
延长回转顶尖使用寿命的技巧
2014-12-02 01:36:34威海职业学院山东264210姜宝荣
金属加工(冷加工) 2014年22期
■威海职业学院(山东 264210)姜宝荣
我们学院是全国首批28所“国家示范性高等职业院校”之一,国家高技能人才培养示范基地,也是国家级数控技术实训基地。学院全日在校生16000人,拥有卧式车床170多台,还有70多台数控车床。因此,工具库配备的新旧回转顶尖接近300个。在使用过程中,由于种种原因,造成顶尖损坏。这就要求我们会维修和保养顶尖,才能延长回转顶尖的使用寿命。
由于低速车削各种螺纹时间较长,造成切削液从封盖渗透到顶尖内,如果长时间不维修,就会使轴承生锈回转顶尖转不动。出现这种情况,只要用尖嘴钳拧开顶尖封盖及尾部螺钉,然后把顶尖放在煤油里用毛刷清洗干净,晾干后加润滑脂,再把封盖用尖嘴钳拧上,然后把尾部螺钉拧上即可使用。
在使用过程中,顶尖突然不转,造成顶尖尖部断在工件里。
(1)如果是轴承的问题,卸下封盖取出来,去掉轴承。在三爪自定心卡盘上,装一铸件料头夹牢,如图1所示。
车端面,把内孔与顶尖装轴承处配车,配合间隙控制在0.005~0.01 mm。准备一个鸡心夹头(能套在顶尖上),把鸡心夹头装在顶尖上拧紧,然后装入铸铁套,鸡心夹头拨在卡爪上,把小滑板逆时针调30。把角度调整好即可车削。60锥面完全车起来即可。卸下此顶尖,换上新轴承,装上即可使用,此种方法比较麻烦。
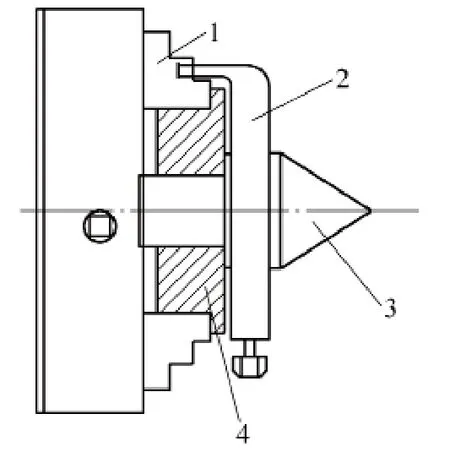
图1

图2
(2)如果回转顶尖转动正常,只是尖部损坏。为了解决这种情况,我们车1个带阶台的套,用2个M10内六角头螺钉拧在顶尖上,如图2所示。
然后,把CA6140车床卡盘卸下,主轴孔擦干净,顶尖插入锥孔(若是莫氏4 号顶尖,加变径套)。用百分表校正60锥面,同时拧紧2个M6螺钉。根据顶尖圆柱部分的长短车出不同长度的60锥面,如图3所示。

图3
此种方法,修正顶尖简单。在使用时合理选择回转顶尖,粗车选择精度低的顶尖;精车选择精度高的顶尖。
[1]彭德阴.车工工艺与技能训练[M].北京:中国劳动社会保障出版社,2001.
猜你喜欢
文萃报·周二版(2023年52期)2024-01-09 13:56:08
幼儿画刊(2023年3期)2023-05-26 05:39:40
一重技术(2021年5期)2022-01-18 05:41:56
河北果树(2020年4期)2020-11-26 06:05:50
小小说月刊(2019年22期)2019-11-19 05:30:36
创新作文(1-2年级)(2019年4期)2019-10-15 12:14:55
小小说月刊·下半月(2019年11期)2019-01-06 02:11:16
制造技术与机床(2017年2期)2017-05-04 04:17:35
现代冶金(2015年4期)2015-02-06 01:56:01
新疆农垦科技(2014年9期)2014-02-28 19:20:58
