
异形零件加工方法
2014-12-02 01:37:48齐齐哈尔北方机器有限责任公司黑龙江161000陈桂梅阴法军
金属加工(冷加工) 2014年22期
■齐齐哈尔北方机器有限责任公司(黑龙江 161000)陈桂梅 阴法军 梁 齐

1.典型异形零件分析
异形类零件是机械加工中很少碰到的一种零件。它的应用不是很广,一般都是钢板类零件焊接成形,很少用机加工。但某产品有一种异形零件如图1所示。
此零件为3 mm厚的钢板压形后,焊接成形,要求加工底面和上面与底面成30°,且保证产品图尺寸要求和加工两面的平面度。
2.典型异形零件加工难点分析
此零件属于薄壁异形零件,从图样上看,工艺没有难点。但是从加工上看,加工上、下面是难点,即装夹是难点。且因为壁薄,又是异形加工,所以易变形。因此,加工此异形件的难点在于:①加工两面时装夹是难点。②加工时有弹性变形。③加工时切削力对工件容易造成热变形。
3.解决方案
薄壁异形件装夹加工是工艺难点,若工艺方案设计不好,则加工出的产品很容易变形,形成废品,还可能增加工艺成本,造成浪费。
在考虑了装夹、切削热变形等因素后,制定异形零件加工方案如下。
(1)首先选择加工基准,从图1看底面是基准,所以先加工底面。但底面加工装夹困难,根据零件的特点,设计出一套加工底面的夹具(见图2),使用方法是:①将两螺杆装入机床床槽内,调整距离。②将两定位斜铁也装入机床床槽内。③将两侧面挡块装入机床床槽内,并按零件的距离固定。④将异形零件装入定位块外,并一起装入两螺杆内,用手拧紧。⑤按划线进行铣底面。
也就是根据异形零件形状制作与之相辅的内外形压紧块,采用两挤两压的方式解决装夹问题,对异形零件在不变形的情况下进行有效装夹。选用锯片铣刀采用顺铣加工方法进行加工。
(2)基准加工完成后,以基准定位再设计一套夹具(见图3)加工上斜面。使用方法是:①将夹具装夹在锯床床面上。②将异形零件装在夹具体上,用两压块压紧。③用手将螺母拧紧,但拧紧力要适当,不要太紧。④按线加工。
也就是使用已加工的基面定位,装夹后与锯条成30°。夹紧采用斜面压块压紧,用手拧紧螺母,在锯床上按线进行锯削斜面。
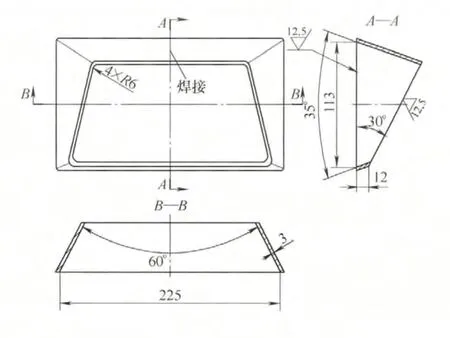
图1
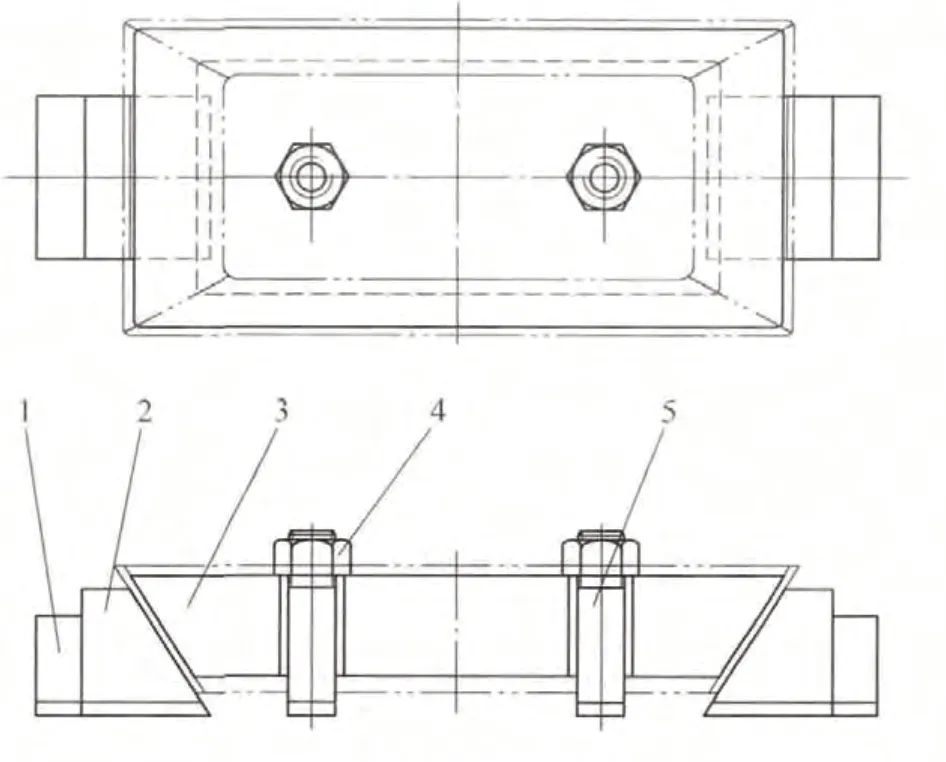
图2 铣床夹具示意图
4.结语
异形类零件的加工工艺,首先要考虑的是设计基准与工艺基准是否统一;其次要考虑加工时定位是否合理,定位基准是否合适,对加工结果是否有很大的不利影响,如何避免或消除这些不利影响;最后也是最关键的一点是加工如何装夹,加工过程中及加工后如何测量检验加工尺寸。只有全面考虑,注意细节,才有可能更好、更合理地加工出合格产品。

图3 锯床夹具示意图
经过试验证明,本文所述加工方法基本上满足了产品加工要求,保证了产品质量。在今后的加工过程中还需完善和改进加工方法,使之更科学、更先进。
[1]王先逵.机械制造工艺学 [M].北京:机械工业出版社,2006.
[2]孙丽媛.机械制造工艺 [M].北京:冶金工业出版社,2007.
[3]徐学林.互换性与测量技术基础[M].长沙:湖南大学出版社,2007.
[4]吴宗泽,罗圣国.机械设计课程设计手册 [M].北京:高等教育出版社,2006.
[5]余光国,马俊.机床夹具设计 [M].重庆:重庆大学出版社,2005.
专家点评
异形零件由于形状不规则,在加工的装夹过程中往往遇到很多问题。本文中的异形零件属于薄壁异形零件,加工装夹过程中容易变形,作者采用在零件薄壁两面安装定位块的方法,使零件薄壁两面的作用力达到平衡,不易变形。不过装夹时只用手力拧紧,工件可能在切削力的作用下产生位移而影响加工精度,甚至发生事故,这点还需改进。
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
汽车工程(2021年12期)2021-03-08 02:34:06
模具制造(2019年7期)2019-09-25 07:29:58
制造技术与机床(2018年12期)2018-12-23 02:40:56
石油化工建设(2018年1期)2018-07-10 09:49:50
汽车与安全(2017年7期)2017-08-03 17:20:12
汽车与安全(2017年6期)2017-07-25 09:57:08
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
汽车与安全(2017年3期)2017-04-26 01:25:27
