
UG 面铣粗精加工特点及设置
2014-12-02 01:35:10中航飞机股份有限公司长沙起落架分公司陕西汉中723000岳林峰
金属加工(冷加工) 2014年16期
中航飞机股份有限公司长沙起落架分公司 (陕西汉中 723000) 郭 辉 沈 勇 岳林峰 田 辉
在UG 数控编程中,面铣设置简单,刀路规整,实际生产中大多用于毛坯飞面或零件的半精加工,却很少能正确用于毛坯开粗加工中,原因在于忽视了面铣操作的自身特点。为了使用户更好地理解面铣加工特点,不断提高自身数控编程能力,在此将面铣粗精加工的设置及特点做介绍和分享。
1.面铣加工特点
面铣操作主要用于平面直壁的零件加工。系统会将选择的面或平面线框识别为部件几何体的一部分,软件内部算法自动控制刀具与其他相邻几何体间的距离,在公差范围内形成相应的轨迹刀路,有效地避免了过切。而在平面铣中,如果边界定义不正确或者材料侧定义错误很容易发生零件过切现象。
通俗地讲,面铣就是指定一个面边界以确定刀具加工范围,给定一个距指定面边界的毛坯距离来确定刀具需去除的毛坯余量而已。
为了更好地阐述面铣的加工特点,反映面铣的3D 控制特点,现将其与平面铣进行对比和分析。
仔细观察图1 与图2 的刀具位置,就会发现面铣的刀具位置与零件轮廓线有微小的缝隙,刀具并未与曲线相切,但在软件允许的公差范围内,图2 中的平面铣刀具正好与所选边界轮廓线相切。
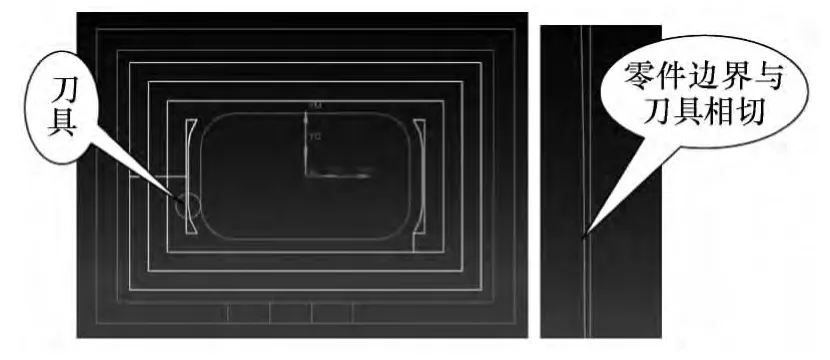
图1 面铣的刀轨及刀位点
可见,面铣是在公差范围内以加工出零件剔除毛坯余量为目的,而平面铣是严格的按照边界约束进行加工,在加工精度要求特别高的情况下平面铣为首选。
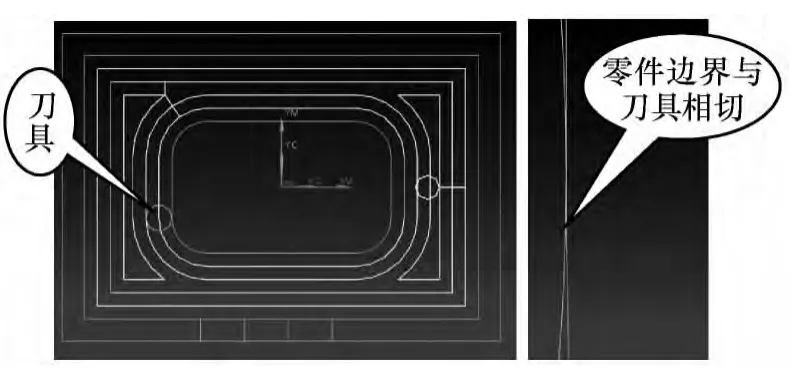
图2 平面铣的刀轨及刀位点
2.面铣实现粗精加工设置
面铣可以用于加工部件内部所选加工面的轮廓及其上毛坯余量,在理论公差允许范围内不会过切部件几何体,因此可以选毛坯底平面做加工面,设置毛坯余量及每刀深度即可实现。
为了更好的说明面铣的几何设置,通过以下简单案例具体说明。
(1)打开文件,并进入加工环境,设置WCS 坐标系并指定安全平面Z=5。
