
钢筋调直弯曲设备浅析
2014-12-04 08:55侯爱山HOUAishan
建筑机械化 2014年11期
侯爱山/HOU Ai-shan
(中国建筑科学研究院 建筑机械化研究分院,河北 廊坊 065000)
1 概 况
随着我国建筑行业的不断发展,建筑质量标准和施工进度要求的不断提高,尤其是在国家为促进产业结构调整和产业升级而大力推广应用高强钢筋的环境下,施工单位对钢筋制品的加工精度、难度和供货速度等要求越来越高,由此钢筋制品加工模式显现了很大的变化,从采用简易单机设备、通过人工搬运和定位的制作模式,逐步发展成钢筋的传输、定尺、计数等功能均可自动完成的钢筋成型生产线加工模式,工人的劳动强度大大降低,尺寸精度、加工数量和产量等都明显提高。近些年来又出现了一些多功能加工设备,将原来需要多种设备才能加工完的钢筋制品通过一个设备即可完成,没有半成品的存放、周转等问题,生产效率得到了进一步提升。
钢筋制品中加工难度最大的为箍筋和墙、板筋。箍筋和墙、板筋的钢筋直径一般不大于12mm,原料基本上是盘条钢筋,按照目前常用加工模式来说需要先将钢筋调直切断成所需的长度,再转运到弯曲设备进行弯曲成型。箍筋的尺寸范围大、形状复杂,故弯曲加工效率低;墙、板筋的长边尺寸一般在2~12m,因钢筋太长太细在转运时易造成调直好的钢筋变弯而出现废品,也会出现钢筋缠绕现象,致使钢筋定位和弯曲的工作难度增大。
目前国内外钢筋调直与弯曲设备按功能可分为调直设备、弯曲设备和调直弯曲设备。调直设备按矫直方式主要可分为矫直辊式调直切断机、压块旋转筒式调直切断机和压轮旋转筒式调直切断机;弯曲设备按弯曲方式可分为卧式弯曲设备和立式弯曲设备,按弯曲机头数量又可分为弯曲单机、两机头弯曲生产线、四机头弯曲生产线、五机头弯曲生产线以及七机头弯曲生产线等;调直弯曲设备是集成调直和弯曲两种功能的加工设备,可实现盘条钢筋直接到成品(即所需钢筋制品)的一次性加工,主要有弯箍机、盘条钢筋加工中心和墙、板筋生产线等设备。
2 钢筋弯曲加工方式
国内钢筋调直弯曲成型因采用不同形式和不同性能的设备而形成几种不同的制作方式,下面对3种主要的制作方式进行简单介绍。
2.1 单机制作
采用简易调直机和弯曲机是目前国内普遍采用的传统加工方式,调直机多为压轮旋转筒式调直切断机(图1),可加工钢筋直径为6~10mm,最大生产速度45m/m in。该设备的钢筋矫直精度较低,长度精度一般在±5mm,由于设备价格低廉,产品的稳定性一般,比较适合于加工量较小的工程。

弯曲机(图2)可弯曲直径6~32mm的钢筋,一般需要在设备旁搭建简易的上料平台。加工箍筋时通常需要2~3人协作完成;加工墙、板筋时,多使用2台弯曲机并在中间搭建一个共用上料平台,一般需要2人协作完成。这种制作模式整体生产效率低,制品精度较差,尤其是钢筋的弯曲加工,其每个边长和角度均通过人工调整和定位,制品的质量稳定性受操作者操作技能的影响较大。
2.2 自动化调直、弯曲设备制作
近几年来,采用生产效率高、性能稳定的自动化调直和弯曲设备加工箍筋和墙、板筋等钢筋制品的方法已在国内各大建筑工程和钢筋加工中心快速推广。数控调直切断机(图3),矫直钢筋直径一般为5~12mm,最大速度可达150m/m in,长度精度为±3mm。此类设备通常有批量下单、计数等功能,有些设备还具有二维码录入、远程控制等功能,尽可能地提高了生产效率,减少了人工操作造成的失误。弯曲生产线中使用最多的是立式两机弯曲头生产线(图4),其次是立式五机头弯曲生产线和卧式两机头生产线。这些生产线与弯曲单机相比最大的优势是钢筋一次定位即可完成钢筋制品的加工,设备可根据制品参数自动移动、定位并弯曲,直至加工完所有弯曲角。因设备的移动和弯曲都为伺服系统控制,加工精度和生产效率明显高于弯曲单机设备。此外,待加工的钢筋输送为设备动力驱动,减轻了工人的劳动强度。

