
棒材冷剪机制动器及离合器冒烟事故分析
2014-12-03 07:56:12闵海斌
重型机械 2014年4期
闵海斌
(陕西钢铁集团汉中钢铁公司轧钢厂,陕西 汉中 724200)
0 前言
某钢铁公司棒材生产线850吨冷剪相继发生制动器及离合器温度高冒烟事故。冷剪机是棒材生产线的一个关键设备,事故导致该公司棒材生产线处于停产状态。本文运用WICC软件采集了大量数据和图形进行分析,查找冷剪制动器和离合器冒烟的原因,并提出预防措施和改进方案。
1 冷剪设备
850t冷剪由机械和电气部分组成,机械设备由电气控制准确的完成设备的各个功能。其整体机列由:冷剪主体 、压辊装置 、制动器(型号:224H)、离合器 (型号:324H)、主传动 、剪刃更换小车、料头收集装置、流体系统(包括稀油润滑系统、干油润滑系统、液压系统和气动系统)、电控系统组成。
(1)传动部分(图1)。
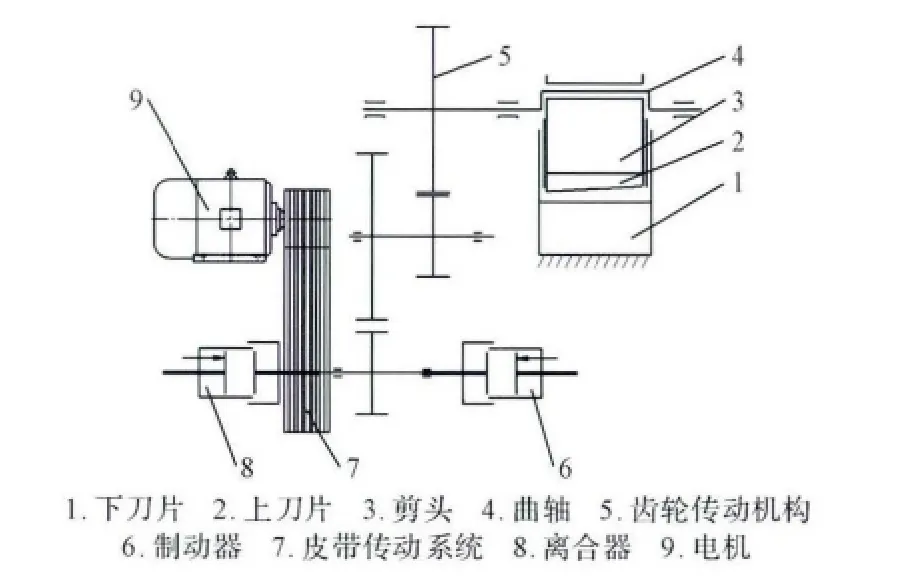
图1 冷剪传动图Fig.1 The cold shear transmission diagram
冷剪主体由交流电机常驱动,飞轮蓄能,剪切工作时电机和飞轮同时作用,实现剪切。这时飞轮转速略微下降8%~12%。然后在电机的带动下,很快恢复至额定转速。电机与飞轮之间为皮带传动。缓冲转速波动带来的冲击。
(2)冷剪工作机构。冷剪剪切形式为下剪刃固定,上剪刃移动。上剪刃支座体在曲柄轴的带动下,两侧滑道的导向下上下移动,实现剪切功能。
冷剪主体内部传动为二级齿轮减速,输入端与飞轮同轴;输出端与曲柄轴同轴。在输入轴两侧分别装有一台离合器和一台制动器。冷剪不工作时,电机与飞轮常转,输入轴静止(离合器打开,制动器闭合);剪机工作时,由飞轮轴带动输入轴以及曲柄轴旋转,实现剪切(离合器闭合;制动器打开)。离合器和制动器均为气动干式磨檫片式,由离合器与制动器协调动作,实现动力的通断和准确的停位。
(3)冷剪工作过程。在正常工作过程中,电机通过皮带轮驱动冷剪飞轮转动,当电机完全启动并达到额定转速后,才能发剪切信号指令,以确保冷剪飞轮储能达到剪切动力要求。当控制操作台发出剪切命令后,制动器电磁阀通电制动器打开,延时(一般取1~2s),离合器电磁阀得电离合器闭合;剪切机传动侧接近开关得到检测信号后,得到剪切位信号,再延时0.3s,离合器电磁阀失电离合器打开;延时0.5s制动器电磁阀失电制动器闭合,保证剪刃位置到达最高位,等待下一次剪切做准备。冷剪剪切时制动器、离合器控制流程图(图2)。