(2)双击WCS 坐标系下的WORKPIECE 中分别定义部件和毛坯。
(3)指定面边界:点击创建面边界图标,按默认的面模式,直接点选毛坯底面生成边界(此处毛坯大小为部件的最小包容块,因此直接点选的是部件底面),确定后退出面铣对话框(见图3)。
(4)刀轴由默认的“垂直于第一个面”更改为“+ZM 轴”(见图4)。
(5)设置或选用刀具,配置切削参数中的相应余量,直接点击生成刀路图标,零件的粗加工程序即生成(见图5)。

图3 面边界
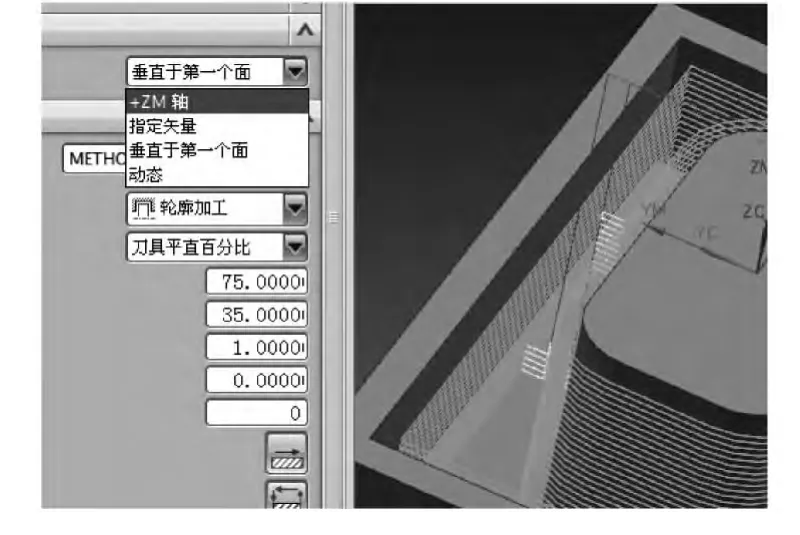
图4 刀轴设置
更换精加工需要的刀具,切削模式改为“轮廓加工”,切削参数中余量改为0,直接点击“生成”按钮,侧壁精加工程序完成(见图6)。同样只需简单修改相应设置底面精加工很快就形成。
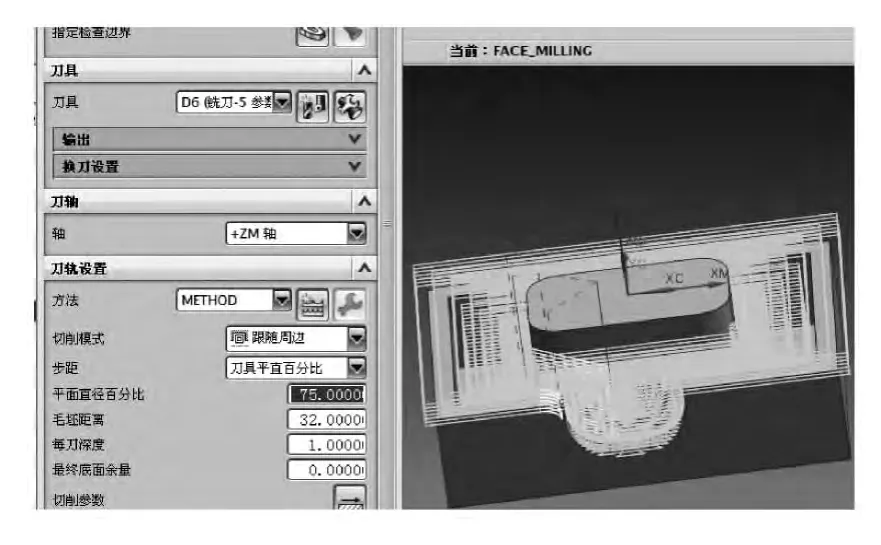
图5 粗加工程序
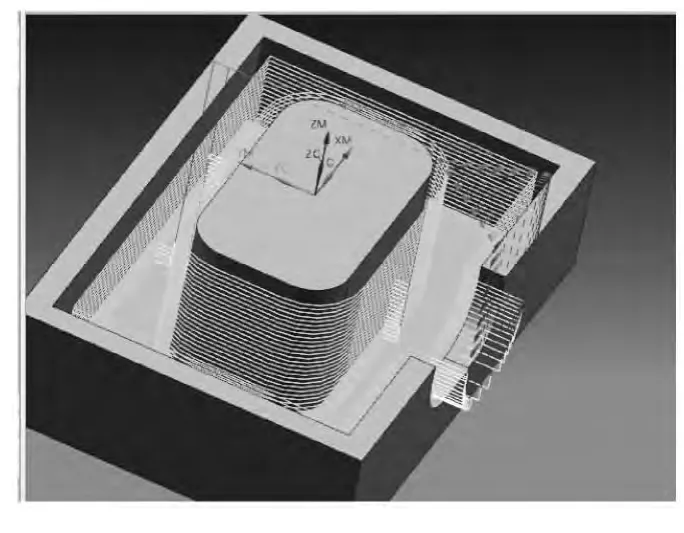
图6 侧壁精加工程序
面铣是一个设置简单,功能强大的加工操作,合理选择面边界可是实现零件开粗、半、精加工,也适用于侧壁有微小倾角零件的粗加工。
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
铝加工(2020年3期)2020-12-13 18:38:03
制造技术与机床(2019年9期)2019-09-10 07:36:20
制造技术与机床(2018年12期)2018-12-23 02:41:00
制造技术与机床(2018年8期)2018-10-09 08:27:48
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年7期)2018-01-19 02:29:47
制造技术与机床(2017年9期)2017-11-27 02:14:14
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
金属加工(冷加工)(2015年11期)2015-04-17 07:06:50
