
运输链回转台改进
2014-12-04 01:50黄中友王业新吴耀明谢乐添
设备管理与维修 2014年1期
黄中友 王业新 熊 杰 吴耀明 谢乐添
(华菱涟钢2250热轧板厂 湖南娄底)
1.概述
涟钢2250热轧板厂运输链回转台用于接受1号步进梁运输机(纵向运输)送来的钢卷,并将钢卷旋转90°送到2号步进梁运输机(横向运输)的受卷位置。当钢卷需要检查时,不旋转,钢卷小车直接从回转装置取下钢卷进入钢卷检查线。
自2009年9月投产以来,回转台故障一直居高不下,并且每次处理时间都在6~8h,严重影响生产,为此分析原因,采取改进措施,保证回转台运行正常。
2.存在的问题
回转台结构如图1、图2所示,主要由驱动马达、轴承、鞍及支架组成。
(1)驱动马达型号 F11-019-MB-ET3065,为 360°旋转马达。虽然在电气控制信号中采用了减速限位及停止限位控制,但由于回转的钢卷重量不一,在同等比例阀开口度的控制情况下,因阻力不同,钢卷回转的速度也不同,无法实现精确定位,经常撞击机械挡块,导致机械挡块脱焊或变形。
(2)钢卷在回转鞍座上旋转时,因减速、制动过程中所产生的惯性力矩,与液压马达经减速机产生的减速、制动力矩,在减速机输出轴上相抵消,对减速机输出轴产生内应力;另因无法精确定位,造成机械挡块相碰产生冲击力,导致减速机输出轴经常断裂。
(3)减速机为立式安装,在实际维护过程中,加油换油极不方便,且润滑效果较差,易出现因润滑不到位造成减速机内齿损坏或轴承损坏。
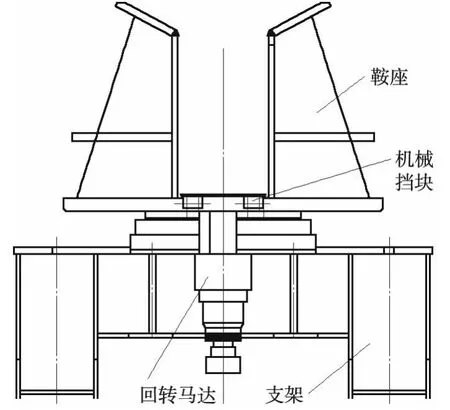
图1 回转台结构(1)
3.改进措施
针对上述问题,经分析及研讨,因回转台仅需实现90°旋转,决定采用带有位移传感器并可缓冲的液压缸来驱动回转台,改进实施如下。
(1)将鞍座底部厚度由102mm增至120mm,以增强底板抗变形的能力。
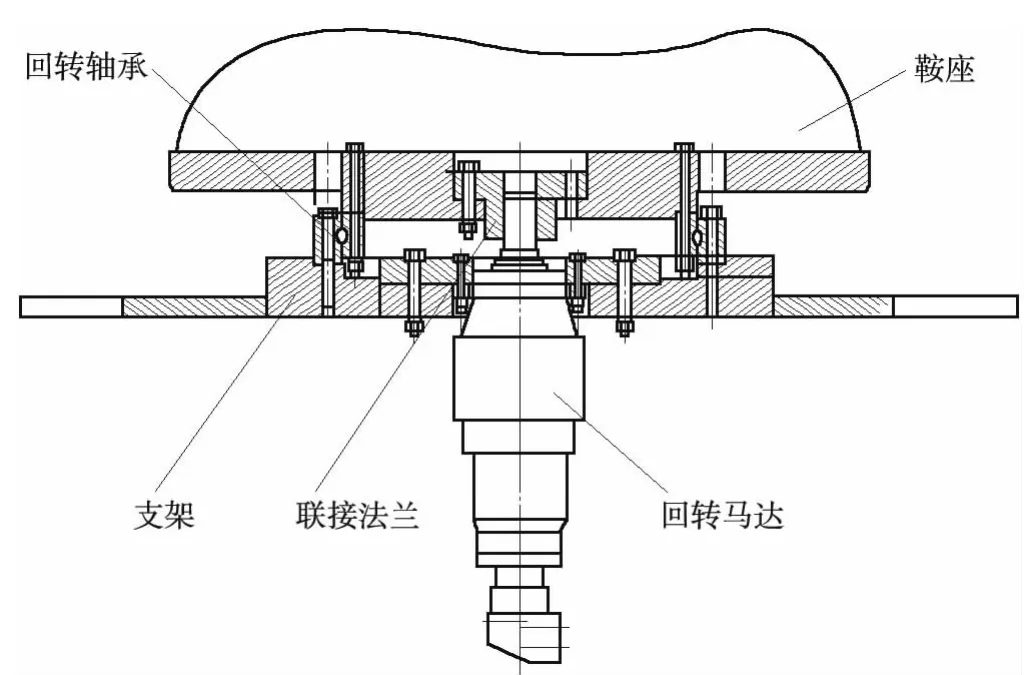
图2 回转台结构(2)
(2)如图3所示,将旋转结构形式改为采用Φ120mm的回转轴直接与回转鞍座垂直相连,并在回转轴下部采用支撑套进行回转支撑,加强了轴的抗扭矩能力。
(3)将液压马达驱动改成如图4所示液压缸加连杆的驱动形式,简单方便。
改进后回转台动作原理:当钢卷需要回转时,比例阀打开,按照控制曲线将液压缸活塞杆伸出,推动连杆,因连杆与回转轴、回转轴与鞍座为刚性连接,从而带动鞍座沿回转轴承顺时针90°旋转;返回时,比例阀打开,按照控制曲线将液压缸活塞杆缩回,拉动连杆,从而将鞍座沿回转轴承逆时针90°旋转。
4.注意事项
(1)液压缸行程设计必须确保90°旋转,缸径与杆径的选取要能实现过载保护;前后采用关节轴承,实现调节及摆动,并且内置位移传感器,进行精确定位;端面带有缓冲装置,减缓冲击。
(2)连接销采用锥销锥套结构形式,消除连接处间隙,确保精度。
(3)油缸支座后预留约10mm余量,通过垫板安装,对油缸定位进行微调,以完全保证鞍座回转位置精度。
(4)支撑套与回转轴之间间隙要求设计合理,以免造成安装困难或卡死。
2011年实施改进至今,回转台运行正常,改进效果良好。

图3 改进后回转台结构

图4 改进后回转台驱动方式
猜你喜欢
山西冶金(2022年2期)2022-06-04
冶金设备(2021年2期)2021-07-21
上海大中型电机(2021年1期)2021-06-09
设备管理与维修(2021年1期)2021-03-05
石油化工设备技术(2019年5期)2019-09-05
山东冶金(2019年2期)2019-05-11
机械设计与制造(2018年7期)2018-07-19
电脑爱好者(2016年23期)2017-01-05
新疆钢铁(2015年3期)2015-11-08
汽车电器(2012年8期)2012-12-23