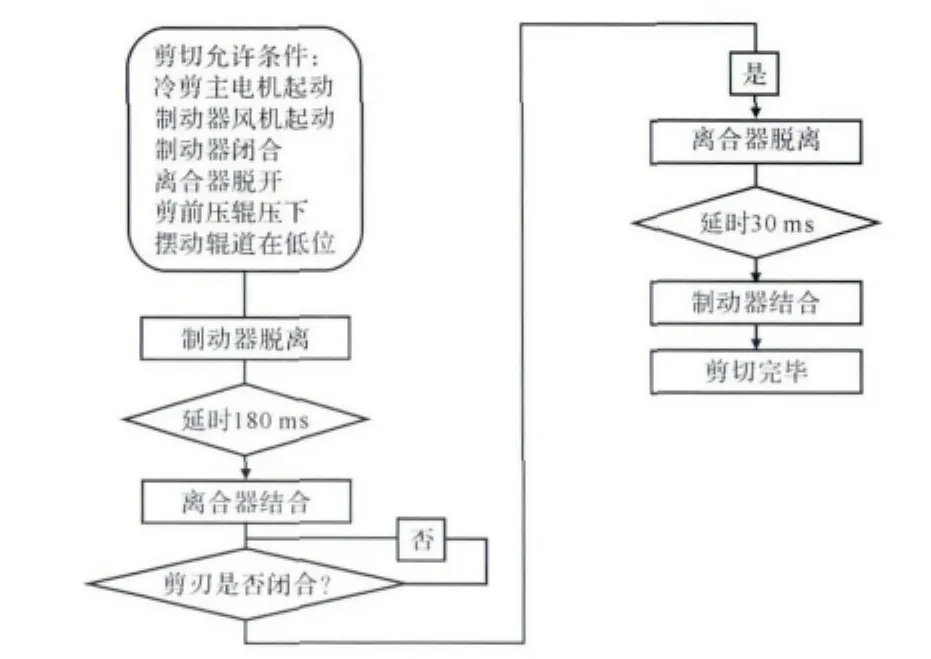
图2 制动器、离合器控制流程图Fig.2 The flow-process chart of brake and clutch control
2 故障现象
2.1 故障诊断
由于冷剪使用频繁,离合器和制动器使用在4 h以上,制动器或离合器温度高达110℃,致使冒烟。
故障初期认为是离合器或制动器间隙调整不好摩擦片损坏,经拆除检查,制动器及离合器摩擦片和气囊均未发现异常。因备件充足,更换了一套全新的离合器及制动器摩擦片,并对间隙进行了调整。为了安全可靠,对两个旋转接头也进行了更换,确保气压在0.5 MPa以上。
投入生产使用4 h后制动器或离合器温度高达100℃左右,又发生冒烟。随后又进行了处理,并对电气线路做了全面检查,更换了电磁阀和气动三联件后,再次投入使用,故障依然存在,反反复复多次故障始终没有彻底解决,导致生产一度停顿,对生产影响较大。
2.2 模拟实验
对冷剪离合器和制动器进行电气控制动作模拟实验:停止电机转动,在皮带轮驱动冷剪,飞轮不转动的情况下,控制主操作台按下“剪切命令”,制动器电磁阀得电制动器打开,延时离合器电磁阀得电离合器闭合,然后再手动给一次接近开关检测信号,离合器电磁阀失电离合器打开;延时制动器电磁阀失电制动器闭合。按照以上步骤进行试验,动作可靠,所以电控线路、元件等问题基本排除;在实验期间,旋转接头排气声音清脆,流畅。此系统不存在问题;在试验期间,制动器及离合器动作过程中,离合器及制动器的间隙均在调整范围内,符合调整要求。
综上所述,通过对离合器及制动器故障的分析研究,简单的处理并没有找出冷剪存在的问题,离合器和制动器的故障仍然发生,针对离合器及制动器的问题及工作进行采样数据和图形监控分析,为解决问题提供新的思路和方法。
3 采样数据和图形监控的建立
用WICC软件对冷剪离合器及制动器相关信号参数进行采样和图形监控。WICC具有实时监控,记录历史趋势和故障信息,丰富的图形库,过程控制功能块,数学函数等功能。利用WICC将采集到的数据进行显示并做曲线趋势记录。主画面设置故障报警功能,使监控人员能立即进行检查和处理。
