
轨道交通典型零部件加工及对机床设备的需求
2014-12-02 01:35:12南车戚墅堰机车有限公司刘建民陈玉周
金属加工(冷加工) 2014年17期
南车戚墅堰机车有限公司 刘建民 陈玉周
常州轻工职业技术学院 顾亚桃

主任工艺师刘建民
轨道交通的前景是相当可观的。轨道交通涉及到千家万户,与我们每个人的生活是密不可分的。高速发展的中国轨道交通,使千千万万的人在享受的同时,也给我们这些为轨道交通做出努力的人带来些许的自傲。当然,在伴随着喜悦的同时,也让我们看到了基础工业还存在着相当的不足,我们肩上的确是任重道远。
高速发展的中国轨道交通
中国的轨道交通从改革开放后20世纪90年代末期第一次大提速开始,到2011年完成的(第8次)提速,以上海到南京为例,提速前全程要4~5 h,目前最快的仅需1 h;速度已超过350 km/h,从上海到北京也仅有5 h。用一句话可以骄傲地来说:神速发展的中国轨道交通已走到了世界的前列。
南车戚墅堰机车有限公司主要以生产内燃机车为主,是铁道部内燃机车制造的主要基地。中国铁路前6次提速的机车主要是以我公司为主的DF11G型为主的内燃机车(见图1)。从国内全局出发,内燃机车的需求量还是相当大的。据初步估算,每年的机车更新总量在600台以上(不包括每年约几千台的修理机车)。另外还有广阔的海外市场。我公司这几年出口机车的海外市场就有伊朗、沙特阿拉伯、坦桑尼亚、柬埔寨、澳大利亚和阿根廷等国。每年出口机车因招标情况而有所不同,因受生产能力的限制,我公司中标的机车总数在50~100台左右,加上我公司中标的国内机车,每年新造机车约200台,修理机车约400~600台,全年总计不超过1000台。
市场对轨道交通的主要要求是安全可靠、快速准点。

图1 DF11G客运内燃机车
轨道交通的内燃机车零部件的主要特点
涉及到轨道交通机加工,相对来说有加工难度的主要零部件主要有两大类。一是车体转向架、空芯轴套等机车走行部;二是柴油机关键零部件。机车柴油机主要零部件结构复杂,制造精度、形位公差和表面粗糙度要求高(精度指标大都在5~7级、表面粗糙度值一般为Ra=0.4 mm),要求有良好的互换性,如机体、曲轴、连杆及汽缸盖等,主要目的是为了保证机车在高速运行中可靠性好、耐用度高和安全系数高。
从零部件的结构特点可以分为以下几类。
(1)箱体类:如柴油机的机体、气缸盖等。
(2)轴类:如曲轴、车轴及凸轮轴等。
(3)框架类:如构架。
(4)异形类:如连杆、滚动抱轴箱。
(5)薄壁类:如气缸套、曲轴附件的薄壁锥套等。
这些零件从使用要求出发,既要有良好的互换性,同时又要有强度和刚度,所以在工艺上都有一定的难度,有的甚至是相当困难的。其实,无论是柴油机的零部件,还是机车的零部件,其加工都有一定的难度。
