
内孔键槽对刀工装
2014-12-02 01:32山西煤矿机械制造有限责任公司太原030031刘斌斌
金属加工(冷加工) 2014年3期
山西煤矿机械制造有限责任公司 (太原 030031)刘斌斌
图1 所示零件为我公司刮板输送机主要传动零件,装配过程中成对使用,为保证成对装配后外形一致,不出现错齿现象,该零件中要求内孔键槽中心与外形齿形中心偏差不大于15',且保证两键槽间角度及其形位公差。若采用划线找正对刀加工,由于存在划线误差和加工误差,经常达不到技术要求,质量不能有效保证,直接影响装配质量。为此,我们设计了图2 所示对刀工装。
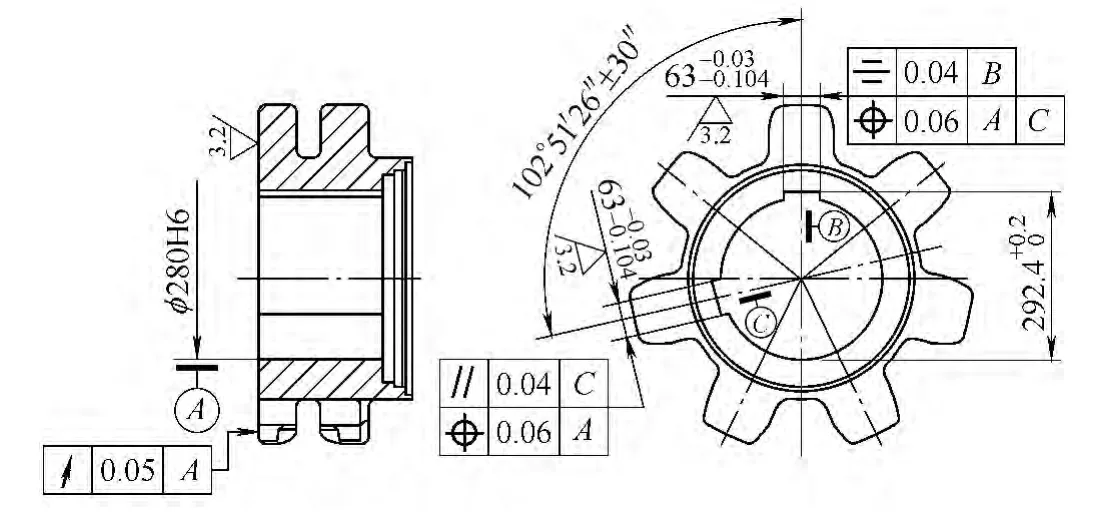
图1
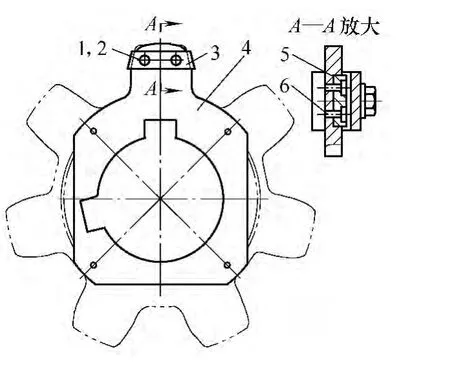
图2
1.工装结构特点
如图2 所示,对刀工装由对刀盘、卡板、键、螺钉、螺栓、垫圈组成。
其中对刀盘(见图3)是该工装的关键部件,与工件通过止口台定位,其侧面为对刀平面,其制造精度要求比较高。制造过程中要保证外形齿相对于中心的对称度,安装键5 的键槽相对外形齿中心的对称度误差不大于0.01mm,侧面相对于中心孔径的平行度误差不大于0.01mm。内孔键槽用于为工件完工后校验使用,其相对于孔径的对称度及两键槽的位置度、角度公差均需保证。

图3
卡板(见图4)主要通过其斜面纠正对刀板与工件中心的偏移,加工过程中要保证键槽的形状位置精度要求。
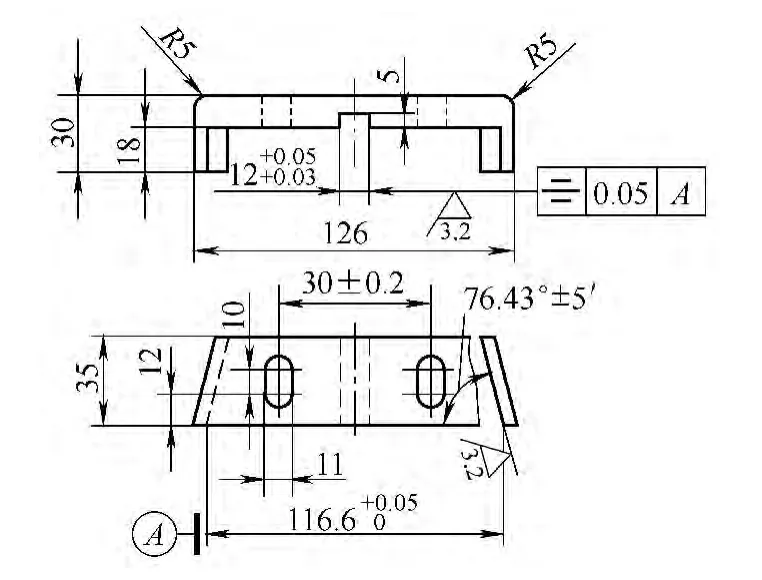
图4
2.对刀装置的操作方法
使用时,先将键5 装进对刀盘上小键槽中,并检测键中心线与对刀盘中心线是否重合,用开槽螺钉6将其固定。通过键5 把卡板3 预装在对刀盘4 上,暂不拧紧,使其可以自由滑动。以精加工后的工件的内孔及左端面作为定位面,将对刀盘4 放置于左端面上,对刀盘止口台与工件内孔采用小间隙配合,可以自由转动。同时使对刀盘的外形轮齿与工件外形基准齿基本对正。滑动卡板3,使其夹紧工件轮齿,紧固螺栓1。此时,用百分表校正对刀板的侧面平行于走刀进给方向。取出对刀装置即可插键槽。第一个键槽加工成形后,旋转工作台角度,加工另一键槽。待加工完后可将对刀装置重置于工件上,复核所加工键槽角度是否与对刀板键槽一致。
猜你喜欢
铝加工(2022年2期)2022-11-23
中国食品(2020年17期)2020-09-22
现代机械(2018年1期)2018-04-17
精密制造与自动化(2018年1期)2018-04-12
铝加工(2017年6期)2017-03-06
表面工程与再制造(2016年5期)2016-12-15
汽车维护与修理(2015年6期)2015-02-28
汽车零部件(2014年3期)2014-02-06
设备管理与维修(2013年2期)2013-12-04
新课程·中旬(2009年1期)2009-10-27
