
Pro/E 自动工件的开发及应用
2014-12-02 01:34哈尔滨电气集团阿城继电器有限责任公司黑龙江150302赵玉海
金属加工(冷加工) 2014年15期
哈尔滨电气集团阿城继电器有限责任公司 (黑龙江 150302) 赵玉海
用Pro/E 三维软件从事塑料模具设计的工程师,对自动工件(型腔毛培模板)再熟悉不过了。Pro/E默认自动工件只是个矩形板,加载时弹出对话框如图1 所示,并要求输入X 向长、Y 向宽、+Z 向高、-Z 向高4 项数值;拆分成两型腔板后(通常称为A、B 板),要对两模板开设紧固螺钉孔、导套、导柱孔、定距拉杆孔和吊环螺纹孔,同时需确定各种孔径大小值,布局孔位置等工作,之后,装入标准模架,则一套完整工装设计完毕。按每月设计4 套工装,一年达200 余套,每次开孔、布局孔用时40 min左右,一年此项工作用掉243 h。虽然看似简单,容易操作,但年复一年,日复一日反复做这样的工作,即影响设计速度,又消耗精力,让设计员无法专注模具结构这一核心任务的注意力。在快速发展的今天,谁赢得时间,谁就先占领市场。如何提升模具设计速度,减轻工作量,长期以来,一直困扰着模具设计师。

图1 自动工件对话框
下面介绍利用Pro/E 的Program 程序,对自动工件编写程序语言以及直接检索加载自动工件文本文件代替多项对话框输入尺寸方式,来改善这一现状。
1.更改参数
打开Pro/E 安装目录下的Workpiece 文件夹中的wp_universal.prt,即自动工件零件,修改参数如附表所列的长度LENGTH_UI 对应值为160;宽度WIDTH UI 对应值为120;A 板厚度THICK_A_UI对应值为20;B 板厚度THICK_B_UI 对应值为30后再生;其目的是为布局各种孔径想互不干涉做准备(默认工件外形尺寸小,无法布局孔径)。

自动工件参数化表
2.开设孔径并编程
以FUTABA 标准模架(日本)直浇口SA 型,外形尺寸A 板长、宽、高230 mm ×1500 mm ×30 mm,B 板长、宽、高230 mm ×150 mm ×40 mm 为例,在wp_universal.part 上开设孔径,更改孔径大小属性值并重新命名(方便查找),然后对其编程。程序如下所示:


编程后的自动工件如图2 所示。

图2 编程后的自动工件
3.编制WPO 文本文件
在Pro/E 启动目录下新建后缀为WPO 文本文件,命名直口300x240xA40 -B30,打开该文本并编译如下所示:

4.型腔设计
启动Pro/E,新建→制造→模具型腔,进入型腔设计环境,装载产品模型,单击工具栏自动工件,弹出对话框,如图3 所示,点击图3 中文件,打开检索偏移,选择300 ×240 ×A40 -B30,分模后,将两型腔板替换标准塑料模架中A、B 两板,如图4 所示,设计完毕。
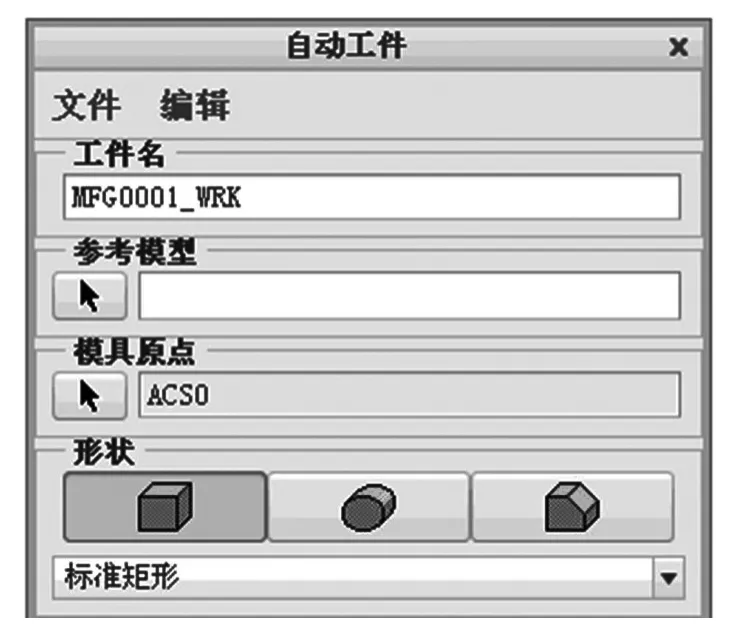
图3 自动工件对话框

图4 FUTABA-标准模架
5.结语
实践证明,通过对Pro/E 自动工件重新设计并编程,编制加载工件文本文件等途径,省去了一个设计环节,外形尺寸数值输入减少为两项,不仅设计速度大大提升,而且工作量明显减少,为推进模具设计进程探索出一条新途径。
猜你喜欢
装备维修技术(2022年26期)2022-07-13
中国核电(2021年3期)2021-08-13
建材发展导向(2021年13期)2021-07-28
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
橡塑技术与装备(2018年2期)2018-02-19
凿岩机械气动工具(2017年3期)2017-11-22
电子产品世界(2017年3期)2017-04-13
中国塑料(2016年5期)2016-04-16
锻压装备与制造技术(2015年4期)2015-07-01
新媒体研究(2014年14期)2014-08-22