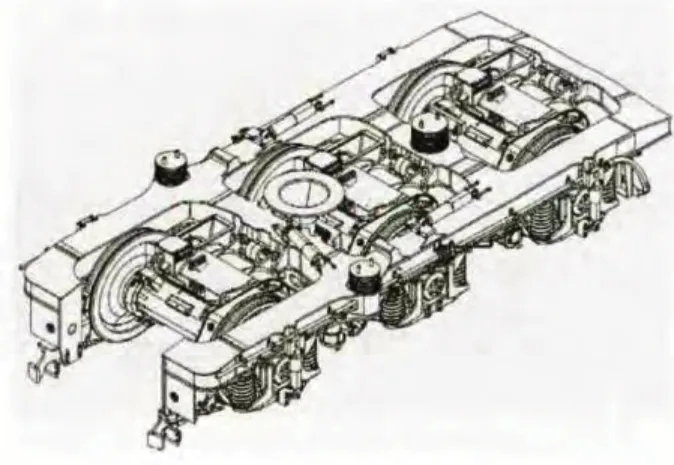
图2 走行部分的结构
下面以滚动抱轴箱为例,重点介绍其加工工艺。
典型零件滚动抱轴箱的加工工艺
1.滚动抱轴箱的作用介绍
滚动抱轴箱是安装在转向架上和牵引电动机之间的重要联接件之一。牵引电动机和齿轮箱在转向架上的安装主要是依赖于滚动抱轴箱的联接,并且和车轴联结,将电动机的驱动转化为车轮的前进动力。每台机车有两个转向架,每个转向架有3个轮对,即有3个滚动抱轴箱,这样每台机车就有6个滚动抱轴箱。
转向架、轮对等俗称机车走行部,相当于人的两条腿,是机车行车安全的关键零部件。走行部分的结构实例如转向架、齿轮箱及滚动抱轴箱(见图2)。
2.滚动抱轴箱的结构特点
滚动抱轴箱的结构如图3所示,滚动抱轴箱属于异型类、筒形开放的箱体零件。由于中间为开放式的结构,刚性较差,加工中装夹较难,加工后易变形。另外毛坯采用铸钢件,在铸造中有疏松等存在,在机加工前后都要处理铸造缺陷。其两端是轴承挡,公差要求高。
3.滚动抱轴箱的加工难点
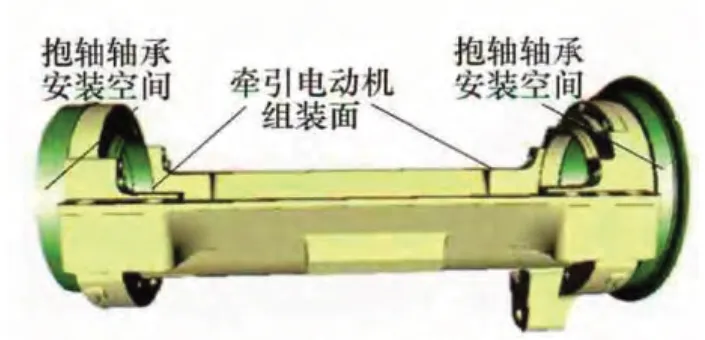
图3 滚动抱轴箱的结构
由于滚动抱轴箱为异型开放的筒形箱体,它的刚性较差。无论是毛坯浇铸还是机加工时都存在着变形现象。而两端的轴承挡要求极高,既有安装的匹配要求,又有同轴度的要求,稍有变形就会使零件超差。因此,防止滚动抱轴箱的加工变形、保证两端轴承挡的公差和同轴度是滚动抱轴箱在加工时的主要难点。
如果采用车床加工,那么轴承挡必须两次装夹,保证公差还说得过去,但要保证同轴度就是不可能的事了。因此,必须靠机加工设备来保证,即用加工中心来加工。
4.滚动抱轴箱的加工工艺
根据以上理解,我们确定了滚动抱轴箱基本的工艺流程如下:
毛坯→划线Ⅰ→铣安装面→铣两端外形→检查粗加工尺寸及铸造缺陷→缺陷补焊及打磨→探伤→去应力→喷丸→划线Ⅱ→加工中心铣安装面、下平面及两端内外圆等→钻安装面螺孔等→加工中心铣下平面及R38 mm圆弧→缺陷检查及处理(补焊及打磨)→加工中心精铣安装面及两端面→检查→预组装挡环→加工中心精铣两端外圆(轴承挡)等→探伤缺陷处理及打磨→三坐标测量→表面防锈及其铸造面涂漆→入库。
以上工艺,我们设置了3道探伤及打磨工序,主要是在试制过程中对这种开放性的异型筒体类零件的确有一定的难度,铸造缺陷也不可避免地存在,为了保证最后的成品合格装车,这些工序也是合理的。
经过现场试制,以上工艺基本符合实际。
5.滚动抱轴箱对设备的要求
工艺的确定,实际上也是对加工设备的确定。在试制阶段,我们采用在加工中心五面体M-VR28/34D加工,并做了相应的工装,如图4所示。
随着工艺的成熟和生产批量的增加,我们又开发了在德马吉卧式加工中心加工滚动抱轴箱,如图5所示。
轨道交通业机加工对机床设备需求
