
机床主轴端部短锥测量
2014-12-02 01:35:08山东博特精工股份有限公司济宁272071张启义季红丽葛慧颖
金属加工(冷加工) 2014年16期
山东博特精工股份有限公司 (济宁 272071) 张启义 季红丽 葛慧颖
主轴端部是主轴与工件或工具联系的结合部位,其结构形状由机床类型及夹具或刀具的形状而定,同时应使之能保证刀具或卡盘的定位准确、安装牢固和装卸方便,能够传递足够的转矩,并且尽量减小主轴端部的悬伸长度。由于刀具、夹具的尺寸已经标准化了,所以相应的通用机床的主轴端部形状和尺寸也已经实现了标准化,专用机床设计时也应根据机床用途和结构特点选用相近类型的标准结构,以便于机床主轴的制造、装配和使用维修。
1.主轴端部结构及工艺特点
标准化的机床主轴端部结构包括A 型、C 型和D型等,主要用于卧式车床、立式车床、数控车床、高精度车床以及磨床等。上述几种主轴端部结构形式,除拉紧、紧固结构不同外,其共同的、关键的结构特点就是通过1/4 短锥定心,联接过渡盘或花盘,使夹具或刀具准确定位,所以其1/4 短锥的制造精度在一定意义上决定着整个主轴系统甚至整台机床的精度。
如图1 所示,主轴端部为锥度1/4 的短锥,其大端名义尺寸为D,长度为l,在分度圆直径D1上均布螺纹孔d,沉孔d1用于安装传递力矩的端面键,用螺钉通过螺纹孔d2将端面键固定。联接刀具或夹具的过渡盘、花盘通过1/4 内锥面与短锥配合定心,自然结合状态下过渡盘与主轴法兰盘端面之间有一定的间隙b,当使用螺钉通过螺纹孔d 将过渡盘与主轴紧固后,理想状态下过渡盘1/4 锥面和端面与主轴同时接触,以保证联接有足够的刚度。
在实际加工与测量过程中,1/4 大端尺寸D 为1/4 锥面延长线与法兰盘端面的交点,是一理论尺寸,无法通过通用量具直接测得。在制造过程中,需要先利用端面外圆磨床加工出法兰盘端面,保证其相对于基准的垂直度和端面跳动;然后将机床工作台调整到1/4 锥度的半角位置,来磨削1/4 短锥的锥面,这时1/4 短锥的大端尺寸以及锥度公差就需要环规来检验。
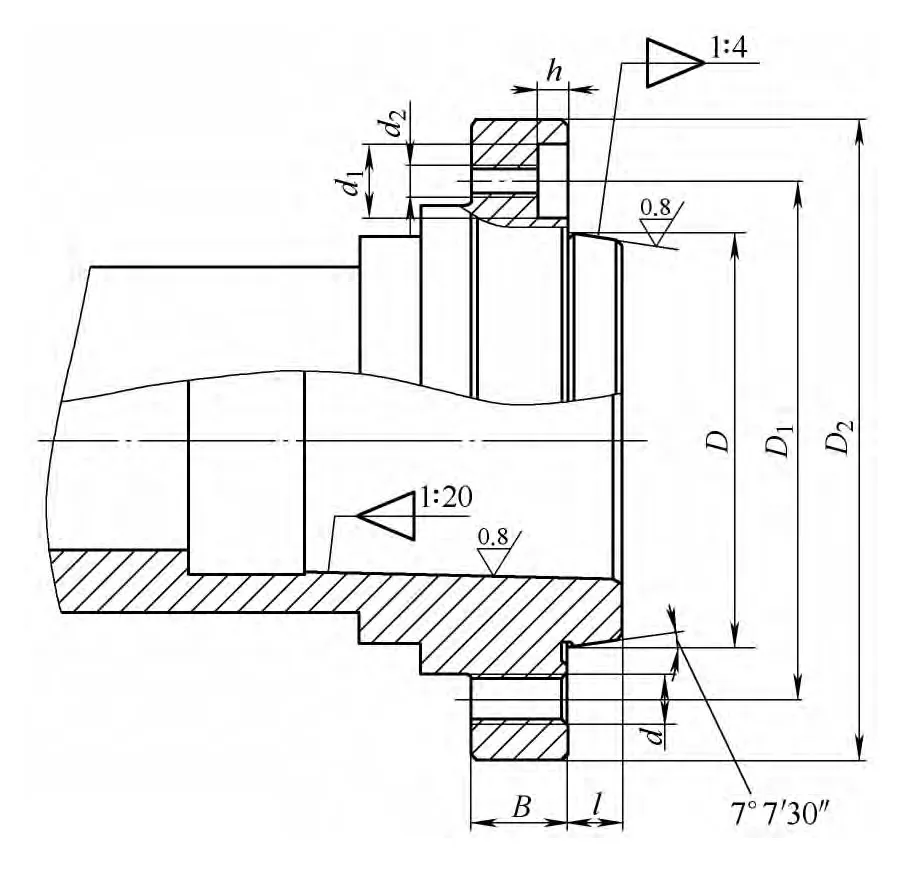
