轴承座
(1)对轴承座的标高、垂直度、与炉体轧制线平行度进行调整、验收;(2) 验收后,将定位块与支撑梁连接处焊接3点,予以定位,便于再次安装;(3)在辊盖上、轴承座上,进行编号,以便再次安装时进行对号入座;(4)取下操作侧轴承座;(5)验收表格:同驱动侧轴承座验收表格相同。
3.9 安装炉辊
用外方提供的专用吊装工具将炉辊从操作侧安装至炉内。
3.10 安装操作侧膨胀节、轴承座、轴承
(1)技术说明:1)先将轴承座复位、调整;2)将膨胀节两侧螺栓拧紧;3)安装轴承、调整轴承间隙;4)测量轴承到轴套外侧、炉辊端部几何尺寸;5)安装轴承锁紧螺母;6)对调整后的轴承间隙及几何尺寸进行验收;7)安装炉辊外部端盖;8)验收后,将炉辊盖角钢外部进行焊接。
(2)验收图(图2):
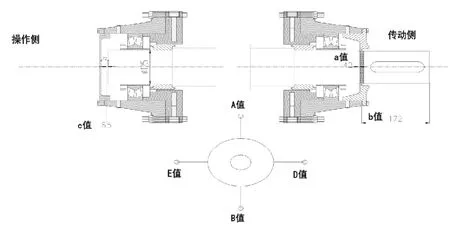
图2
(3)验收需要测量的内容及允许误差值如下:1)检查内容:a值(驱动侧),技术要求值为±1mm;2)检查内容:轴承间隙(驱动侧),技术要求值为0.1~0.15mm;3)检查内容:b值(驱动侧),技术要求值为±2mm;4)检查内容:c值(操作侧),技术要求值为±5mm;5)检查内容:轴承间隙(操作侧),技术要求值为0.1~0.15mm;6)检查内容:E值(出口)(操作侧),技术要求值为0~0.15mm;7)检查内容:D值(入口)(操作侧),技术要求值为0~0.15mm;8)检查内容:A值(上侧)(操作侧),技术要求值为0~0.15mm;9)检查内容:B值(下侧)(操作侧),技术要求值为0~0.15mm。
2.11 安装炉辊传动装置
(1)技术要求:安装、调整驱动侧传动装置,调整电机、联轴器、炉辊之间的同心度。
(2)验收图(图3):

图3
(3)验收需要测量的内容及允许误差值如下:1)检查内容:法兰间距(L),技术要求值为±1mm;2)检查内容:同心度,技术要求值为0.2mm。
3 设备安装和调整过程中的注意事项
(1)注意炉体中心线的复测,因为炉体结构节点主要由螺栓连接,最终完成螺栓的紧固后,应重新复测炉体中心线和标高点。(2)炉辊轴承装配完毕后,需要将轴承的锁紧螺母用专用工具紧固完毕后,方可进行炉辊验收。紧固数据及工具应有炉辊设计单位提供。(3)炉辊的验收工作必须一步一步进行,每步验收完毕后,需要验收方确定数据后,再进行下步验收,避免发生返工工作。
[1]工程测量规范(GB50026-2007).
[2]机械设备安装工程施工及验收通用规范(GB50231-2009).
包佳,学历:本科,毕业院校:内蒙古工业大学,专业:建筑环境与设备工程,工作单位:中国二十冶集团有限公司机装分公司,职务:项目经理,从事具体工作:项目管理。
猜你喜欢
湘潮(上半月)(2023年3期)2023-06-14
中国特种设备安全(2022年5期)2022-08-26
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
四川建筑(2020年1期)2020-07-21
建材与装饰(2020年6期)2020-03-18
减速顶与调速技术(2018年1期)2018-11-13
中国铸造装备与技术(2017年3期)2017-06-21
采矿技术(2015年2期)2015-11-19
机电产品开发与创新(2014年6期)2014-03-11