2007年以来,公司和美国G E公司合作生产H X N 5 型机车,由于其柴油机主要零部件技术要求高,公司为此引进了德国瓦德里西-科堡五面体加工中心(加工机体)、奥地利WFL的车铣中心(加工曲轴φ1500 mm×6000 mm和凸轮轴φ520 mm×2000 mm)、德国Naxos的曲轴随动磨床φ750 m m×5000 m m、德国德马吉和日本马扎克的加工中心630 mm×630 mm(加工汽缸盖等)、奥地利IGM焊接机器人(RTi330-S构架等加工)等,这些装备对提高我公司的产品质量和声誉起到关键的作用。
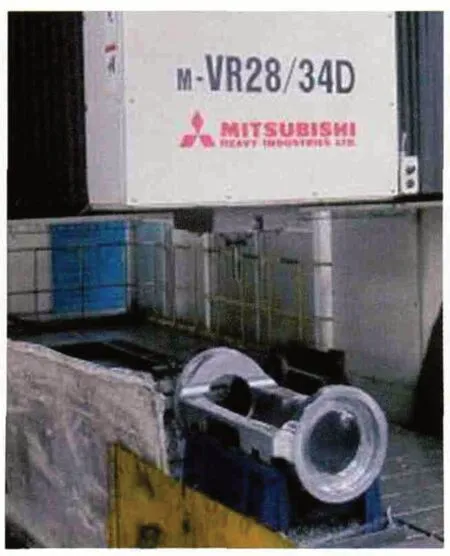
图4 加工中心五面体M-VR28/34D加工滚动抱轴箱
此外,近年来国内的机床厂通过收购并购世界先进的机床制造商,并引进消化吸收后,已开始有了较大的起色,如:北京机床厂的大型龙门式加工中心、沈阳机床厂加工中心和车铣复合中心及上海机床厂曲轴随动磨床的制造等,都有了新的尝试并已展露了崭新的面貌。一些国产化的高智能设备在性能、精度上已经可以和日本甚至是欧洲的一流产品相媲美,而价格只有国外设备的8折甚至一半。只要我们在设计、制造上再努力一把,赶上欧美和日本的那一天一定会到来!
综上所述,对轨道交通装备的关键零部件可以根据具体零部件的性能要求来选购不同种类的机床设备,并对这些设备提出专业化的要求,如复合加工的要求——镗、铣、钻、铰和车削等共同要求;或切削加工和激光强化及焊接等相结合;或根据需求寻找合理的高智能、多品种结合的机床组合体来适应全面解决的高效节能的完美方案;或是车铣磨和动平衡的组合;或是车铣和磨削加工的组合等。
我们坚信,随着轨道交通的发展,随着数字化的发展,随着自动化和信息技术网络化的不断提升,对机床加工设备的要求也趋向于全面解决的完美组合方案将越来越多。

图5 德马吉卧式加工中心加工滚动抱轴箱
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:58
昆钢科技(2020年4期)2020-10-23 09:32:14
制造技术与机床(2019年12期)2020-01-06 03:17:46
减速顶与调速技术(2018年3期)2018-08-27 01:48:32
电子制作(2018年14期)2018-08-21 01:38:36
制造技术与机床(2017年8期)2017-11-27 02:10:13
信息记录材料(2016年4期)2016-03-11 15:22:29
铁道运营技术(2015年3期)2015-12-23 09:27:14
钛工业进展(2014年5期)2014-02-28 16:42:29
河南科技(2014年14期)2014-02-27 14:11:53