将冷剪“剪切命令信号”、“制动器电磁阀命令信号”、“制动器电磁阀信号”、“离合器电磁阀命令信号”、“离合器电磁阀信号”、“接近开关信号”、“剪切完成”,通过WICC软件功能编辑进行实时监控,正常的冷剪监控波形如图3所示。

图3 冷剪正常波形图Fig.3 The cold shear normal waveform
4 存在问题与分析
在冷剪离合器及制动器发生故障时,通过大量的数据采样和图形监控,发现有极少数波形异常见图4,图中标注有①,②,③,④的波形是呈“三角形”状而不是呈“梯形”状属于波形异常。
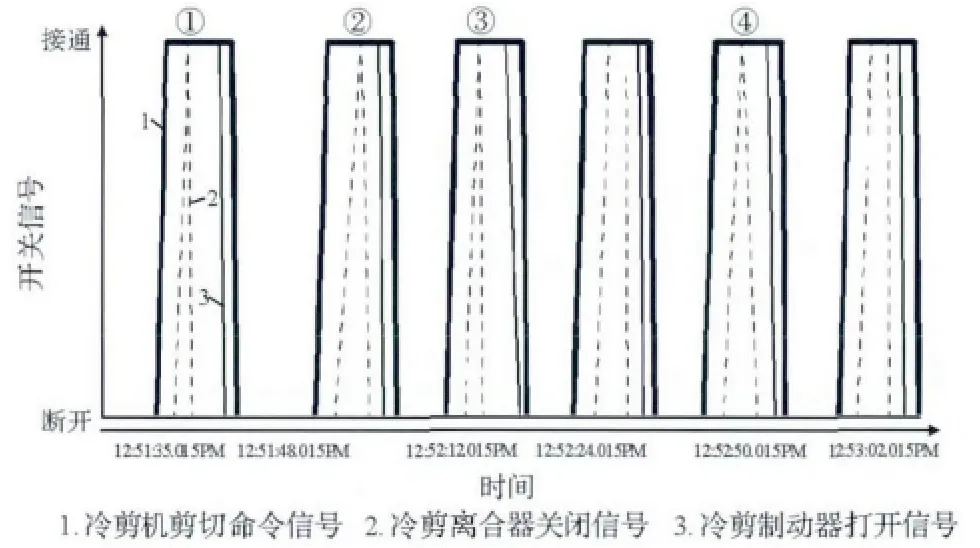
图4 冷剪有异常波形图Fig.4 The cold shear unusual waveform
经过反复分析研究,认为在“离合器命令”发出后,离合器电磁阀得电,此时曲轴剪机传动侧接近开关得到检测信号致使其立即复位,由于离合器闭合时间过短,不足以保证离合器机械系统可靠闭合。针对离合器闭合时间过短的原因有:
(1)曲轴剪机传动侧接近开关触片不牢固、移位,导致离合器电磁阀得电瞬间检测信号触发;
(2)离合器及制动器的调整间隙、摩擦片的磨损产生曲轴剪机传动侧接近开关触片的积累误差,在闭合的过程中致使离合器不能达到快速闭合;
(3)气源压力不合适、旋转接头排气不流畅也会产生积累误差。
通过对设备现场检查,(2)、(3)基本排除。检查发现曲轴剪机传动侧接近开关触片设计靠M10的螺丝和锁扣保证触片牢固,对触片拆除时发现锁扣已断裂,导致触片移位,致使制动器及离合器温度高发生冒烟事故。
5 改进措施
重新加工接近开关触片,并对冷剪进行调试,以确保正常使用。
(1)将冷剪机手动盘车到剪切位,调整接近开关触片位置,让触片位置略超过剪切位置(触片顺时针旋转,见图5),以保证在剪切时因曲轴受力导致曲轴剪机传动侧接近开信号无误。
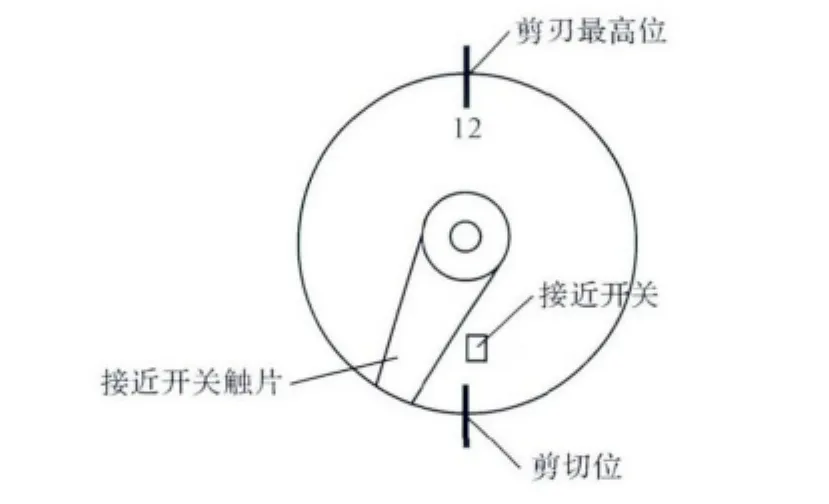
图5 近开关触片调整示意图Fig.5 The proximity switch contact piece adjusting diagram
(2)手动盘车冷剪到剪刃最高位,此时接近开关触片位置在11点为宜(触片顺时针旋转,见图6),接近开关触片位置不易超过12点,否则会导致离合器发热冒烟。