图3 数控调直切断机

2.3 调直弯曲生产线制作
调直弯曲设备是指同时具有调直和弯曲两种功能的加工设备,可实现对盘条钢筋的矫直、弯曲和切断功能,即实现了由原材直接到成品(所需钢筋制品)的一次性加工,省却了半成品的场地占用和调运协作等工序,大大降低了钢筋制品的制作成本并简化了管理程序。调直弯曲设备主要包括弯箍机,墙、板筋生产线和盘筋加工中心等设备。
弯箍机(图5)是将盘条钢筋进行矫直、弯曲、再切断的专业箍筋加工设备,矫直速度一般在80~110m/m in,最大弯曲速度在1 200°/s左右。因矫直和弯曲为依次进行,其加工速度一般在60m/m in。除了墙、板筋和边长1.5m以上的箍筋外,工程中用到的箍筋均可通过该设备加工,近2年来在国内各大工程中得到了迅速推广。墙、板筋因其长边尺寸较大,目前普遍采用先通过调直机将所需钢筋矫直,再转运到传统的弯曲单机上,通过人工上料和定位的方式进行加工。这种制作方式因场地和人员投入大、生产效率低、制品质量难以控制而成为钢筋加工的一个瓶颈。

由廊坊凯博建设机械科技有限公司开发的墙、板筋生产线(图6),是可将盘条钢筋经过调直切断、定位和弯曲后加工成墙、板筋的自动化生产线,也可作为调直机使用,最大调直速度可达120m/m in。因该生产线的调直和弯曲是协同进行的,所以其加工速度可达到100m/m in,目前在国内一些钢筋加工中心中得到应用。盘条钢筋加工中心是在弯箍机的基础上发展而来的设备(图7),可实现墙、板筋和边长1.5m以内箍筋的自动化加工,多为欧洲开发出的生产线,钢筋的矫直、定位和弯曲等工序为依次进行,加工箍筋最大速度与弯箍机速度相同,一般在60m/m in;加工墙、板筋最大速度为40 m/m in。由于其造价高昂,一般多用于欧洲发达国家的加工中心内。
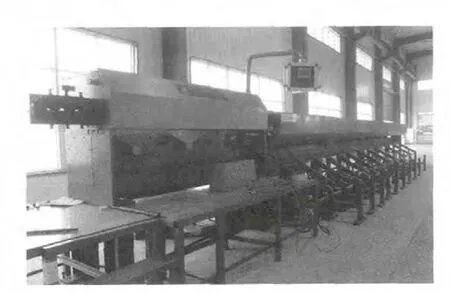
图6 墙、板筋生产线

3 结 语
在我国倡导节能降耗和绿色施工的大背景下,钢筋成型加工行业也得到了快速发展。钢筋调直切断和弯曲作为钢筋成型最基本和主要的加工工序,其加工设备由功能单一、性能普通的单机逐步发展为功能集成、性能稳定、自动化程度较高的生产线。我国钢筋制品的加工正向制品集中加工和配送的工厂化模式发展,在考虑制品精度、生产成本和加工现场管理等因素下,功能集成、模块化的自动化钢筋加工设备成为大型施工现场和钢筋加工配送中心的首选设备。 O
猜你喜欢
昆钢科技(2022年1期)2022-04-19
现代仪器与医疗(2021年5期)2021-12-02
新疆钢铁(2021年1期)2021-10-14
航天工业管理(2019年11期)2019-04-20
能源(2017年9期)2017-10-18
上海金属(2015年4期)2015-11-29
中国塑料(2015年6期)2015-11-13
新疆钢铁(2015年3期)2015-11-08
四川党的建设(2014年9期)2014-08-23
筑路机械与施工机械化(2014年10期)2014-03-01