图1 A2 型主轴端部结构简图
2.公规及环规的结构与使用
为方便使用与测量,可以将1/4 公规设计成如图2 所示的结构。首先制作1/4 公规,可以使用万能工具显微镜或正弦尺来检验其锥度,使其尺寸、角度符合工作量规的要求,并保证其右肩面对轴线的垂直度要求;然后使用内六角头螺钉将其与压板安装在一起。1/4 公规可以用来检测花盘和过渡盘。
如图3 所示为1/4 环规结构简图。它是检测1/4短锥的专用环规,其内锥面的基本直径d 应符合工作量规的要求,在制造过程中应保证左端面相对于内锥面的垂直度要求。测量时环规内锥面紧贴主轴1/4 短锥,用塞尺测量环规与主轴法兰盘端面间的间隙,根据间隙值以及其锥度长径比1/4 的关系,即可计算出主轴短锥的大端尺寸D。即

图2 1/4 公规结构示意图
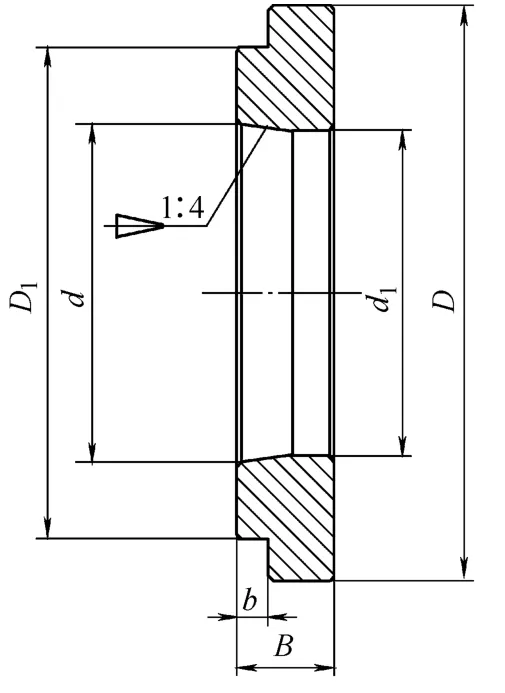
图3 1/4 环规结构简图
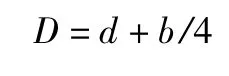
式中,D 为主轴1/4短锥大端尺寸;d 为1/4 环规实际尺寸;b为环规端面与主轴端面的间隙。
该方法是测量主轴端部1/4 短锥的常用方法,应用比较普遍,简单实用。但存在以下缺点:①测量数值不准确,测量时因经常出现间隙值无相对应塞尺规格的情况,需将几种规格的塞尺叠加测量,影响测量精度。②测量数值不直观,无法直接测得结果,经塞尺测量后需经过计算才能得到结果。③测量精度不能满足高精度主轴1/4 短锥的测量要求。
3.带表1/4 环规的结构与使用方法
为了能够快速、准确地检测主轴端部1/4 短锥,设计了精密带表1/4 环规,其结构如图4 所示。1/4环规的端面上均布4 处端孔,在端孔内安装弹性套,用来固定指示表,弹性套和指示表用紧定螺钉锁紧。
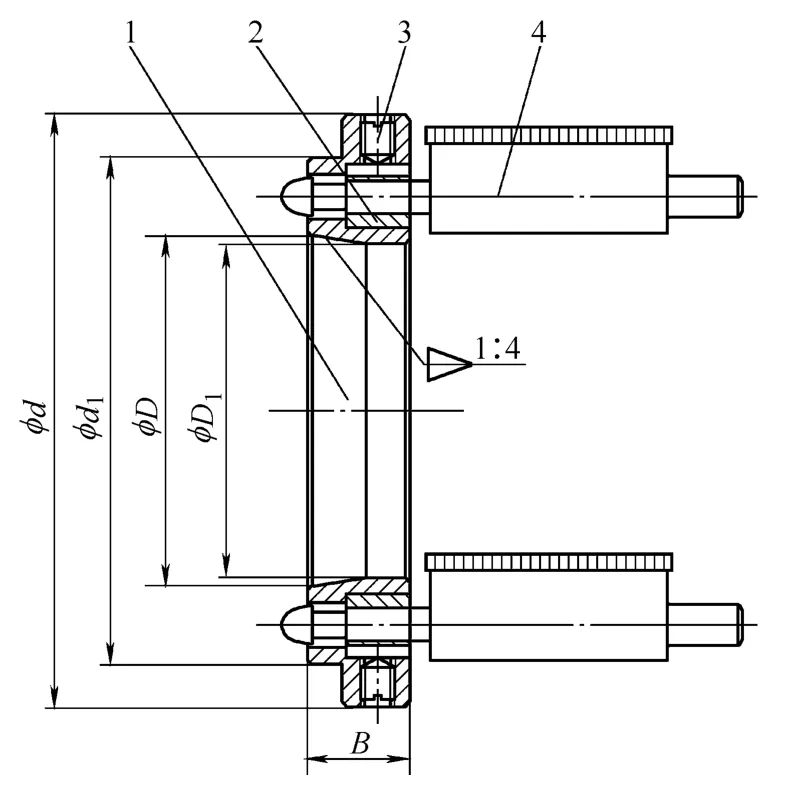
图4 带表1/4 环规