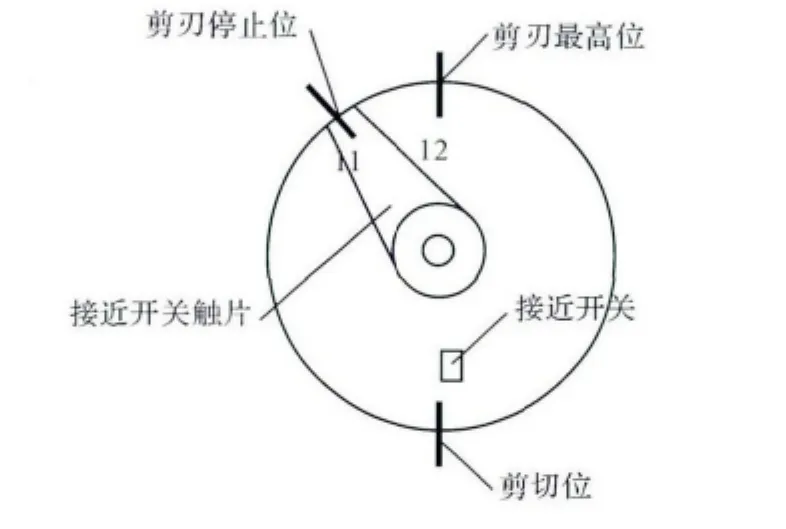
图6 接近开关触片调整示意图Fig.6 The proximity switch contact piece adjusting diagram
(3)为了减少其它外界因素对离合器闭合时间过短的影响,对电控程序也做了进一步的修改,确保制动器电磁阀通电制动器打开,延时1.8 s,离合器电磁阀得电离合器闭合;延时1.3 s,得到剪切位信号,曲轴剪机传动侧接近开关得到检测信号后,离合器电磁阀失电离合器打开;延时0.5 s制动器电磁阀失电制动器闭合。真正保证了离合器制动器不会同时动作,从而使系统更加安全可靠。
6 结束语
通过对850 t冷剪离合器及制动器存在的问题进行分析,实施了改进措施,对接近开关触片进行焊接并对程序进行修改。改进后,在使用过程中没有出现过制动器及离合器温度高冒烟问题,其温度均在45℃以下,冷剪运行平稳,解决了冷剪故障制约棒材生产线连续生产的问题。
[1]孙桓,陈作模,葛文杰.机械原理[M].北京:高等教育出版社,2006.
[2]邹家祥.轧钢机械[M].北京:冶金工业出版社,2004.
[3]WinCC组态手册[Z].西门子(中国)有限公司,2002.
[4]苏昆哲.深入浅出西门子 WICC V6[M].北京:北京航空航天大学出版社,2004.
[5]崔坚.西门子工业网络通信指南(上册)[M].北京:机械工业出版社,2004.
猜你喜欢
机电信息(2022年9期)2022-05-07 01:54:11
江苏安全生产(2021年9期)2021-11-27 08:08:28
模具制造(2019年7期)2019-09-25 07:30:00
中国特种设备安全(2019年3期)2019-04-22 05:05:32
中国自行车(2017年11期)2017-04-04 02:51:30
工业设计(2016年11期)2016-04-16 02:48:32
校园英语·中旬(2015年7期)2015-08-10 01:35:27
汽车科技(2015年1期)2015-02-28 12:14:42
意林(2014年1期)2014-07-05 05:54:04
客车技术与研究(2014年5期)2014-02-28 08:48:29
