
法兰座加工测量方法分析与优化
2014-12-02 01:35:26苏州一光仪器有限公司江苏215006罗敦煜
金属加工(冷加工) 2014年17期
苏州一光仪器有限公司 (江苏 215006) 王 金 罗敦煜
法兰座(见图1)属于盘类零件,其外圆与厚度的尺寸比值比较大。由于其结构特殊和公差要求特别高,导致零件的轴向尺寸测量难度特别大。尤其是在端面磨削工序中,其原有的测量方法严重制约着零件的加工效率和质量,优化该测量方法势在必行。
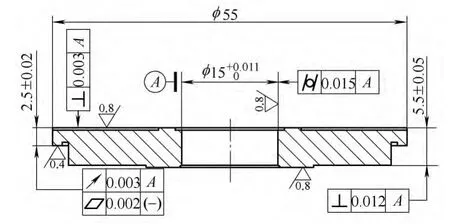
图1 法兰座
1.加工工艺与测量方法分析
法兰座经过“下料机→车床→磨床→完工检”等4 个车间或工位完成其加工流程。首先,在下料和车床加工中,尺寸精度要求相对较低,采用常规的测量手段(如高度尺、游标卡尺)完全可以满足需要。其次,完工检可以利用常规的测量手段和三坐标测量机,通过抽检来完成任务。最后,磨床加工分为磨削内孔和磨削端面两道工序,内孔可以利用标准塞规测量,但对于磨削端面的工艺和测量方法均存在难度。
法兰座的端面磨削工序,选用高精度外圆磨床,将法兰座安装在小锥度心棒(见图2)上(法兰座内孔与小锥度心棒外圆配合),再用两顶尖和鸡心夹头固定在磨床上进行磨削加工。加工前,可以借助百分表和木榔头来调整法兰座与小锥度心棒之间的相对位置和配合预紧力,从而完成工件装夹、找正和对刀;加工完毕后,形位公差仍用百分表在线测量,但尺寸(2.5 ±0.02)mm、(5.5 ±0.05)mm 测量难度较大。
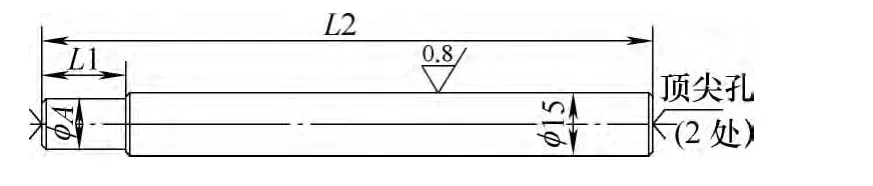
图2 小锥度心棒
2.原测量方法及不足
通常情况下,针对法兰座的尺寸 (2.5 ±0.02)mm、(5.5 ±0.05)mm,公司原先是通过千分尺和标准块来进行在线粗测量,在多次测量确认尺寸无误后卸下零件,然后送三坐标测量机最终检测。检验合格品可以直接流入下道工序;检验的不合格品,根据尺寸实际值,或进行二次装夹返修,或作为废品处理。
因此,在整个端面磨削工序中,标准块辅助在线测量费时费力,测量精度难以保证0.02 mm 以上的要求,且因工人技能高低而异。而且为保证零件质量合格率,必须利用三坐标测量机对其相关尺寸进行全检,导致生产效率下降,容易出现生产物流瓶颈。此外,零件二次返修会对其内孔表面质量造成不良影响,重新装夹也不可能复现上次加工的装夹位置,很容易产生装夹、找正和对刀等引起的综合误差,最终很有可能导致该零件返修报废,但已经消耗的时间和精力已无法弥补。
3.测量方法优化
综上所述,原测量方法的主要缺陷是在线测量无法满足其尺寸测量精度要求,而离线测量又给零件返修带来了无法克服的技术难题,导致零件合格率低,工人劳动强度大,生产效率也随之下降。
为解决上述加工难题,根据法兰座的结构和工艺特点,可以设计测量工装,保证工件在不改变装夹相对位置的情况下进行离线测量。方法如下:
(1)在磨床附近搭建水平工作台,并配备百分表及其配套表座等附件。要求调平水平工作台,百分表的测量范围和精度分别在2~6 mm 和0.01 mm以上。
(2)设计和制造测量辅助夹具(见图3)。该辅助夹具材料可以选用45 钢,淬火硬度在35 HRC 左右,通过磨削两端平面保证其平行度、平面度。
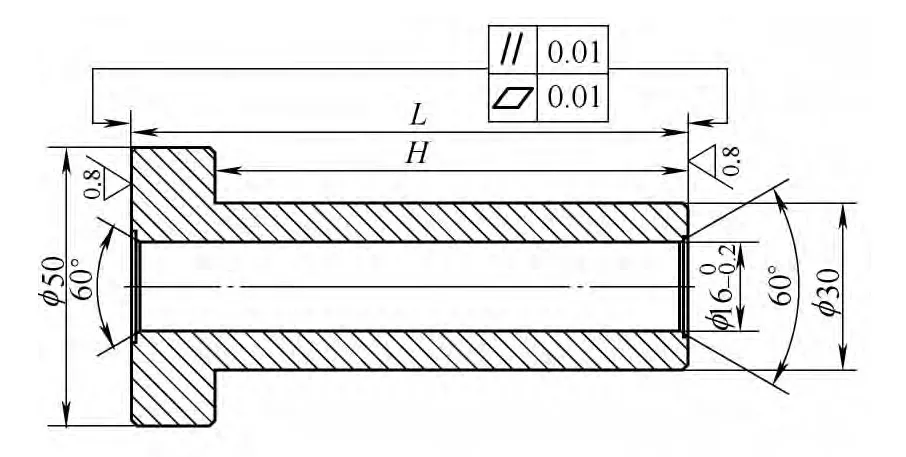
图3 测量辅助夹具
(3)搭建测量工装与实施测量。首先,将测量辅助夹具、百分表及其表座分别放置在同一水平工作台上,待百分表触点接触到测量辅助夹具的Q 面时,有了测量值后将刻度置零(见图4a)。其次,轻轻移开测量辅助夹具,将被测工件与小锥度心棒的组合体安装在测量辅助夹具中,并将被测工件的N面移到百分表触点下进行测量(见图4b)。最后,读取百分表刻度值(合格值区间为2.48~2.52 mm),判断是否满足图样标注尺寸(2.5 ±0.02)mm 的要求。同理可测量图样标注尺寸(5.5 ±0.05)mm。
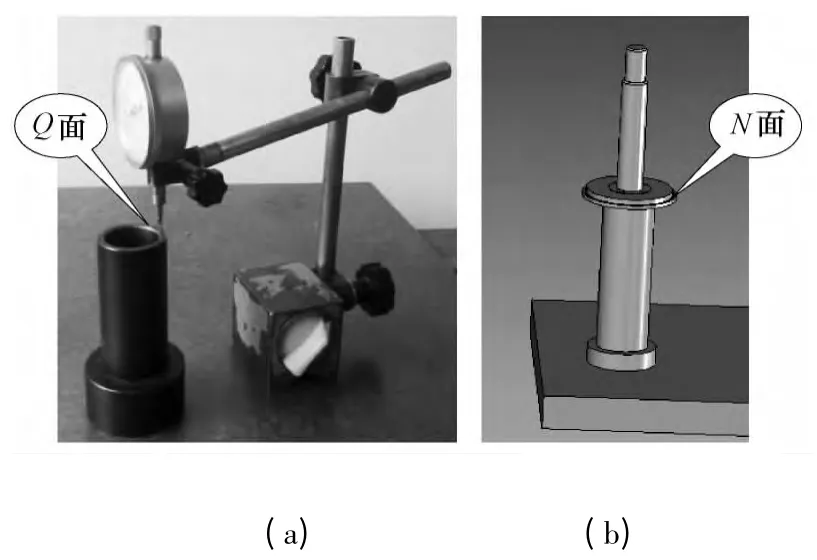
图4 测量工装与实施测量
当然,如果测量尺寸不能满足要求,可以将被测工件与小锥度心棒的组合体再安装在磨床上继续端面磨削加工,直到测量结果符合要求为止。
4.测量操作注意事项
测量操作过程中,必须始终注意对被测工件与小锥度心棒轻拿轻放,保证两者间的相对位置不变。同时,百分表置零后需要保证它相对于表座、水平工作台的位置不变。另外,在测量尺寸 (2.5 ±0.02)mm 时,需要轻轻按压法兰座中心两侧,以消除因其受力倾斜而导致的测量误差。最后,可以轻轻旋转法兰座,选择其不同测量部位进行测量后求测量平均值,减少测量误差。
5.结语
通过在多次批量生产中实际应用优化后的测量方法,证明该测量方法切实可行。它不仅保证了零件质量的稳定性,降低了废品率,还减轻了工人的劳动强度,大大提高了生产效率,解决了三坐标测量机在生产中测量任务繁重的难题。
猜你喜欢
大众标准化(2022年17期)2022-09-27 07:59:54
制造技术与机床(2019年11期)2019-12-04 05:50:36
制造技术与机床(2019年9期)2019-09-10 07:36:40
铁道学报(2018年11期)2018-12-13 10:11:46
电子测试(2018年1期)2018-04-18 11:53:30
电力与能源(2017年6期)2017-05-14 06:19:48
电测与仪表(2016年16期)2016-04-12 00:25:32
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27 06:31:38
印制电路信息(2015年6期)2015-12-30 12:57:58
质量技术监督研究(2015年5期)2015-02-10 06:01:00