使用时先将1/4 环规放置在精密平板上,指示表通过弹性套的夹持安装在环规端面上的4 处沉孔内,弹性套与沉孔以及表杆的配合要适宜,过松则不能将指示表紧固,过紧则会影响指示表的灵敏性。根据所要测量的短锥尺寸值调整指示表的量程,一般压表0.20~0.25 mm,然后将指示表表盘调整到零位,调整完毕后用紧定螺钉将弹性套和指示表锁紧。测量时将1/4 环规的内锥面紧贴主轴短锥的锥面,通过读取指示表的数值就可以得到环规与主轴端面的间隙值。通过长度与直径上4∶1 的换算关系,就可以快速而准确地测得1/4 短锥的尺寸。
该结构环规成功应用于高速车床电主轴的主轴端部检测,其结构形式为A2—6,1/4 短锥对基准的跳动为0.003 mm,其大端尺寸为φ106.3750-0.01mm,
技术要求环规与端面的间隙为0.04~0.08 mm。按照常规的检测方法,用塞尺检验,不仅检验精度难于保证,而且检验过程不易控制。采用带表1/4 环规结构后,成功克服了以上难题,有效保证了该类型主轴的制造和检测。
4.结语
1/4 短锥作为一种典型的机床主轴端部结构,在普通机床、数控机床以及专用机床上得到广泛的应用。此外,一种圆柱形的端部联接方式(ISO 702—4)在高速、高精密机床的设计中得到了广泛的应用,由于其取消了中间传动环节,结构简单、精密可靠,尤其适合高速机床(本研究受“高档数控机床与基础制造装备”科技重大专项“精密机床主轴高效、柔性加工生产线”(2013ZX04012051)项目支持)。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
大电机技术(2022年4期)2022-08-30 01:38:54
新疆钢铁(2021年1期)2021-10-14 08:45:38
能源工程(2020年6期)2021-01-26 00:55:18
铁道通信信号(2020年10期)2020-02-07 01:01:14
汽车实用技术(2019年21期)2019-11-22 08:29:16
汽车实用技术(2019年7期)2019-04-18 07:55:52
电镀与环保(2017年6期)2018-01-30 08:33:37
设备管理与维修(2016年6期)2016-03-16 02:21:54
制造技术与机床(2015年10期)2015-04-09 07:05:42
